拱架用H型钢的冷弯成型制造工艺
2018-10-17刘奇
刘 奇
(济南重工股份有限公司,济南 250109)
拱形结构具有受力均匀、结构简单、施工快捷等特点,在现代隧道施工中,由于隧道的宽度不断加宽,隧道施工中型钢加工成拱架用于支撑上方岩土,增强隧道安全。
拱架一般采用型钢结构,而型钢弯曲方法有冷弯和热弯两种。对弯曲半径小、形状复杂、批量少的弯曲件,通常采用加热后手工弯曲;对于批量生产、弯曲质量要求较高的弯曲件一般采用机械冷弯,机械冷弯翼板在型钢弯曲机、卷板机、撑直机或弯管机上进行,也可以在压力机压弯、拉弯机或拉弯模拉弯。
1 工艺措施[1-2]
型钢弯曲时,由于重心线与力的作用线不在一个平面上,所以,型钢除受弯曲力矩外还受扭矩的作用,使型钢截面产生畸变。考虑在H型钢的生产中会出现褶皱情况,因此,采用并联的方式来减少腹板出现褶皱及扭曲变形的情况。如图1所示。
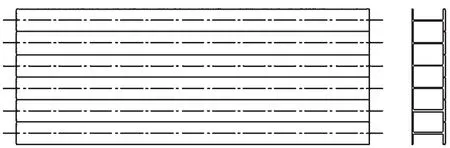
图1 H型钢并联示意图
某拱架结构由H型钢组成,腹板为8mm,翼板为6mm,高度为150mm的型钢,展开长度约5m,共6根,根据工期紧、制作要求严格、批量小的特点,经综合分析,适用100卷板机完成,具体制造工艺如下。
将6根H型钢并排放置。将H型钢件间段焊牢固,以吊装过程中不开裂为准,并将超过H型钢翼板面的焊缝磨掉。
按图纸直径要求制作样板,样板的弦长不小于1.5m。
H型钢按内径展开并在两侧各延长400mm作为引板。
将组焊好的H型钢按下图放置卷板机内,放置时使H型钢与卷辊间成90°,以尽量减少H型钢的变形,如图2所示。
将卷板机上辊下压至H型钢上平面,注意下压力量以卷板机上辊转动时,能够带动H型钢移动即可。开动卷板机使H型钢来回移动几次,检测H型钢是否发生位移,检验H型钢与卷板机上辊是否成90°。根据实际情况,重新调整H型钢的位置。
下压卷板机上辊,位移量控制在5mm左右,开动卷板机使H型钢来回移动,注意观察H型钢翼板是否出现褶皱。一般来讲,如果下压位移量过大,很容易使H型钢的翼板出现褶皱。所以,下压的位移量尽量小,且移动速度要慢。第一次进行卷制时,在不增加下压位移量时,使卷板机上辊多移动几次。
逐步增加下压位移量的次数,卷制过程中密切注意H型钢的变化,并用样板检查H型钢的弧度。当H型钢的成型弧度完全符合样板的弧度后,在不增加下压位移量的同时,保持卷板机的压力不变时,使卷板机多运行几次,以稳定H型钢的弧型尺寸,如图3所示。
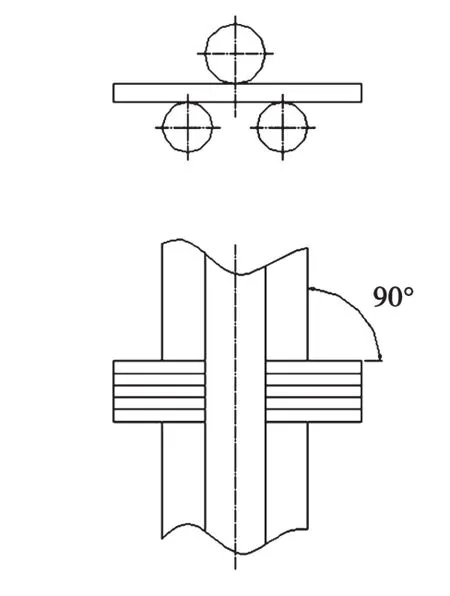
图2 H型钢放置示意图
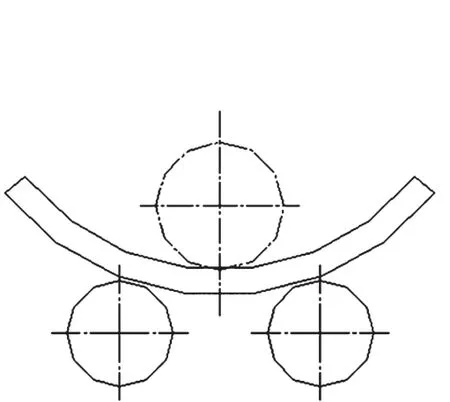
图3 H型钢辊压示意图
将H型钢吊离卷板机,并把H型钢分离成单体。焊接处应焊补修磨。
在6m的平台上按图纸尺寸画出H型钢的弯曲直径,并打样冲做好标记。分别将H型吊至平台,检验H型钢的弯曲弧度与平台样板弧度是否相符。
2 冷弯H型钢滚弯易出现的问题[3-4]
2.1 变形矫正
H型钢局部弯曲变形可以应用火焰加热法矫正,利用不均匀的加热使结构获得发现的变形来补偿或抵消原来的变形,根据此矫正原理,加热位置必须取在型钢弯曲部位的凸起处。画出火焰矫正加热区(通常是采用三角法)。加热区由若干个小的三角区组成。加热时可由1~3个“烤把”间隔加热,中心区温度要高一些。冷却时,可采用缓冷或急冷,视情况而定。火焰矫正注意事项,根据构件的变形情况,确定加热的位置及加热顺序,加热温度最好控制在600~650℃,矫正时在槽钢的两边同时向一个方向进行线性摆动式加热,加热宽度视变形大小而定。
2.2 回弹问题
回弹是材料变形时的特征,型钢的弯曲变形可分为两个阶段。第一阶段为弹性变量阶段,型钢在最初加载时处于弹性弯曲阶段,当加载力矩逐渐增大,型材逐步由弹性变形进入第二阶段——塑性变形阶段。
采用公式(1)计算型钢弯曲前的曲率半径,在型钢弯曲回弹后,通过测量其误差不超过1%,完全满足生产要求。

式中,R前为零件弯曲前曲率半径;R零件为零件图纸要求曲率半径;H为弯曲零件高度。
2.3 扭转变形问题
型材在传统滚弯机上采用通用滚轮进行滚弯时,在滚轮表面上由于摩擦力不等,很容易出现扭转变形。消除变形的原则是:在左右弯曲滚轮之间的滚轮变形区域内,应使腹板与翼板在垂直于型材的平面内的自由度为零,即在此变形区域内腹板与翼板的两侧均须加以足够约束。以防止滚弯过程中控制产生任何微小变形的可能性。
在卷板机上采用并联的方式可有效解决扭曲变形,卷板机下压量均匀,使H型钢受力均匀,基本可以避免扭转变形。
3 结语
H型钢冷弯成型工艺装置具有很好的实用价值,充分利用现有的资源,既解决了问题,也降低了成本,不失为一种成型方法。该工艺措施经过实践,结果表明,完全符合图纸技术要求。由于采用了将H型钢成排卷制工艺,将生产效率提高72%,人工费用节省近50%。该工艺措施除应用于H型钢弯制外,还可以加工角钢等多种型钢。
