钢结构焊缝超声波检测对缺陷定性浅析
2018-10-12高险峰
高险峰
(福建福船一帆新能源装备制造有限公司,福建 漳州 363211)
随着重工业制造的不断发展,无损检测方法得到了广泛应用。各种新型的检测技术也在不断更新。A型脉冲反射超声波检测方法在焊缝检测的应用较为普遍。对于其他检测具有检测周期短、检测实施方便、检测成本低等优点,但也具有缺陷定性难、对检测人员技术水平要求高等缺点,本文重点分析超声波焊缝检测中主要缺陷性质的判定。
1 钢结构焊缝的分类
焊缝按照焊缝接头型式的不同,主要可分为四种形式,包括对接接头、角接接头、搭接接头、T型接头。按照焊缝形式的不同又分为对接焊缝、角焊缝和组合焊缝。根据焊缝熔透情况又分为全熔透焊缝和部分熔透焊缝,全熔透焊缝一般主要应用于受力要求较高的承重部位的连接。超声波检测广泛应用于全熔透对接焊缝和组合焊缝的内部缺陷检测及或部分熔透焊缝的熔深检测等场合。
2 焊缝超声波检测的基本原理
超声波检测主要是基于超声波在工件中的传播特性,超声波在通过材料时会产生能量损失,在遇到声阻抗不同的异界面时会发生反射、折射、波型转换等物理现象。当采用A型脉冲反射超声波对焊缝进行时,波束从钢板进入焊缝,如遇到焊缝中的缺陷会反射回来,通过探头的接收显示在示波器上,当遇到不同形状、不同取向的反射体时,反射回来的声能会各不相同,在示波器上显示不同的波形,检测人员可根据经验对不同的波形、反射体的位置、指示长度、当量等分析反射体的性质。
3 超声波检测对焊缝缺陷定性原理
如何判定缺陷,在超声波检测之前必须做好以下功课,首先要知道被检工件的规格、材质、壁厚;其次要了解焊缝及坡口的结构,是否存在不等厚、错边等,若能更深入了解焊接工艺知识将更有利于我们对缺陷的判定。
3.1 气孔(图1)

图1
气孔,主要是指在进行焊接工作的过程中,焊接熔池处于高温状态,吸收了过量的气体或是相应的冶金反应气体,而在实际的冷却过程中,又不能在凝聚前将其中的空穴进行逸出,其中的空穴主要是在焊缝金属内形成的,大多表现为球型或是椭球形。气孔主要被分为单个气孔和密集气孔。单个气孔回波高度较低,波形较稳定,从各个方向进行检测,反射波幅大致相同,若探头稍移动,其反射波就会消失。密集气孔为一簇反射波,其波高主要是由气孔大小而决定的,当探头作定点转动时,会出现此起彼落的现象。气孔在焊缝的各个位置都有可能存在。
3.2 夹渣(图2)
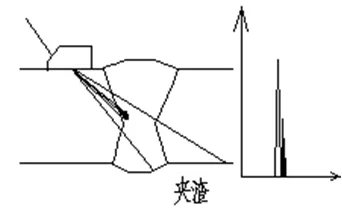
图2
夹渣,其主要是指在进行焊接操作后,焊缝金属内所残留的金属夹杂物或是熔渣,其中熔渣表现出不规则的特点。夹渣主要分为点状夹渣和条状夹渣。点状夹渣的回波信号与点状气孔相类似。条形状夹渣回波信号多呈锯齿状。它的反射率低,一般波幅不高,波形呈树枝状,主峰边上有小峰。将探头平移时,波幅高度有变动,从各个方向检测,反射波幅高度不同。夹渣在焊缝的各个位置都有可能存在。
3.3 未焊透(图3)
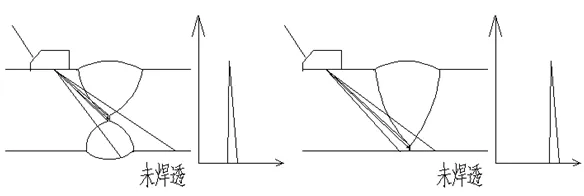
图3
未焊透,其主要是指在进行焊接的过程中,其对应的接头部分出现金属没有完全融透的情况,在一般情况下,其主要出现在焊缝的中心线上,表现出一定的长度。在进行探伤的过程中,将探头平移,未焊透的波形主要表现出相对稳定的形式,如果是在焊缝的两侧进行探伤操作,能够有效实现对两条大致相同的反射波幅的获取。
3.4 未熔合(图4)
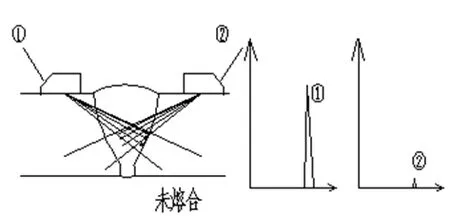
图4
就未熔合来说,它主要是指填充金属没有和母材熔合在一起的情况,或是指填充金属层和金属层间没有熔合的情况,未熔合通常出现在焊缝边缘坡口位置,当超声波垂直入射到其表面时,回波较高。将探头进行平移时,其对应的波形相对稳定,在对其两侧进行探测时,所对应的反射波幅表现出不同,甚至一些时候,仅能够从一侧进行探测,有时从一侧由一次波检出,从另一侧由二次波检出,如果检测方法和探头角度选择不当,就有可能漏检。
3.5 裂纹(图5)
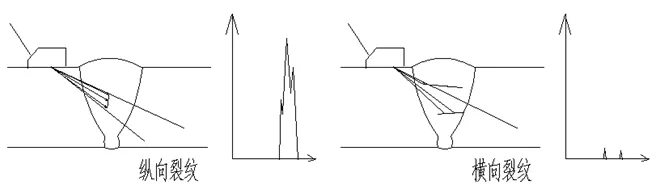
图5
裂纹,主要指在进行焊接的过程中,对应的焊缝或是母材的热会对区域或是局部内造成影响和破坏、导致裂缝出现的过程,这种情况也可能出现在焊接后,根据应力的不同,裂纹形成的方向和位置也会不同,在一般情况下,纵向裂纹的回波率相对较高,对应的波幅相对较宽,并且会伴随多个波峰的出现。在这种情况下,在将探头进行移动时,会连续出现对应的反射波,而且其对应的波幅也有所变动。在探头转动时,波峰也会表现出上下移动的现象。横向裂纹在焊缝的位置通常与超声波的波束镜面反射小,其反射波非常低,移动探头时,其反射波会消失。
4 超声波检测对缺陷定性的验证
为了论证本文观点,笔者采用UT在检验实践中抽取大样数据进行比对验证,先采用UT对缺陷性质判定并记录,再经射线检测或气刨对结果进行验证并统计,统计结果见表1。
由表1数据比对可见,UT对缺陷的定性还是较高的可靠性。同时实验结果也注意到,少量类同缺陷如气孔和圆形夹渣、焊缝根部纵向裂纹与未焊透、坡口面未熔合与裂纹等相似性较高,对判定造成了一定干扰,但往往这类容易混淆的缺陷类型的危害性质也基本相当。
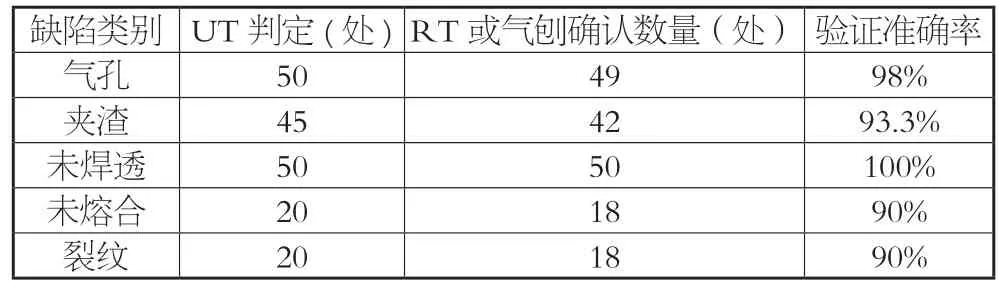
表1
5 结语
综上所述,UT人员的经验和技能水平,对缺陷的精准判定显得尤为重要。 UT技术的缺陷定性问题一直是比较困难的,虽然经过了无损检测前辈们的不断努力,总结出了许多有价值的经验,但是仍然存在一定的不确定性,还需要不断地探究摸索、总结经验。本文就这一问题进行了粗浅的分析,希望抛砖引玉,使焊缝UT缺陷定性问题得到更多的关注探讨,使该种技术对缺陷的定性有更成熟的经验。