现代卫生纸机卷取控制研究
2018-10-21叶凤英胡慕伊
叶凤英 胡慕伊


摘要:详细分析了卫生纸机卷取动作过程,改善原有卷取部的结构,增加了起重臂环节,并利用西门子CFC软件完成对起重臂动作编程的增补。提高了卷取部的稳定性,加强了纸机的智能化,同时也保证了纸机卷取效率和安全性。
关键词:纸机;卷取部;起重臂;自动化
中图分类号:TS736+.2
文献标识码:A
DOI:10.11980/j.issn.0254508X.2018.12.009
随着经济的发展,人们的生活水平不断提高,消费者对生活用纸的需求在不断的扩大[1];近年来,我国造纸行业迅猛发展更是推动了制浆造纸机械行业的进步,而造纸机械制造企业只有不断的调整自身产品的结构,加大技术的研发力度,提升机械自动化能力,才能取得更好的效益和发展前景。
根据我国制浆造纸装备制造业“十三五”发展展望,中高速文化纸机和生活用纸机需要进行优化和完善[2]。关于卫生纸机的改造,余章书[3]提出了将圆网卫生纸机改为长网纸机,在投入生产后产量和产品品质都得到了提高;孟彦京等人[4]提出了纸机传动控制系统速度链与负荷分配解决方案,提高了纸机控制精度。在卫生纸机中,所用到的机械设备太多,有流浆箱、成形网、成形辊、毛毯、扬克缸、施胶机、压光机、卷取机等,这些设备均和最终成纸质量的好坏息息相关。卷取机,作为造纸环节中的最后一个环节,卷取效果的好坏会直接影响到最终成品质量的优劣;除要求在卷纸的过程中松紧均匀,还要保证一定的起皱率。如今纸机的最高运行速度已经超过2000 m/min,纸幅宽度11 m以上,随着纸机车速和纸幅宽度的不断增加,对纸机卷取的性能要求也越来越严格[5]。
1卫生纸机
卫生纸机系统主要由流浆箱、网部、压榨部、干燥部、卷取部构成,其流程图如图1所示[6]。流浆箱主要作用是沿纸机横向喷出均匀稳定的浆料,并控制好浆料的絮聚[7];网部是纸张成形的位置,使纤维分布均匀;压榨部是借助机械压力尽可能多地脱除湿纸幅水分;干燥部则是将湿纸幅进行干燥处理;卷取部在卫生纸机末端,把生产的纸幅卷成卷纸以便贮存和进一步加工。
作为纸机的最后一道工序,卷取机性能的好坏会影响到整个生产过程中的启、停、升、减速[8];在纸厂中,工作人员通常要求原材料和过程参数变化越少越好,断纸的概率越低越好,在开机和断纸后需要尽快地达到目标质量的要求[9]。
本课题详细介绍了卫生纸机卷取部动作过程,设计并改善了卷取部动作,通过增加起重臂的环节,使卷取过程达到“闭环控制”。利用西门子CFC软件,来实现对该动作过程控制编程的增补。
2卫生纸机卷取部
2.1卷取过程
图2为卫生纸机卷取结构示意图。从图2可以看出,纸张从烘干部出来,经过卷筒区域,卷绕到空卷筒上,并连续卷绕;在主臂区域,完成卷筒初卷纸过程并传送到二次臂区域;在纸卷筒完成卷取后,由二次臂踢到刹车装置,使纸卷筒速度完全停止;然后纸卷筒被踢到称量位置完成称量;接着利用拔轴器将卷芯轴取出并套上纸芯,利用起重臂将新的空卷筒运送到卷筒存放架上,并由卷筒存放架上的汽缸将空卷筒运送到抓取位置;最终通过装卸臂将空卷筒转移到主臂区域,完成一整套的卷取动作。
卷筒支承在卷筒区域中,卷筒将最初的引纸带压在卷筒区域上,并确保必要的辊硬度,卷筒区域如图3所示。刮刀用来清理卷筒,防止卷筒在尾部缠绕,图4为刮刀示意图。刮刀位于卷筒下面并支撑在基座中。固定在刮刀座上,刮刀座上有两个气动软管,软管根据气动原理带动刮刀,实际的操作压力会根据相应的要求进行调整。
图5为纸机卷取结构主臂区域。从图5可以看出,前侧和驱动侧各有一个主臂,两个主臂通过导杆、臂和横轴相互连接,因此这两个臂具有同步性;主臂安装在主臂轴承组件上并固定在主基座上,主臂区域的上臂会抱紧主臂上的空卷筒,主臂由液压缸驱动,卷筒在松脱过程中会补偿卷筒在主臂区域卷绕时不断增加的纸质量所带来的影响。旋转汽缸使主臂旋转,主臂与卷筒一起转动到可以进行转移动作的位置;在该动作过程中,会通过角度编码器来检测每个动作的位置。
主臂会从卷筒存放架上通过装卸臂接到空卷筒,并将卷筒转接到二次臂区域;液压缸带动整个主臂从装载位置动作到改变位置,最后旋转到转移位置,其动作状态,如图6所示,整个过程都是通过角度编码器来检测主臂的位置。
装卸臂的作用是将空卷筒从卷筒存放架上抓取位置取出并转移给主臂,装卸臂通过液压缸进行动作,装卸臂取空卷筒的过程如图7所示,装卸臂结构示意图如图8所示。
开始卷取纸的卷筒转移到二次臂区域,卷取动作一直進行,直到纸卷的卷幅达到额定的直径;二次臂从主臂上接过纸卷筒,并在动作过程中产生所需的线性负载;二次臂上的运输装置由液压缸移动,利用集成在液压缸中的位置传感器测量前臂和驱动侧副臂的位置,二次壁结构示意图如图9所示。
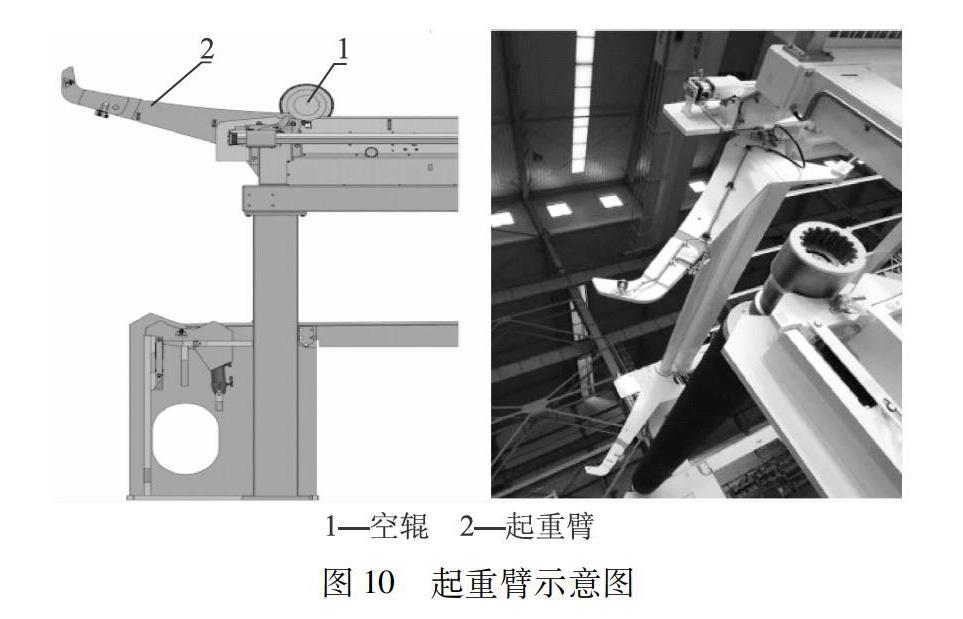
图10为起重臂结构示意图。从图10中可以看出,起重臂通过液压缸旋转,起重臂转动并将空卷筒抬升到最前沿的旋转棘爪位置;当起重臂向下运动时,旋转棘爪可旋转;在不断下移过程中,当棘爪碰到空卷筒时,由于自身可以旋转活动,前沿会向内折叠,整个起重臂继续向下,当下降到一定位置时,棘爪依靠自身重力的作用重新打开,并勾住空卷筒,将空卷筒成功地运送到卷筒存放架上。和原有卷取部的设计相比,起重臂前沿的旋转棘爪取消了原有的利用气缸控制,全新的起重臂设计采用纯机械式连接,在起重臂下降过程中棘爪在碰到空辊子时由挤压作用力进行折叠,在折叠过程中逐渐下移,当棘爪不在接触辊子时,棘爪能够完全依赖重力作用而回到原位勾住辊子,在完成动作的情况下减少气缸的数量,降低了生产成本。
卷筒存放架的作用,是将空辊子移交到主臂区域上方装卸臂前面的抓取位置。空卷筒滑轮输送装置由两个无杆气缸组成;气缸将空辊子踢到抓取位置,整个过程中依靠接近开关来检测辊子的位置。
空辊子在抓取位置时,通过接近开关来检测辊子是否到位,主臂同时在装载位置等待;此时,装卸臂先抬起,再提取空辊子,并通过自身前沿位置的接近开关检测是否完全提取成功;当检测成功提取后,装卸臂开始下移,将辊子落到主臂上,并开始进行卷取;和原有卷取部(见图11)相比较而言,称量结构也进行了优化,使辊子称量过程更加稳定,降低辊子在称量时发生掉落事故,称量动作结束以后,利用拔轴器将铁芯抽出,并装上纸芯筒;起重臂此时落下,提取空卷筒到卷筒存放架;空卷筒从卷筒存放架上被踢到抓取位置,等待下一次卷取动作[10]。
与之前的卷取部相比,现代卫生纸机增加了起重臂的环节,空卷筒能够自动回到卷筒存放架上,而无需使用人力和行车来吊取空卷筒。除了增加起重臂环节以外,拔轴器的增加与原有卷取部也不同。拔轴器在称量过程完成后开始动作,它的功能是将纸卷筒与空辊子脱离,被取出的空辊子能够投入到下一次卷取过程中循环使用。该装置和起重臂配合使用,共同完成空辊子自动提取的任务。
2.2起重臂自动化相关设计
表1为起重臂接近开关数量及型号。在起重臂上,运用接近开关来检测每个动作点位置。接近开关是一种无需与运动部件直接进行机械接触而可以操作的位置开关,当物体接近开关的感应面到动作距离时,不需要机械接触及施加任何压力即可使开关动作,从而驱动直流电器或给计算机可编程逻辑控制器(PLC)装置提供控制指令;起重臂具有动作可靠、性能稳定、频率响应快等特点,被大量的运用在制浆造纸机械中。
3结语
对于原有的卷取部,在当前的卷取动作完成后,纸卷筒被取走,之后,需要用车间内的行车以及由卷取岗位的工作人员来将空辊子吊到卷筒存放架上,以保证有足够的空辊子可以继续使用;通过增加起重臂环节,实现了自动提取卷筒的功能,整体上提高了纸机卷取的自动化水平,提高了纸机卷取的效率,加强了卷取的平稳性,更降低了人力的消耗,同时也保障了人员的安全。
参考文献
[1]Chen Fukun. Development trend of Chinas papermaking machinery and equipment industry [J]. Technology Innovation and Application, 2012, 10: 60.
陈付坤. 我国造纸机械设备的行业发展趋势[J]. 科技创新与应用, 2012, 10: 60.
[2] Yang Xu, Zhang Hui. Development prospect of Chinas pulp and paper equipment manufacturing industry in 13th FiveYear [J]. China Pulp & Paper Industry, 2016, 37(11): 32.
杨旭, 张辉. 基我国制浆造纸装备制造业“十三五”发展展望[J]. 中华纸业, 2016, 37(11): 32.
[3] YU Zhangshu. The Retrofitted of Tissue Machines[J]. China Pulp & Paper, 2013, 32(7): 46.
余章书. 卫生纸机的改造[J]. 中国造纸, 2013, 32(7): 46.
[4] MENG Yanjing, LI Honglei. Study on Drive control System of Highspeed Tissue Machine[J]. China Pulp & Paper, 2011, 30(6): 53.
孟彦京, 李红垒. 高速卫生纸机传动控制系统研究[J]. 中国造纸, 2011, 30(6): 53.
[5]Pellinen K. Arrangement in tissue machine: US 6200425[P]. 20010313.
[6]Liu Dong. The control strategy for reeler driving of highspeed paper machines[J]. China Pulp & Paper Industry, 2013, 34(16): 13.
刘栋. 高速纸机卷取传动控制策略[J]. 中华纸业, 2013, 34(16): 13.
[7]Hong Hongqin, Lei Guangyou, Wu Jiamin. BF12 high speed toilet paper machine process [J]. Paper Science & Technology, 2008, 27(5): 51.
洪红琴, 雷光友, 吴家敏. BF12高速卫生纸机工艺流程[J]. 造纸科学与技术, 2008, 27(5): 51.
[8]Liu Furong, Gan Zhaohui, Sun Baotai. Research on Modeling and Simulation of Center Winder Tension Control System[J]. Journal of System Simulation, 2000, 12(3): 233.
劉芙蓉, 甘朝晖, 孙宝泰. 中心卷取张力模型的探讨与仿真[J]. 系统仿真学报, 2000, 12(3): 233.
[9] Xia jirui, Zhang Fengyu. Intelligentization of high speed tissue paper machines[J]. China Pulp & Paper Industry, 2016, 37(8): 73.
夏吉瑞, 张凤玉. 高速卫生纸机的智能化[J]. 中华纸业, 2016, 37(8): 74.
[10]Ragard J, Eriksson S. Method for winding a tissue web in a reelup in a paper machine: US 6705560 [P]. 20040316.CPP
(责任编辑:黄举)
