磨煤机热风门盘根室改造
2018-10-17刘传忠
刘传忠
(国电石横发电有限公司,肥城 271621)
国电石横发电有限公司#1、2、3、4、5、6机组分别于1987年、1997年、2007年投运,锅炉采用上海锅炉厂生产的SG-1025/17.5直吹式锅炉,每炉配5台上海重型机器厂生产的中速磨煤机,设计4台运行,1台备用。自机组投产以来,磨煤机热风门存在的缺陷较多,严重影响设备的安全运行,直接阻碍了机组的安全稳定运行。为满足磨煤机的启停及机组升降负荷需要,对本厂磨煤机热风门存在的不足进行技术改造,成为亟待解决的问题。
1 设备简介
1.1 磨煤机的工作原理[1]
中速碗式磨煤机原煤从磨煤机中心落煤管落到磨碗上,旋转磨碗借助离心力将原煤甩至碾磨滚道上,通过磨碗进行碾磨。三个磨辊沿圆周方向平均分布于磨碗上,碾磨力则由弹簧加载系统产生,原煤的碾磨和干燥同时进行,一次风通过磨碗叶轮喷嘴均匀进入磨碗周围,将经过碾磨从磨碗内甩出的煤粉混合物烘干并输送至磨煤机上部的分离器,在分离器中进行分离,粗粉被分离出来返回磨碗重磨,合格细粉被一次风带出分离器,难以粉碎且一次风吹不起的较重石子煤等通过喷嘴环落到一次风室后,由石子煤刮板刮入石子煤箱。
1.2 磨煤机主要参数
表1为磨煤机的主要参数表。
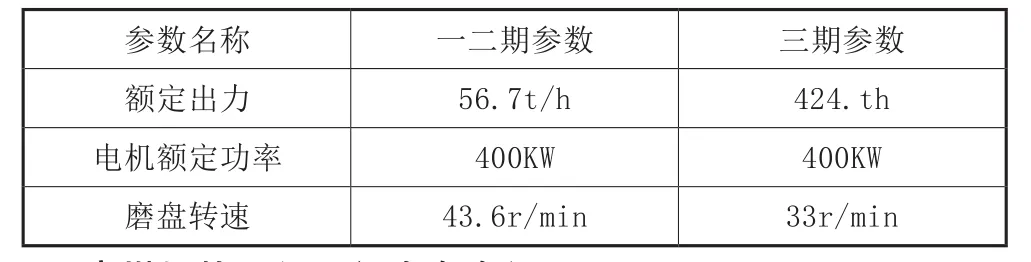
表1 磨煤机主要参数表
2 磨煤机热风门运行中存在问题
2.1 热风门盘根室磨损严重
由于盘根室存在材质方面的因素,加上近几年煤质差等原因,导致盘根室磨损严重,出现了热风门内漏现象。
2.2 热风门盘根脱落
由于原盘根室设置在门板上,热风门开关时由于与门框碰触,加上迎风吹损的原因,盘根脱落后导致热风门卡涩。
2.3 热风门盘根更换频繁
由于热风门盘根迎风装在门板上,长时间运行导致吹损严重老化变形,存在热风门内漏及风门卡涩缺陷,需在机组大小修及调停时进行及时更换。
2.4 热风门盘根更换不方便,费时费力,劳动强度大
原设计热风门盘根更换时需拆除热风门上下门板才能进行更换工作,既费时又费力,检修维护人员劳动强度大。
3 磨煤机热风门盘根室改造方案[2-3]
3.1 实施过程(一)
第一,联系生产厂家实际测绘密封件尺寸,保证进货质量。第二,全部采用耐高温、耐磨损和抗老化的新型材质,并正确安装。
3.2 对策实施过程(二)
第一,热风门门板维持原设计尺寸。
第二,将原热风门门板盘根室全部割除打磨,平滑无毛刺、棱角等。
第三,热风门盘根室四角设计,要求接触严密、到位,尺寸为20×30×3。
第四,热风门盘根尺寸改为(20×30)镍丝盘根。
第五,热风门盘根室依据盘根大小定位,焊接在背风侧门框上。
第六,原热风门盘根室如图1所示。
第七,改造后盘根室如图2所示。
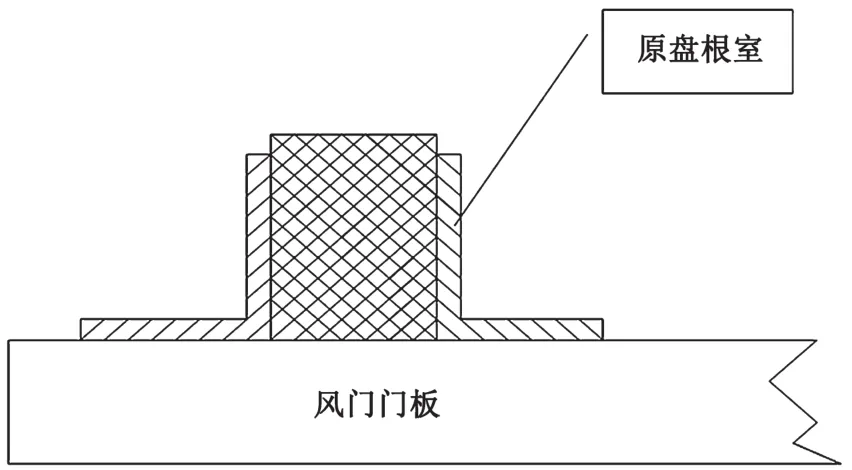
图1 改造前热风门盘根室
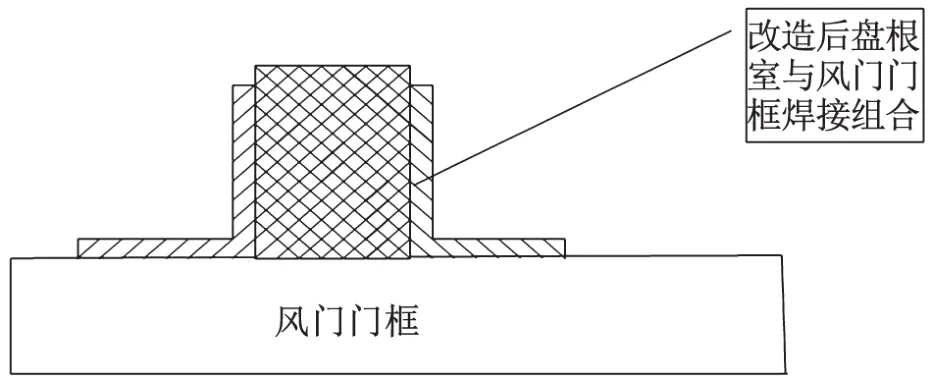
图2 改造后热风门盘根室
4 效益分析
改进后,在热风门门板不漏风、灰的情况下,在机组大、小修或调停期间,可以随时进行盘根更换,既方便,又省力、省时,缩短检修时间。
减少一次热风门故障,就可减少一次影响机组升负荷。影响机组升负荷时间按1小时计算:机组降出力40MW,每千瓦时电价收入按0.43元计算,避免因降出力的损失为:0.43×1×400000=172000(元)。
减少一次机组升负荷,累计可减少损失:17.2万元。
5 结语
上述改造方案首先在一期磨煤机上具体实施,使用状况良好。改造成功后,在随后的二三期磨煤机检修中全面推广,磨煤机热风门盘根使用周期长,更换时简便、省时省力,降低了劳动强度,设备异常明显减少,确保了制粉系统稳定运行。
磨煤机热风门盘根更换频率明显降低,周期一般在两年左右,更换时方便快捷,不仅延长了设备使用寿命,确保了设备安全经济运行,而且节约了检修综合费用。
