碳纳米管/聚酰亚胺复合碳纤维的制备与性能
2018-10-12
(中国地质大学(武汉)医院,武汉 430000)
1 引言
超级电容器高的功率密度、快速充/放电、生命周期长等优点,目前已成为最有前途的电化学能存储系统之一[1-9]。在如今纳米技术的最新进展中,各种形式多孔炭(活化纤维、模板碳及碳纳米管)已广泛应用于超电容器的研究中。因具有不同纤维直径、孔隙率和表面化学性能等优点,静电纺丝碳纤维对电容器性能提升有着独特的优势。Kim等人首先报道超级电容器中静电纺丝碳纤维的应用[10]。目前超级电容器中电纺碳纤维的制备有3种策略:(1)控制纤维形态和热处理时石墨化程度,碳化、活化时选择不同催化剂;不同前体聚合物的选择与组合;(2)加入氧化还原活性组分,或其他物质;(3)高导电性成分封装提高电导率。例如PAN静电纺丝碳纤维电容性能,700℃下最大比电容,10mA/g碳纤维101F/g。氯化锌作为PAN炭化催化剂,控制纤维的直径及表面积[11]。运用双组分静电纺丝聚合物溶液:PAN/CA[12]、PAN/PVP[13]和PAN/沥青[14],制备碳纤维结构及电容性能。
本实验利用静电纺丝纳米聚酰亚胺基碳纤维和碳纳米管两者优点,通过静电纺丝(F-MWNTs/PAA)多壁碳纳米管/聚酰胺酸复合纤维膜,再热亚胺化为(F-MWNTs/PI)多壁碳纳米管/聚酰亚胺复合纤维膜,最后碳化复合纤维,制备出含F-MWNTs碳纤维,使其作为电能储存设备,进行表征及电化学测试。
2 实验部分
2.1 试剂
N,N-二甲基甲酰胺 (DMF) 分析纯;均苯四甲酸二酐(PMDA) 分析纯;4,4-二氨基二苯醚(ODA) 分析纯;硫酸 分析纯;硝酸 分析纯;(国药集团化学试剂有限公司)。多壁碳纳米管,纯度>97%(深圳纳米港有限公司)。
2.2 实验步骤
2.2.1 F-MWCNTs/PI复合纤维膜制备
混酸(硝酸∶硫酸=3∶1体积比)对多壁碳纳米管(MWNTs)进行羧酸化处理。原位聚合制备F-MWNTs/PAA静电纺丝溶液。纺丝条件:室温,内径0.25 mm喷丝头,喷射速率0.25 mL/h,18 KV电压下,铝箔收集纳米纤维,收集距离15 cm。纤维热亚胺化,程序升温制备F-MWNTs/PI复合纤维膜。F-MWNTs含量为PI纤维的0.0 wt%;1.0 wt%,5.0 wt%。
2.2.2 F-MWCNTs/PI复合纤维膜碳化
程序升温制备F-MWNTs碳纤维。高纯氮气(99.999 %),升温速率5 ℃/min,室温~350 ℃保持1h,350 ℃~500 ℃保持30min,500 ℃~600 ℃保持30 min,600 ℃~700 ℃保持1 h。
2.2.3 表征
红外(EQUINOX55型德国BRUKER光谱仪器公司)表征碳纤维微观结构,样品大小:20 mm×20 mm。扫描电镜SEM(SU8010日本 日立公司),表征碳纤维表面形貌和元素分析。热重分析仪TGA(Pyris1 TGA型美国PerkinElmer公司):干燥氮气下,10 ℃/min升温速率,室温升至1000 ℃,表征F-MWNTs/PI复合纤维膜碳化过程。
碳纤维碳产率测量:1/1000分析天平测量最高碳化温度前后,不同含量F-MWNTs/PI复合纤维膜质量变化情况。
碳产率=(M2/M1)×100 %
(1)
M1:碳化前质量(g);M2:碳化后质量(g)
电化学测试:碳纤维剪切为直径d=15 mm圆片状,烘箱内干燥、称重,于泡沫镍上压片,作为工作电极。采用bio-logical型号VMP-3 电化学工作站,在碱性电解液(30 % KOH)中,运用循环伏安(Cyclic Voltammetry, CV) 和电化学阻抗(EIS)分析,分别研究不同含量F-MWNTs碳纤维电化学电容行为。单电极测试采用三电极体系:压片的碳纤维为工作电极、对电极为Pt电极、参比电极为饱和甘汞电极(SCE),30 % KOH电解液。四探针法直接测量不同含量F-MWNTs碳纤维电导率。
3 结果与讨论
图1为PI纤维膜红外光谱图。高温碳化后,不同碳化温度下PI基碳纤维红外光谱(B)显示:700℃,1600 cm-1和1200 cm-1峰代表C=C和醚键。800℃~1000℃,1200 cm-1处吸收峰逐渐消失,即醚键中氧去除。特征峰数值与文献值相符,证明成功制备PI基碳纤维。
图2为F-MWNTs/PI复合纤维膜500℃以下第一质量损失,即残留溶剂DMF挥发和热亚胺化。500~700℃第二质量损失阶段,即复合纤维膜成碳过程:交联、芳构化、芳香族环烃熔化,700℃左右为碳化的标志性温度,主要为非碳原子去除的高峰期。表1结果显示,F-MWNTs含量增加,复合纤维膜700℃和1000 ℃残留量逐渐增加,1000 ℃残留量总体低于700 ℃。即复合纤维膜700℃碳化时形成碳纤维,且随碳化最高温度提高,碳纤维质量减少,通过此数据确定复合纤维膜碳化起始温度为700℃。
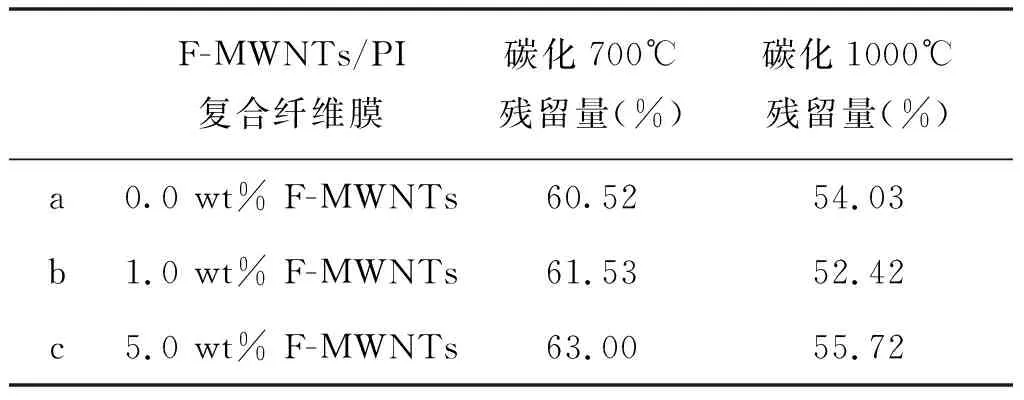
表1 不同温度不同含量F-MWNTs/PI复合纤维膜残留量
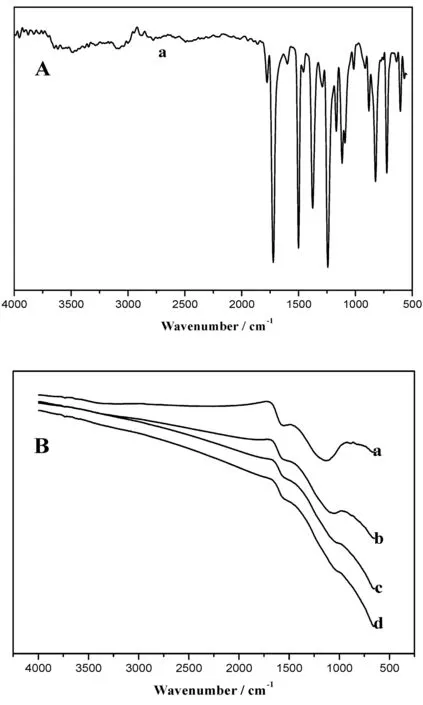
图1 PI纤维膜光谱图(A).PI纤维(a);(B).不同碳化温度PI基碳纤维红外光谱:(a).700℃;(b).800℃;(c).900℃;(d).1000℃
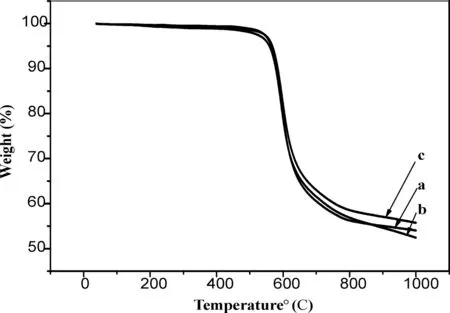
图2 不同含量F-MWNTs/PI复合纤维膜TG图(a). 0.0 wt%; (b). 1.0 wt%; (c). 5.0 wt%
表2与TG分析相对应(图2):700 ℃时,F-MWNTs含量增加,F-MWNTs/PI复合碳纤维膜碳产率增加:62.4 %、65.9%、67.1%。一方面因F-MWNTs与碳纤维都是碳结构,且F-MWNTs纯度、石墨化程度、耐高温性都很高,使其提高碳纤维产率。另一方面F-MWNTs在聚合物中良好分散性和高导热率,使其在碳化中起到导热通道的作用,让纤维在碳化中均匀受热,碳含量均匀分布。

表2 不同温度不同含量F-MWNTs/PI复合纤维膜碳产率
图3显示:纤维碳化后仍保持光滑表面和线状形态。最高碳化温度提高,纤维直径缩小、分布变宽,且缠绕现象。原因可能是高温碳化使纤维交联、芳构化及非碳原子去除导致碳纤维直径变小;纤维间空隙大小不均,使其碳化中受热不均,导致碳纤维收缩不均并缠绕。综合以上原因,本实验选择最高碳化温度700 ℃。
图3(c)及图4:F-MWNTs含量增加,F-MWNTs/PI复合碳纤维直径减小、分布变宽,且卷曲和略微粗糙的表面。5.0 wt%时,碳纤维出现明显断裂。原因:(1)为降低碳管高表面能,碳管倾向聚集在碳纤维表面。F-MWNTs含量增加,导致在其碳纤维中分散不均匀及表面能增加,从而使F-MWNTs团聚、卷曲在碳纤维表面,形成突起、直径分布更宽;(2)碳纳米管的高度石墨化及一定程度的抗氧化能力,F-MWNTs/PI复合碳纤维比PI基碳纤维具有更高的密度。碳化过程,PI纤维转化为碳纤维的碳是无定形碳。因此部分无定形碳在高温碳化时,因受热不均,会消耗纤维表面部分碳原子,使其纤维被蚀刻,导致大量碳纳米管裸露在表面,并使碳纤维部分断裂及呈现粗糙多孔,但这正是所希望的电荷存储器结构。
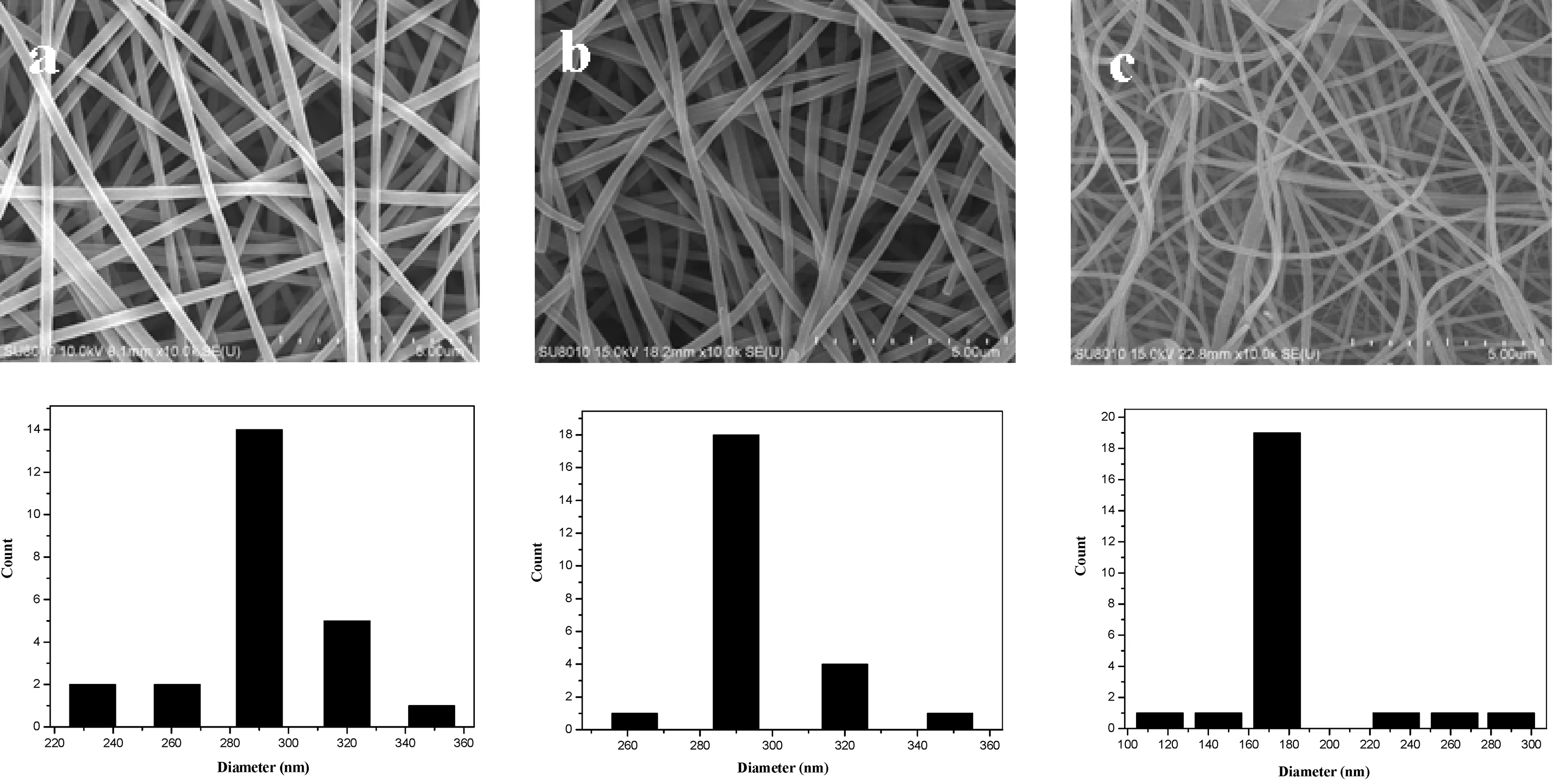
图3 PI和不同最高碳化温度PI基碳纤维SEM图(a). PI; (b). 700℃; (c). 1000℃
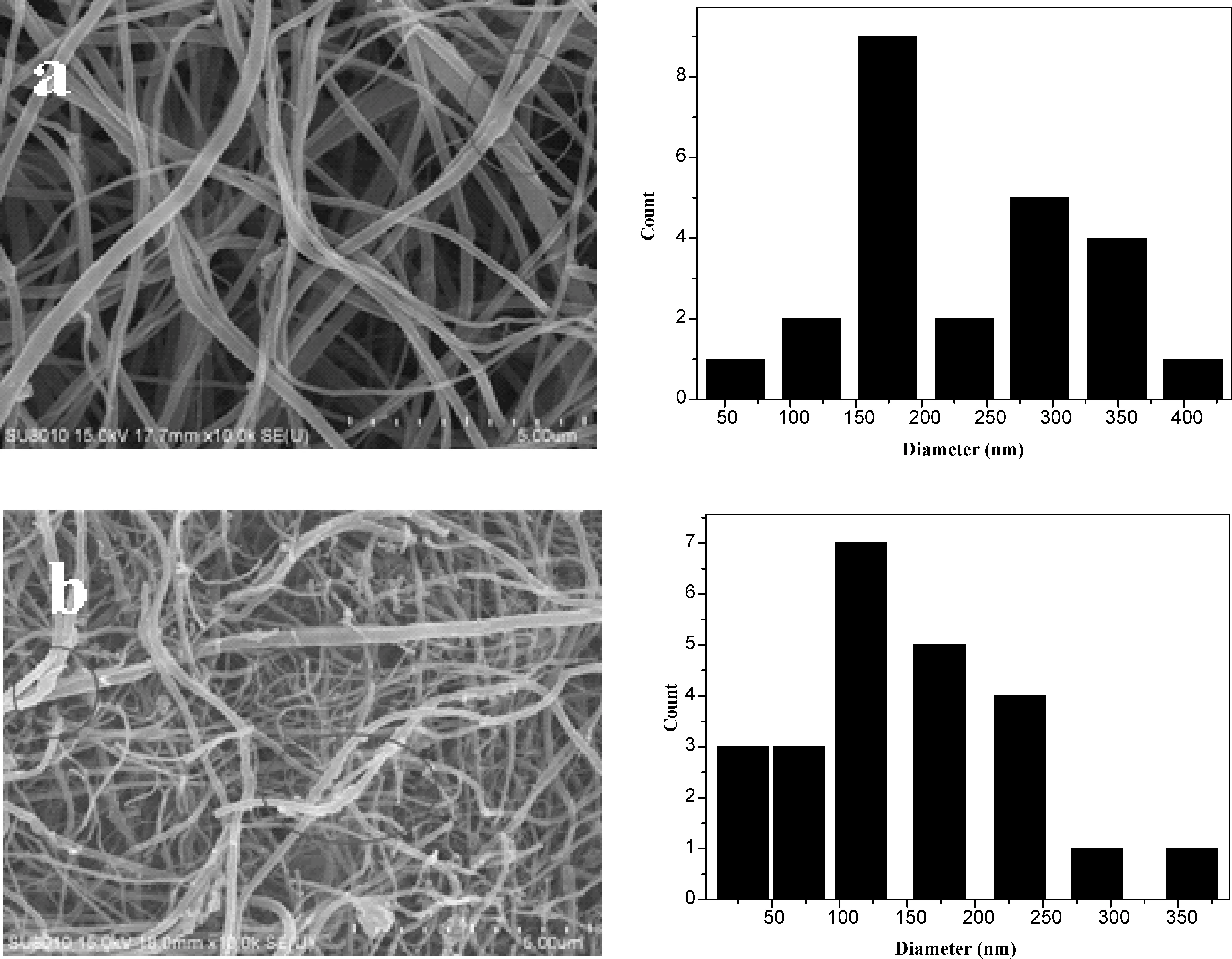
图4 不同含量F-MWNTs/PI复合纤维700℃碳化SEM图(a). 1.0 wt%;(b). 5.0 wt%
图5显示:F-MWNTs含量增加,电导率上升。5.0 wt%F-MWNTs与0.0 wt%F-MWNTs碳纤维电导率比较,提高364 %。700℃碳化后,F-MWNTs/PI复合碳纤维电导率为3.67S/cm。在相同条件下,比电导率为1.96S/cm的PAN纤维显著提高[15]。因电容器性能主要由电极材料的表面积、孔结构及导电性决定,碳纳米管高导电性及高度石墨化,在碳化过程中,碳纳米管在碳纤维中可潜在提高无序碳转变为有序石墨碳比率。作为超级电容器电极材料,F-MWNTs/PI复合碳纤维具有优良的导电性。
扫描速率10 mV/s和-0.5~0.1 V电位下,不同含量F-MWNTs碳纤维循环伏安曲线(CV),图6(d)。含F-MWNTs碳纤维电极CV曲线近似矩形,无明显氧化还原峰,呈现理想电容器特性;无F-MWNTs碳纤维电极CV曲线相对扭曲。两者不同在于碳纳米管嵌入改进碳纤维电极内部导电性。图6(a~c),相同电解质和电位下,不同含量F-MWNTs碳纤维电极在不同电位扫描速率下:10mV/s、20mV/s、50mV/s和100 mV/s的CV曲线。扫描速率增加,双电层加速积聚,无F-MWNTs碳纤维矩形比含F-MWNTs碳纤维变得更加扭曲。CV曲线封闭区(V×I)表示功率密度,V/I的斜率表示等效串联电阻(ESR)。5.0 wt%F-MWNTs碳纤维CV曲线接近理想矩形形状,不仅表示电极的等效串联电阻(ESR)较小,且在孔隙中离子运动障碍减少。扫描速率增加,封闭区域增加,代表更高充电/放电速率和较
高功率密度。每个扫描速率下,含F-MWNTs碳纤维感应电流大于无F-MWNTs碳纤维,如图6(a~c)。表明使用含F-MWNTs碳纤维电极电容器内置比使用纯PI基碳纤维具有更大电容。
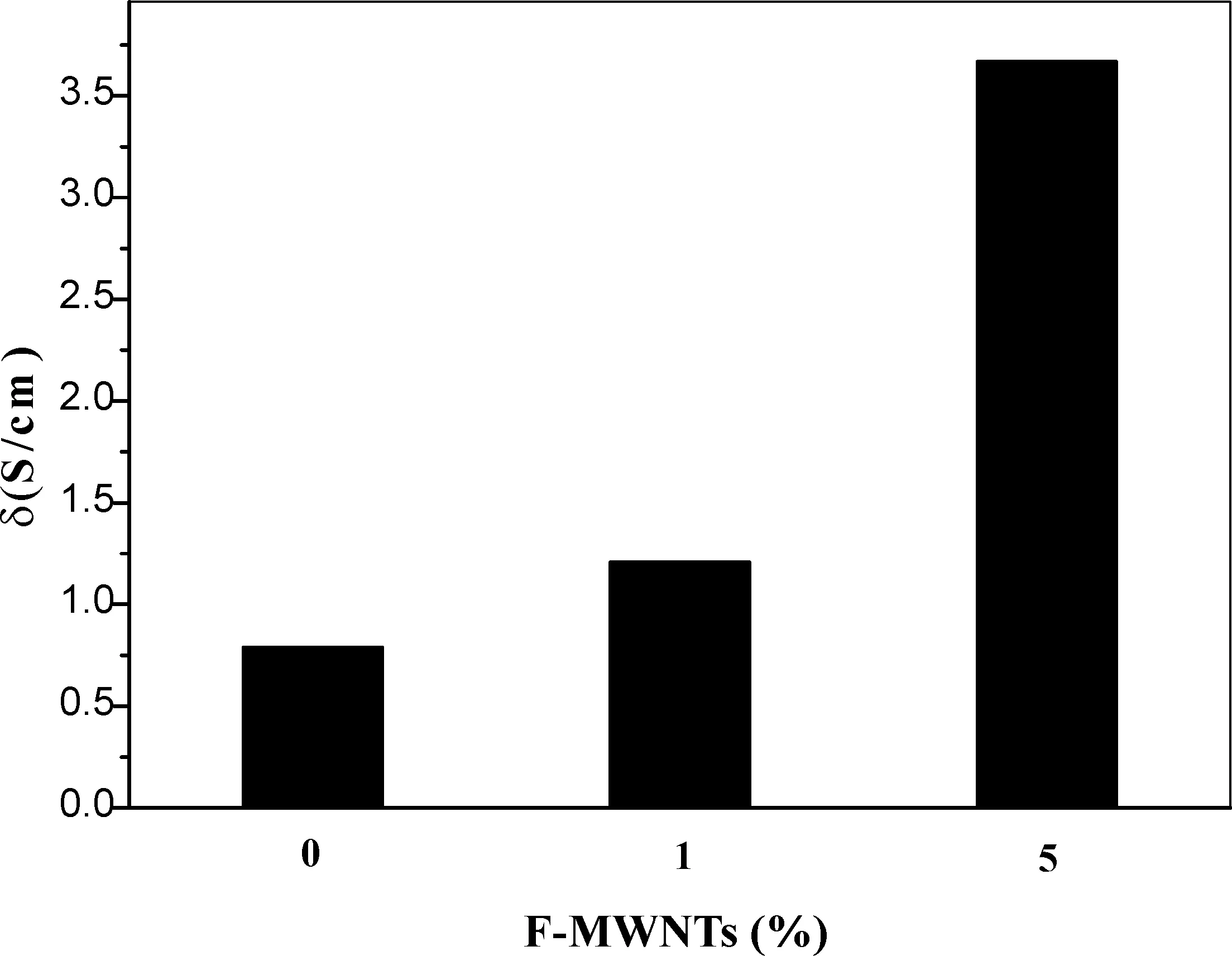
图5 不同含量F-MWNTs碳纤维电导率图
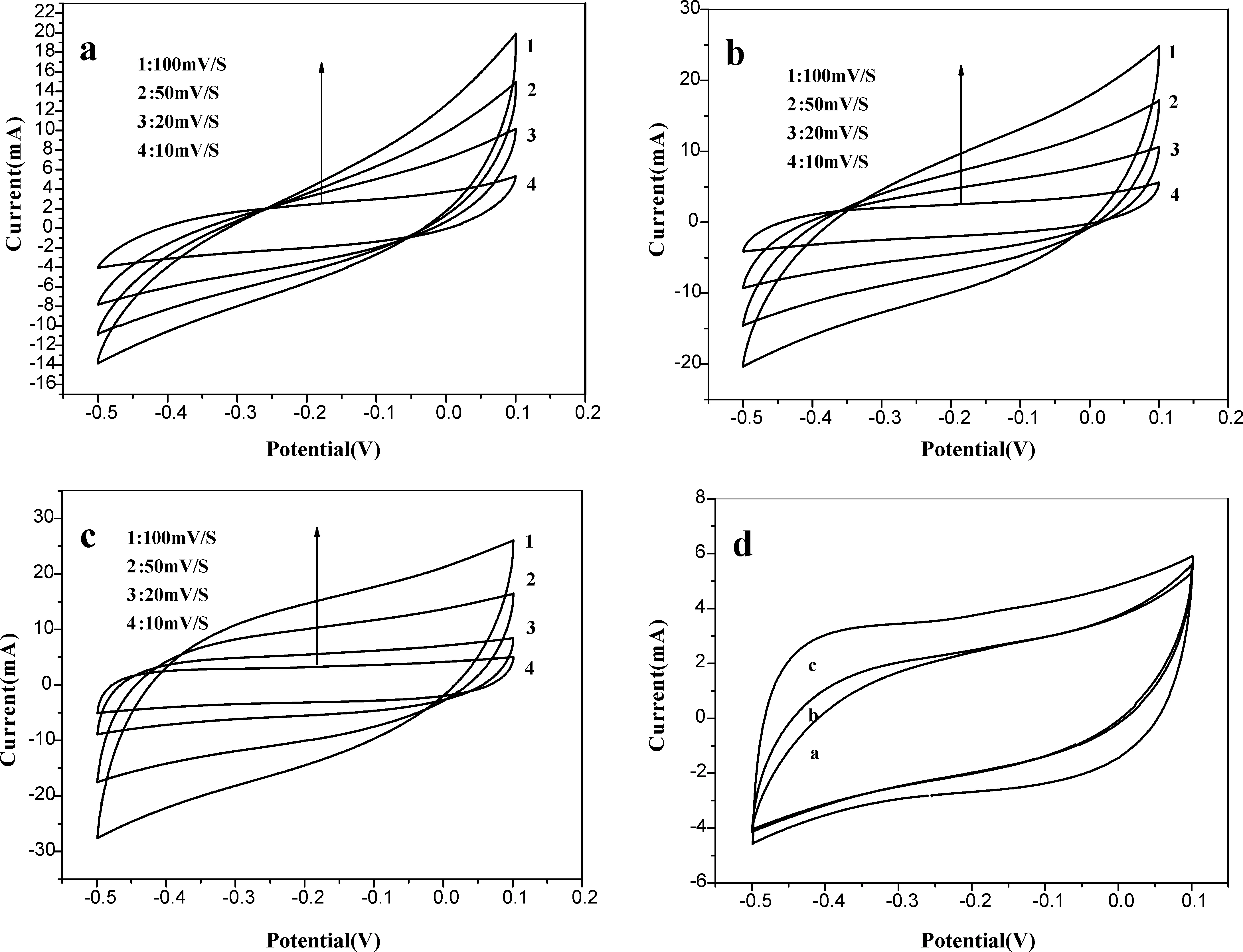
图6 不同含量F-MWNTs碳纤维膜循环伏安图(a). 0.0 wt%; (b). 1.0 wt%;(c). 5.0 wt%;(d). 扫描速率10 mV/s下复合碳纤维CV图
不同电位扫描速率:10 mV/s,20 mV/s,50 mV/s和100 mV/s,不同含量F-MWNTs碳纤维比电容随扫描速率变化趋势。图7显示:每个扫描速率下,含F-MWNTs碳纤维与无F-MWNTs碳纤维电容器相比较具有高得多的比电容,特别是较低扫描速率时;比电容随扫描速率增大而减小。5.0 wt% F-MWNTs碳纤维电阻低、比电容121 F/g,与0.0 wt%F-MWNTs的碳纤维相比比电容显著提高67 %;与相同条件下PAN纤维101 F/g相比较,略有提高[15]。原因在于含F-MWNTs碳纤维做电极时,碳纳米管嵌入在碳纤维间,其高导电性在碳纤维表面间和内部提供优良导电通路,电子可以很容易在孔隙、纤维和表面间传输。其次,理想电极材料的CV曲线矩形特征不随扫描速率的变化而变化。对碳纤维,扫描速率太快会影响扩散,整个体系需要一段时间才能达到稳态,从而导致电容性能下降。
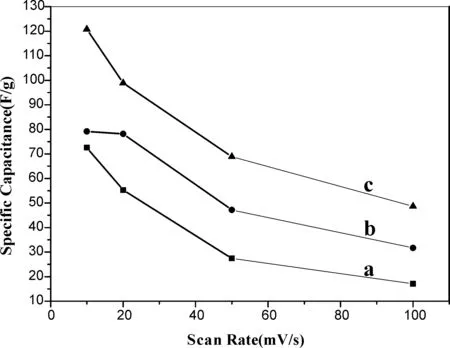
图7 不同含量F-MWNTs/PI复合碳纤维膜比电容随扫描速率变化趋势图(a). 0.0 wt%;(b). 1.0 wt%;(c). 5.0 wt%
3.1 阻抗分析

图8 不同含量F-MWNTs/PI复合碳纤维膜阻抗图(a). 0.0 wt%;(b). 1.0 wt%;(c). 5.0 wt%
为进一步调查内电阻和电流收集器上界面接触电阻影响,电化学阻抗(EIS)分析在0.01 Hz~100 KHz频率内,测定不同含量F-MWNTs碳纤维电极尼奎斯特阻抗图。理想极化电容将产生沿虚轴的直线。真正的电容串联电阻此线斜率是有限的,代表电极孔隙内电解质的扩散电阻率。图8显示:(1)F-MWNTs含量增加,碳纤维电极扩散线接近理想直线,即阻抗的斜率,表示出传质接近理想直线。(2)F-MWNTs含量增加,碳纤维电阻降低。纤维表面的蚀刻、碳纳米管较高的中孔体积和高导电性,可提高水合离子的扩散系数,因此降低PI基碳纤维电极的电阻。低电阻会增加电极表面电流密度,从而增强离子向对电极的扩散速率。反之特别在高电流密度时,导致高比电容。(3)图中半圆区域的缺失,意味碳纤维和集流器之间低感应电流电阻和良好的导电性。
4 结论
F-MWNTs/PI复合纤维膜为基材,经程序升温、碳化,制备不同含量F-MWNTs碳纤维。结果:(1)成功制备不同含量F-MWNT碳纤维膜。F-MWNTs增加,碳纤维产率及碳含量增加,纤维直径减小、分布变宽,且有卷曲和略微粗糙的表面。(2)F-MWNTs含量增加,电导率上升。5.0 wt%F-MWNTs碳纤维电导率比PAN纤维显著提高。(3)循环伏安法和阻抗分析不同含量F-MWNTs碳纤维电化学性能:F-MWNTs含量增加,电化学性能增强。扫描速率10 mV/s、电位-0.5~0.1 V条件下,5.0 wt% F-MWNTs碳纤维电阻低、比电容121 F/g,与0.0 wt%F-MWNTs的碳纤维相比比电容显著提高67 %,可作为超级电容器电极广泛应用。
