退火炉烟气余热利用及排放控制
2018-10-19牛佳彬唐钢高强汽车板
牛佳彬 唐钢高强汽车板
为了充分利用退火炉产生的烟气余热,在烟气排放的路线上布置了三次热交换。加热段和均热段烧嘴燃烧后产生的废气首先经过辐射管内的空气/废气热交换器,把烧嘴的助燃空气加热到约500℃,提高烧嘴的燃烧效率。然后废气经过炉子预热段的HNx/废气热交换器,可以将HNx加热,再利用热的HNx加热带钢到160-250℃。最后废气经过脱盐水/废气的热交换器,加热过热水,供给入口清洗段使用。经过以上三次热交换后废气排放至大气中。
烟气余热利用示意图:
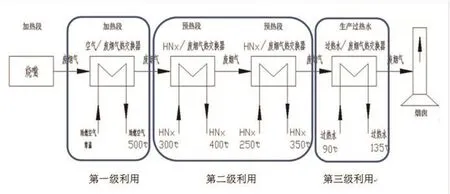
图1
1.操作要点
原则:考虑到充分利用废气余热,排烟温度(315TIC011、315TIC021)控制在150~170℃,尽可能多的提高图1中的第二、第三级烟气余热利用,降低蒸汽阀(301TCV061)的开度。
图2中,SP为设定值,PV为实际值,MV为阀门开度。过热水循环、升温原理如下:
1、过热水回水由清洗段回到炉区过热水系统,经过循环泵提供循环动力。
2、过热水经过过热水/废气换热器、过热水/蒸汽换热器处被加热。
3、过热水在过热水/废气换热器处被加热后,如果过热水出口实际值大于设定值,即PV>SP,蒸汽阀门开度为0,不使用蒸汽加热。
4、如果过热水出口温度实际值小于设定值,即PV<SP,蒸汽阀门打开,使用蒸汽对过热水进行加热。蒸汽阀自动调节开度,加热过热水温度达到过热水出口SP值。
5、过热水供至清洗段换热器处散热后回到炉区过热水系统。
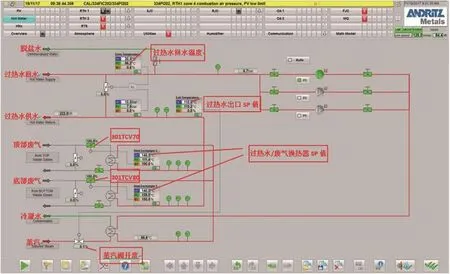
图2
过热水/废气换热器SP值设定为135℃,过热水出口SP设定值如下表1:

表1
2.不同产能时的控制
1、当生产线产能低时(如下图3),产生的废气量少。废气在经过烧嘴换热器、HNx/废气换热器后温度较低,无法把过热水的温度加热到要求温度,当过热水出口温度设定大于实际温度时,既SP>PV,蒸汽阀门开大,通过蒸汽换热器对过热水进行加热。
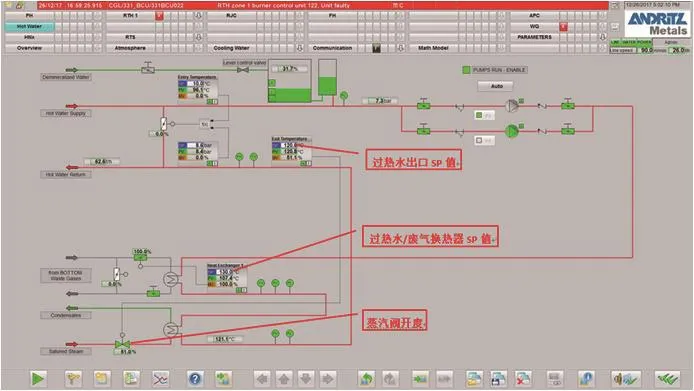
图3
检查图4中的315TIC011、315TIC021处的排烟温度,假如排烟温度低于150℃可采取以下措施:
1)降低预热段循环风机开度至30%。
2)过热水/废气换热器SP值处设定为手动模式(Manual),设定废气管路上阀门(图2中的301TCV70、301TCV80)开度逐渐递减直到排烟温度达到150℃~170℃。
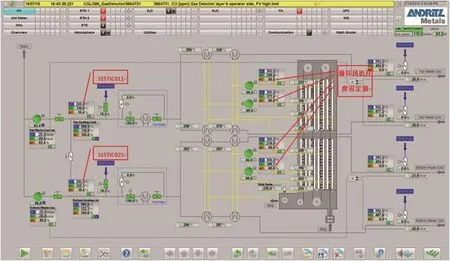
图4
2、当生产线产能高时(如图5),产生的废气的量较大。废气经过过热水/废气换热器加热过热水温度达到135℃,废气管路上阀门(图2中的301TCV70、301TCV80)自动调节开度减小,旁路阀开大。过热水出口设定温度一直低于实际温度,即SP<PV,可使蒸汽阀门开度为0,不使用蒸汽对过热水进行加热。
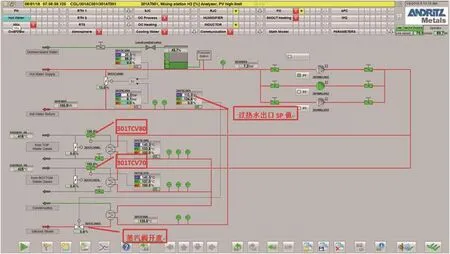
图5
检查排烟图4中的315TIC011、315TIC021处排烟温度,假如排烟温度高于170℃,可逐渐加大预热段循环风机开度,最高开度可开至95%。
排烟风机处废气管道上控制稀释风阀的315TIC011、315TIC021设定值为200℃,当排烟温度高于200℃时,稀释风阀门自动打开,废气通入稀释风降温。
3 结语
总之,在保证排烟温度在150℃~170℃之间,通过调整PH段循环风机开度、过热水/废气换热器处管道上阀门(图2中的301TCV70、301TCV80)的开度,来达到废气余热的最大利用。
