基于视觉跟踪的机械热度监测系统
2018-10-18张轶,易凯
张 轶,易 凯
(四川大学计算机学院 成都 610065)
机床状态监测、故障排查和预测性设备维护一直是制造领域里的热门研究课题,也是生产系统中的核心环节[1]。一套有效的实时监控机制能将机械设备保持在良好的工作状态,并能在早期检测出故障部件以避免严重故障的发生。目前已有大量文献报道了相关研究工作的进展情况。文献[1]设计了一套即插即用的传感器平台用于工业机械设备的监控。文献[2]将游戏理论算法应用于故障检测,采用“局部对比方法”将每个关键环节当前状态参数值与正常状态进行比对以排查故障部件。文献[3]提出了一种独立元分析法用于磨损状态信号相关模式的分析。文献[4]发表了一种基于神经网络模型的多元信号融合的方法用于金属件切削中过程控制。文献[5]提出一种基于SVM的用于对钻切过程中刀具磨损状态辨识的线性模型。无线传感器网络被用于工业制造检测[6]。文献[7]提出了针对交流电动电机的智能状态监控系统的设计与实现。文献[8]提出了一套基于LabView的远程监控系统,用于交流电机运行状态监测。以上这些方法大多建立在状态参数已知或可测量的前提条件下。然而,多数情况下并非如此。此外,很多时候待检测的机械部件都处于运动状态,有的处于接触式碾磨、切削状态。因此,传统的在机具上安装接触式传感器的方法将无法实现。近年来,基于视觉的系统监测理论被广泛应用于工控领域。文献[9]对此类系统设计进行了详尽的阐述;文献[10]设计了一组基于视觉图像处理的磁盘震动检测系统,与传统方法不同,该系统借助相机内参和外参的标定,对磁盘震动进行持续性的非接触式的检测;文献[11]提出了一种基于DNC以太网,利用嵌入式开发板将图像和加工数据发送到主机的方案,该方案使得操作人员能够全面直观地了解机床的运行情况;文献[12]提出了一种视频监控方案,将球形智能摄像头安装于机床内部,完成对数控机床信息和视频的采集,并根据MTConnect和VLC流媒体协议,通过网络将采集到的视频信号传输到控制端,但该方案没有详细介绍自动故障检测的算法,需要进行人为故障判定。
目前机械设备状态监测系统大多是将各检测设备安装在待检测机械上采集相应数据[3],并通过有线的方式传输至控制中心以实现状态信号的分析处理和故障诊断。基于有线连接的监测系统存在以下缺陷:1)部署时需要耗费大量人力和硬件;2)危险性较高:机床的震动、移动或转动过程中容易将线缆卷入机床造成操作事故。3)耐久性较差:随着时间的推移,这些线缆不可避免地会发生老化导致维修复杂和高昂的维修成本。4)灵活性差:系统一旦部署好就不能随便增删监测点或改变监测对象和范围,对于移动或旋转幅度较大的设备无法有效完成监测任务。
针对传统方法的不足,本文提出了一套基于视觉跟踪的非接触式机械热度监测系统对机械故障进行实时监测。该系统通过对机械刀具在工作状态下的热度监测,经过与正常状态下热度值进行比对,在早期就能判定出机具是否处于非正常工作状态。当发现温度异常值时停止机床工作,更换刀具,避免加工出来的金属块件无法使用甚至造成更大损失。
1 系统整体架构
本文主要研究对象是数控机床,通过对刀具头工作状态下热度的实时监测来判断刀具磨损程度。由于刀具在工作状态下无法安装接触式传感器设备进行信号检测,因此需要设计一套非接触式数据采集方案。非接触式测温的首选是热像仪,但其昂贵的价格限制了其应用领域。取而代之,本文选用的是带有内置式导向激光的测温设备:点温仪(thermometer),该设备可对准待检测部位进行非接触式测温。设备造价低廉,但缺陷是只能测量一个较小区域(热像仪可测量一个面,并勾勒出有温度物体的轮廓)。
由于被检测物体一直处于运动状态(机床的刀具或钻头),因此本文将点温仪安装在可以随刀具同步运动的电机上。为了能实时跟踪运动的刀具,架设了一台CCD相机用于拍摄刀具的运动,配备相应运动跟踪算法来计算其当前位置。该位置信息通过控制中心传输给电机来驱动点温仪对刀具进行测温。整体系统构架见图1a,各部件逻辑关系见图1b。
由图1b可见,系统由3个子系统构成:视觉模块(运动检测算法)负责对运动的刀具进行实时检测和跟踪,并将其位置数据反馈给控制系统;控制模块根据接收到的位置数据驱动电机对刀具进行同步跟踪;搭载在电机上的测温部件对刀具进行实时测温,并将采集到的温度数据反馈给控制中心。假设整个运行过程中环境光照都不变。

图1 系统架构
实验准备阶段首先要做相机架设及标定,相机的摆放要使得其拍摄方向垂直于刀具运动方向,同时确保刀具整个运动行程都在相机视野里。其次,通过试运行测试计算出刀具实际移动距离和视频像素之间对应关系。接下来,固定电机,让其运动轨迹与刀具轨迹平行,将点温仪架设在电机上。
2 运动跟踪算法设计
跟踪算法的主要目的是实时检测并跟踪运动目标,并将位置数据反馈给控制系统以用于驱动电机对目标进行实时跟踪。
运动目标检测算法是计算机视觉中的热门研究方向,已被广泛应用于工业控制及制造领域[9],在视频压缩、多媒体传输、智能交通及军事领域中也有广泛及成熟的应用。目前主流的运动检测算法分为3个分支:光流法[13]、帧间差分[14]和背景差分[15]。其中光流法由于计算量较大,不适合于实时性(real-time application)要求较高的场合。背景差分最多用于智能交通领域,通过当前帧与选取的背景帧做差分运算,计算出运动部分。该方法中一个重要环节是对背景帧的选取,如在交通监控应用中,有时选取不到一张没有运动物体的背景,此时需要通过统计平均的方法来生成背景。另外,对于背景光照不断变化的场景,还需要通过背景加权来更新背景。由于无法提取到没有运动物体的背景图像,因此本文无法采取该方法。帧间差分与背景差分类似,是计算两帧之间的像素差。不同的是帧间差分计算的是相邻时间间隔两帧的差值。相比前两者,该方法计算简单,适用于实时性高的应用,缺陷在于该方法容易受噪声影响,且检测结果容易有空洞产生。考虑到本任务的实时性要求且无法采集到没有运动物体在内的背景图像等因素,本文设计出一套采用基于帧间差分方法的运动物体检测算法用以对刀具进行提取和跟踪。由于机床车间里容易受到震动、噪声等因素影响,因此算法中添加了消除噪声影响的环节。整体算法流程如图2所示:
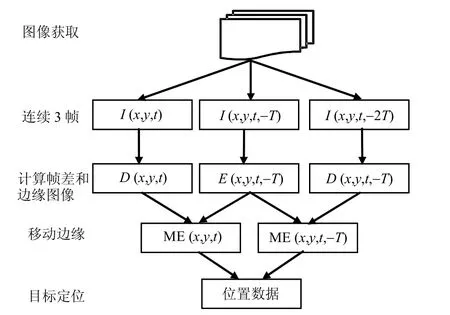
图2 算法流程
算法的基本思路是突出图像中移动的显著性区域。其计算公式如下:


差分图像由相邻两帧图像相减得到:

设定的阈值T根据环境光照确定。移动边缘图像由边缘图像和差分图像做逻辑与操作得到:

最后,通过邻域统计去噪法消除独立的噪声点,得到最后处理结果,如图3所示。

图3 运动目标检测处理结果
在得到移动边缘图像之后采用W*L的矩形框在图3d中进行自下而上的检测,提取出刀具头的位置,其中W和L是刀具的估计尺寸。为减少计算量,可在第一帧提取到目标位置之后缩减检测范围,后续帧检测范围为[当前位置−5, 当前位置+5]。
3 控制系统设计
根据第2节的描述,本文用一电机搭载点温仪对刀具进行持续测温。电机根据运动跟踪算法检测到的目标位置数据对其进行跟踪。电机运动为一维自由度(1-DoF),其控制方程为:

式中,x表示目标当前位置;M、D、Fl为别表示电机机械参数惯性(inertia),粘度常数(viscosity)和负载力(load force);u表示控制扭矩(control torque)。用PID控制器来驱动电机,位置误差用e=xd−x来表示,x是当前位置,xd是对象目标位置,如下式:

式中,Kp、Ki、Kd表示PID控制器参数;Kp为比例系数,按比例反应系统误差,当系统误差出现时,立即产生调节作用减小误差;Ki为积分时间常数,其作用是消除系统稳态误差,积分作用的强弱与Ki成正比;Kd为微分时间常数,微分作用反映系统偏差信号的变化率,可以改善系统的动态性能,但是微分作用对噪声干扰有放大作用,因此过强的加微分调节,对系统抗干扰不利。控制系统结构如图4所示。
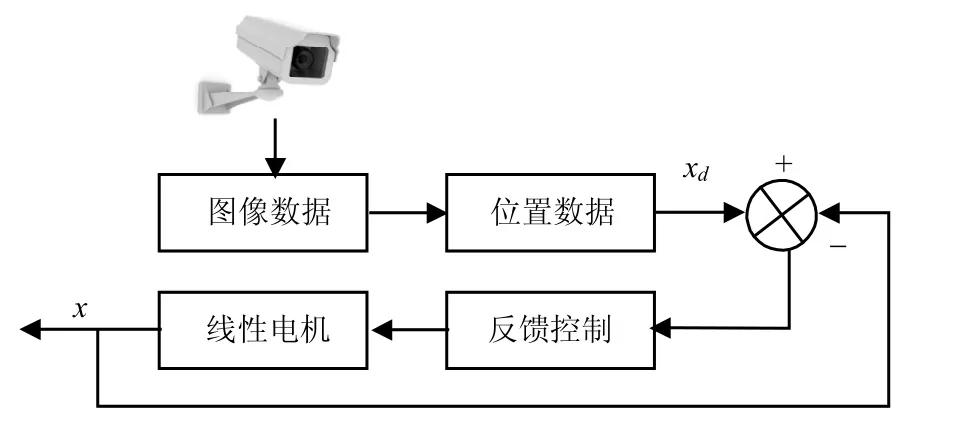
图4 控制系统框图
控制器结构确定后,可进行参数值的测定。工程上,PID控制器的参数常常是在实验中通过试错法来确定,或者通过实验经验公式来确定。试错法是通过闭环运行或模拟,观察系统的响应曲线,然后根据各参数对系统的影响,反复测试参数,直至出现满意的响应,从而确定PID控制参数。工控领域P和PI用的比较多,由于本项目机床控制器存在滞后现象,本文加入微分控制D。参数调试过程一般步骤为“先比例,再积分,最后微分”。比例控制器的值从小到大进行调试;若在比例控制下稳态误差不能满足要求,需加入积分控制,此时减小比例控制器系数,将积分时间置一个较大值,观测响应曲线。然后减小积分时间,加大积分作用进行调试;根据试错法得到本项目控制器的参数Kp、Ki、Kd最优值分别为1.15、0.8和0.4。
4 实验结果
为展示该系统的有效性,本文对一台磨面机进行测试,实验中使用购自Omega Engineering的点温仪(型号:OS550A,市场价530元),得到的温度值如图5所示。
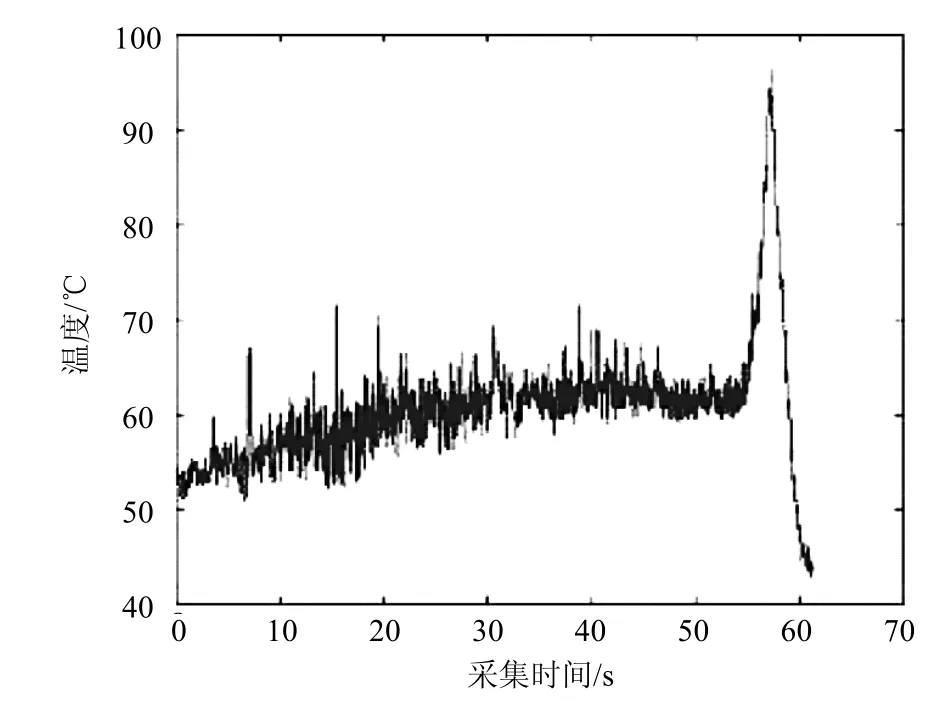
图5 点温仪测试磨面机工作温度结果
由实验结果可以看出,磨面机集中在60 ℃~65 ℃左右,铣削末端有一段突然的升温和降温,是因为铣削过程中刀具头部分被金属构件遮挡,完毕时刀具头完全暴露出来,温度值陡增,随后开始降温。最后,为验证该方案测温的准确性,本文用一台热像仪(FLIR-T660,市场价25万元)来测试该磨面机工作过程的温度值,结果如图6所示:

图6 热像仪测试磨面机工作温度结果
图6 中SP02处为点温仪测量点位,热像仪显示的当前温度值为62.9 ℃,与之对应的图5中30 s~50 s区间段点温仪测温的平均值为62.3 ℃,二者非常接近。针对不同设备及工作环境,可以设置不同的温度预警值,当出现异常温度值的时候系统发出报警信号,停止机床工作进行检修。
5 结束语
本文设计了一套基于视觉跟踪的机械热度监测系统,该系统主要用于工控领域对机械设备进行日常监控,当关键参数出现异常值时发出警告。其中设计了一套适合于各类移动物体的视觉模块用于提取目标位置,该模块独立于机械设备,不会对其工作造成任何影响;该系统灵活多用,可以针对不同机床设备制定相应监控方案;使用了价钱相对低廉的点温仪作为测温设备,该设备自带激光导向功能,精确度有保障;设计了一套PID控制系统,驱动电机使点温仪能对运动目标进行实时跟踪。用该系统对磨面机进行测试,结果与热像仪测量结果一致。
