保载时间对中锰钢电阻点焊组织及缺陷的影响
2018-10-11孙臣玉王远方高玉来
孙臣玉 潘 华 雷 鸣 丁 凯 王远方 高玉来
(1.省部共建高品质特殊钢冶金与制备国家重点实验室、上海市钢铁冶金新技术开发应用重点实验室和上海大学材料科学与工程学院,上海 200072;2.宝山钢铁股份有限公司研究院汽车用钢研究所,上海 201900; 3.汽车用钢开发与应用技术国家重点实验室,上海 201900)
在科技与信息加速发展的时代,汽车已经成了人们生活方式中必不可缺少的交通工具,加快了人们的生活节奏。随着汽车工业的迅速发展,能源消耗与环境污染等问题日益加重[1- 2]。汽车质量每降低10%,汽车的油耗就会下降8%,汽车尾气排放量减少4%[3- 4],这表明通过降低汽车整体的质量能有效达到节能减排的要求。因此,自20世纪90年代初开始,汽车轻量化就成为人们研究热点[5]。
汽车轻量化技术可分为3类:结构设计优化、轻量化材料的设计和先进工艺的探究[6]。轻量化材料的研究和设计是目前轻量化领域的主流方向[7- 9]。汽车用材料中,钢铁材料以65%的比例占据最重要的位置。与铝合金相比,高强度钢不仅具有可观的减重潜力,而且在成本与性能方面具有一定的优势,是满足车身轻量化、提高碰撞安全性的优选材料之一[10]。随着研究水平的不断提高,汽车用钢已经发展到了第3代。以中锰钢为代表的第3代汽车用钢的价格与第1代汽车用钢相当,其性能接近于第2代汽车用钢,即第3代汽车用钢同时满足了人们对于价格与性能的要求,所以在研发与生产过程中,第3代汽车用钢已经成为研究者关注的热点[11]。
在工业生产中,高强钢零件通过各种连接技术拼装成小总成乃至整车。连接技术主要包括机械连接、焊接、钎接和胶接等。其中电阻点焊具有生产效率高、易于集成化、自动化等优点,在汽车领域获得了广泛应用。据统计,一辆汽车上点焊的焊点数可以达到2 000~5 000个[12]。汽车的碰撞安全性体现在事故发生过程中以及事故发生之后,最大程度地减轻乘员损伤的性能,其对汽车零部件焊点的完整性有严格要求,焊点力学性能决定了接头的承载性,因此电阻点焊接头失效已被确定为汽车焊点的主要失效模式之一[13]。根据焊接冶金学理论,电阻点焊的力学性能在宏观上与熔核尺寸相关,在微观上与熔核区的微观组织相关。减少点焊缺陷[14]、增加熔核直径[15]、细化晶粒[16- 17]等都可以提高电阻点焊焊接点的力学性能。因此,研究不同焊接条件下中锰钢电阻点焊后的组织具有重要的实际意义。
1 试验材料与方法
试验用中锰钢的化学成分见表1,牌号为7Mn钢,碳当量为0.52%。电阻点焊的电极压力为5.5 kN,焊接电流为8.6 kA。选取保载时间分别为100与400 ms的焊接试样进行对比,并分别标记为1号与2号。中锰钢钢板的尺寸为150 mm×50 mm×1.4 mm,在电阻点焊试样的正中心切取尺寸为17 mm×17 mm×1.4 mm的区域以取出电阻点焊接头,并将该取出部分纵剖为二,所得试样的最终尺寸为17 mm×8.5 mm×1.4 mm,见图1。
表1 7Mn钢的化学成分 (质量分数)Table 1 Chemical composition of 7Mn steel (mass fraction) %
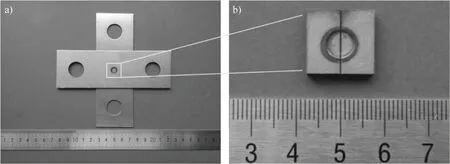
图1 电阻点焊的中锰钢(a)原始试样和(b)焊接接头部位Fig.1 Original specimen and (b) welded joint position of resistance spot welded medium- manganese steel
采用Zeiss Axio Imager A2m型正置万能金相显微镜、荷兰飞纳公司的Phenom ProX扫描电子显微镜以及VEGA 3 SBH- Easy Probe扫描电子显微镜(SEM)对焊接接头的组织进行表征。利用能谱面扫描确定元素种类及其分布,并利用三维重构对样品的缺陷区域进行更加直观的表征。
2 结果与讨论
2.1 电阻点焊接头组织分析
图2为1号电阻点焊试样的全景金相图,保载时间为100 ms。从图2中可以看出,电阻点焊接头分为3个区域:母材、热影响区和熔核区,熔核区与热影响区的交界线为熔核线。试验表明,电阻点焊中锰钢焊接接头力学性能的薄弱区域为熔核区,所以对电阻点焊试样的熔核区进行重点研究。如图2所示,在1号电阻点焊试样的熔核区的A、B处发现了缺陷。
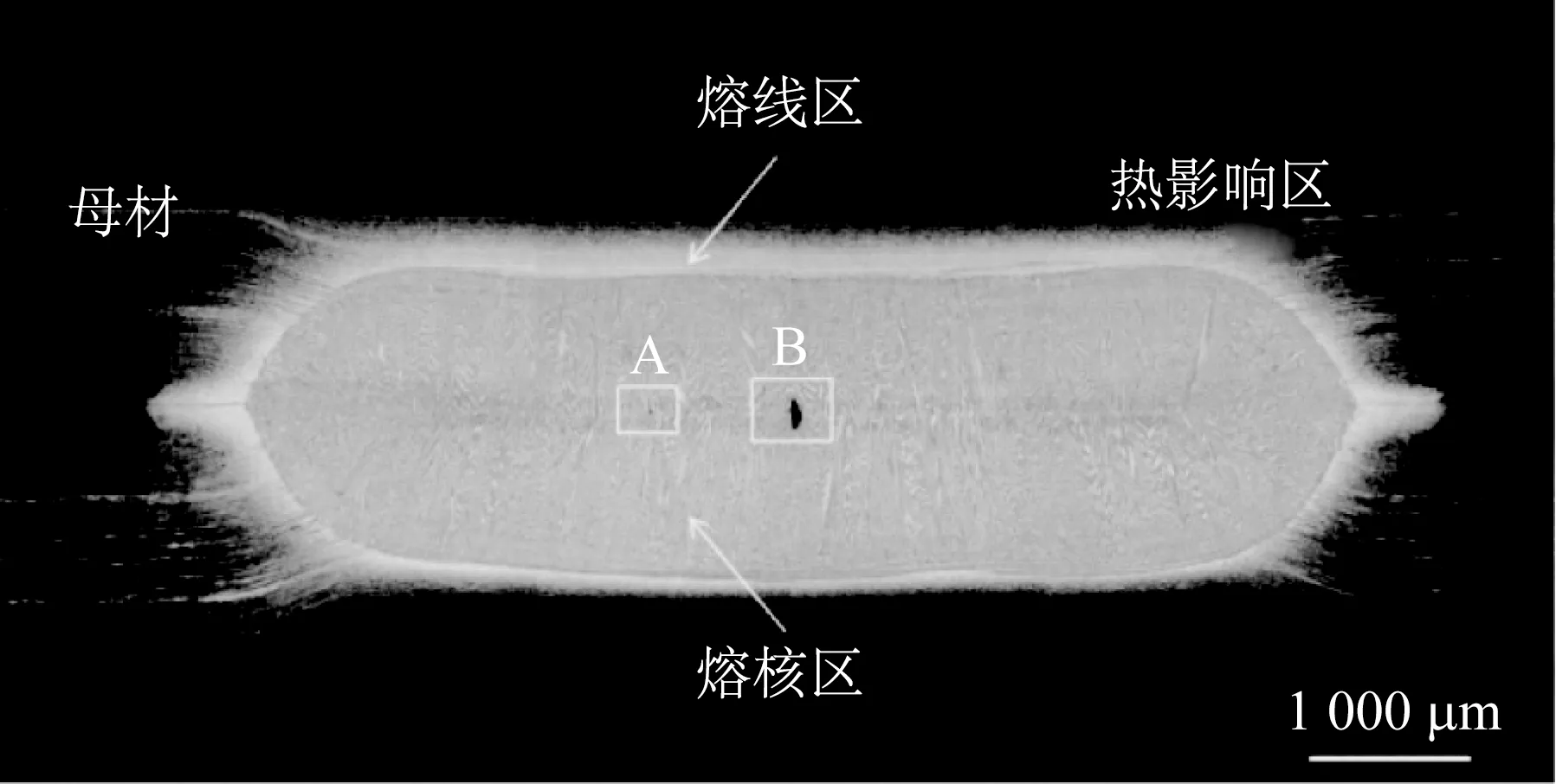
图2 1号电阻点焊试样的全景金相图Fig.2 Overall metallographic image of resistance spot welded specimen No.1
为了确定缺陷类型,对A、B区域作进一步表征,结果如图3所示。从图3(b)、3(e)三维重构图可以看出,A、B区域处的缺陷为凝固缩松。并且从该试样的全景金相图可以看出,这两处的缩松均分布在电阻点焊接头的中心线处,为典型的中心线凝固缩松。缩松A沿板厚方向的长度约60 μm,最大深度约5 μm;缩松B沿板厚方向的长度约200 μm,最大深度约28 μm,其尺寸较缩松A更大。
在电阻点焊过程中,试样由于焊接电流的作用产生电阻热,在焊接区形成液态熔核。通电结束后,熔化的液态金属以柱状晶的形式从半熔化的母材表面向熔核中心凝固结晶,由于保载时间过短、焊接压力不足或者焊接热量不足等原因[18],金属收缩后形成的孔洞未能得到液态金属足够的补充,从而形成缩松,导致焊核力学性能降低[19- 21]。
利用扫描电子显微镜对A、B区域的凝固缩松进行面扫描,以便对1号试样熔核区的缩松作进一步分析,结果如图3(c)、3(f)所示。为了防止磨抛过程中外界杂质的影响,使用乙醇对磨抛后的试样进行超声波振荡清洗,每次清洗10 min, 共清洗5次。由图3(c)、 3(f)可知, A、B两处的缩松出现了碳元素的富集。
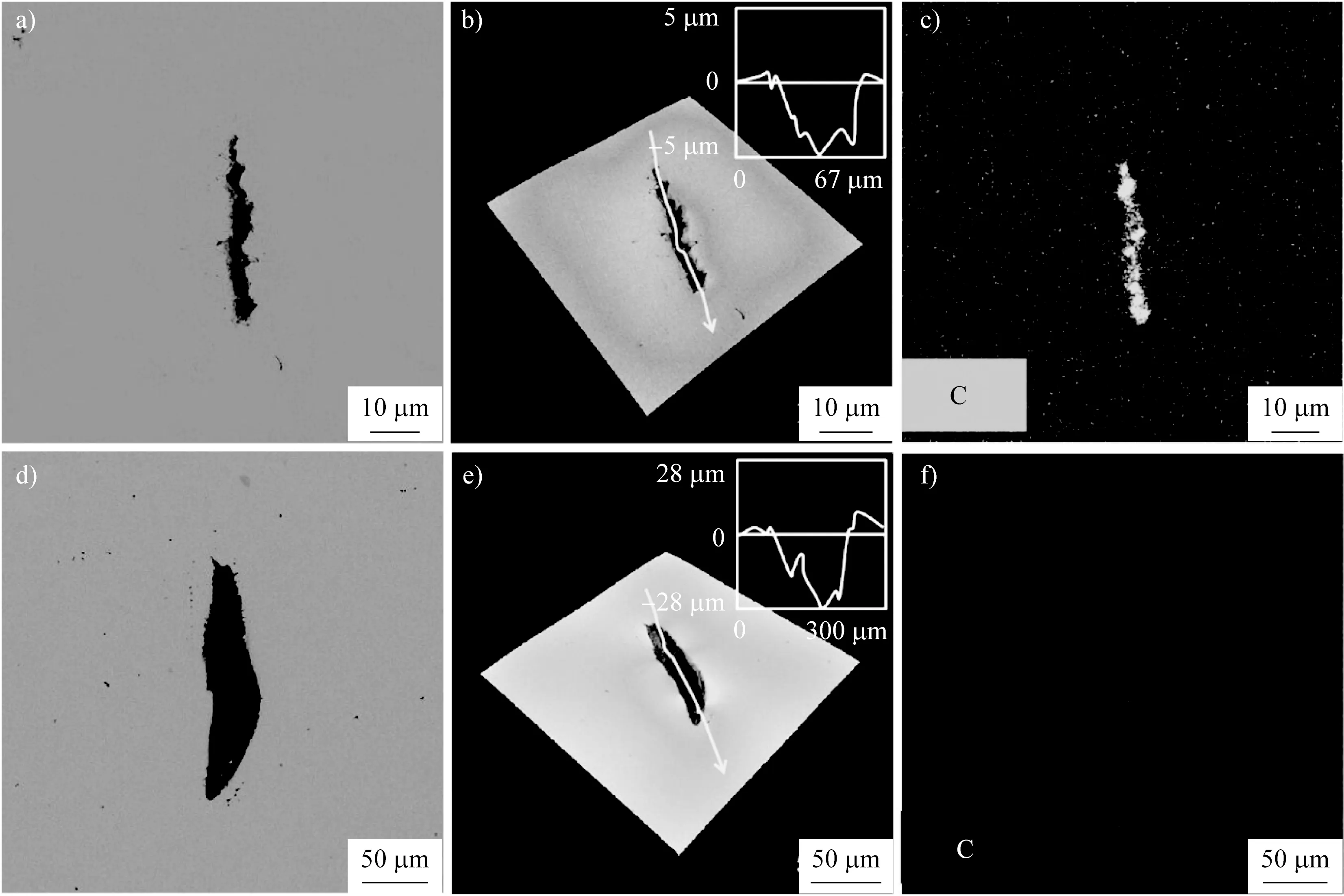
图3 1号试样A区域(a~c)和B区域(d~f)的(a、d)局部放大图、(b、e)三维重构图和(c、f)面扫描能谱图Fig.3 (a,d) Partially enlarged view, (b,e) 3D reconstruction map and (c,f) surface scanning energy spectrum of zones A (a~c) and B (d~f) of specimen No.1
产生元素富集主要是因为在电阻点焊后的冷却过程中,熔核内液态金属凝固为非平衡凝固,已经结晶的固相会向熔化的液相中排出一部分溶质原子。由于电阻点焊凝固过程中的液相没有对流或者外界的搅拌,因此无法将固相排出的溶质原子快速地输送到远处的液相中,在固液界面附近的液相中形成了浓度梯度。由于扩散速度小,所以在固液界面前沿的液相中形成了元素富集,伴随着柱状晶的不断长大以及固液界面向液相中快速推移,溶质原子不断被推向最后的熔核中心,富集程度也越来越大,当最后凝固的区域得不到充分的液体补充时,就在缩松处形成了元素富集[22]。
为了消除中锰钢电阻点焊熔核区处的缩松,将电阻点焊的保载时间由原来的100 ms延长至400 ms,得到2号试样,其全景金相图如图4所示。对比100与400 ms电阻点焊试样的全景金相图(图2与图4)可知,当电阻点焊的保载时间延长至400 ms之后,熔核区中心线附近的缩松基本得以消除,达到了预期效果,说明延长保载时间有利于消除点焊接头的缩松。
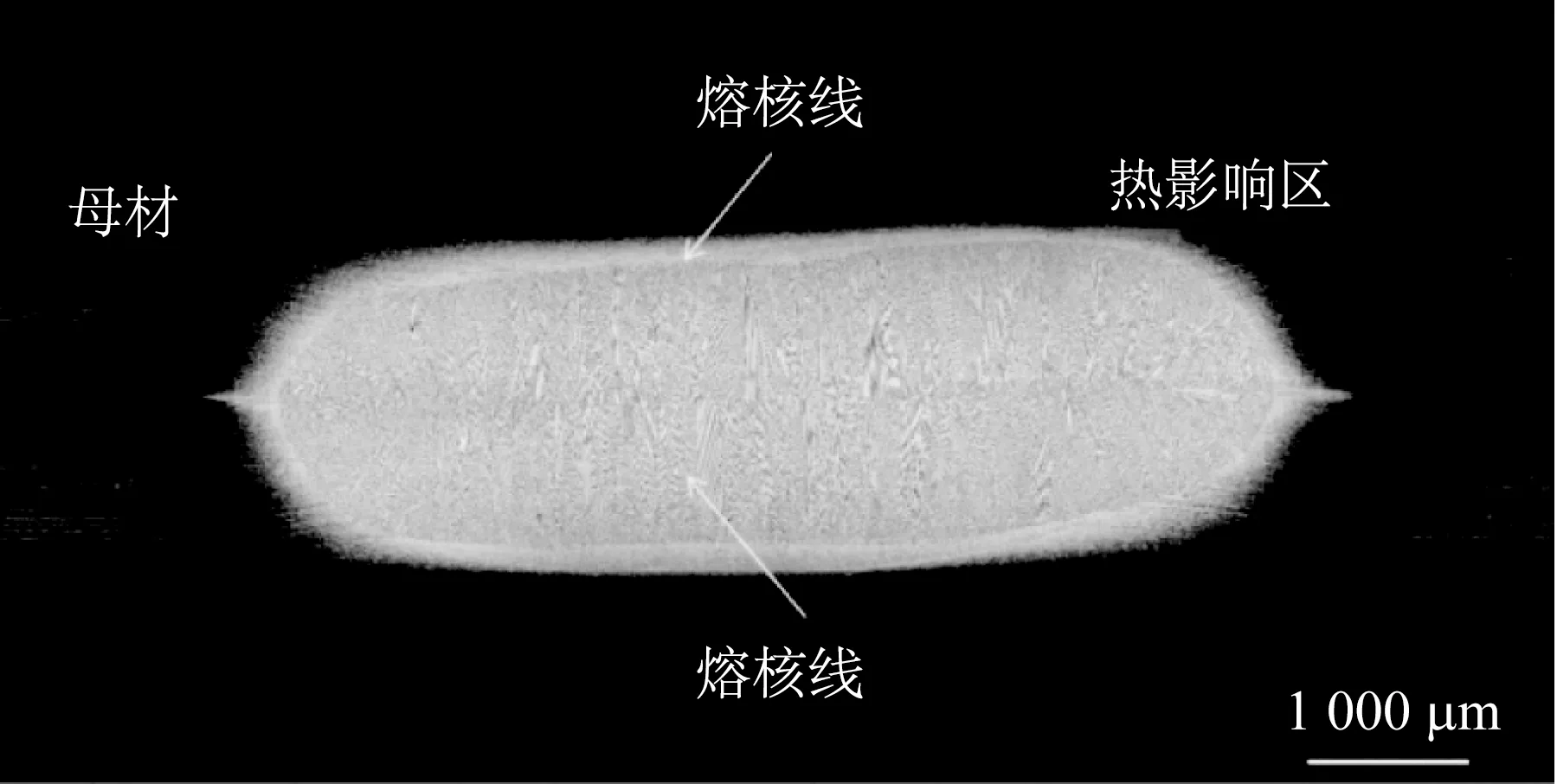
图4 2号电阻点焊试样的全景金相图Fig.4 Overall metallographic image of resistance spot welded specimen No.2
缩松得以消除的原因分析如下:一个完整的电阻点焊过程包括预压阶段、焊接阶段和维持阶段3个时序。保载时间的延长实际上是增加了维持阶段的时间。焊接阶段是焊件加热熔化形成液态熔核的阶段,维持阶段不再输入热量,液态熔核快速冷却结晶。由于熔核体积小,且夹持在水冷电极间,冷却速度较高,一般在几周波时间内凝固结束。如果无外力维持或者外力维持时间过短,液态收缩与凝固收缩时将产生三向拉应力,最后凝固的部分得不到足够的液体补充,容易产生缩松、缩孔等缺陷。然而,延长保载时间意味着在电阻点焊冷却的过程中,熔核承受更长时间的电极压力,使熔核凝固引起的收缩量得到更多补偿,且提高熔核的凝固速度,减少乃至消除中心线凝固缩松的产生。
2.2 熔核区柱状晶组织分析
由图5可以看出,电阻点焊中锰钢试样熔核区的组织为柱状晶。在电阻点焊冷却的过程中,熔核内液态金属沿与散热方向相反的方向以枝晶形式向熔核心部长大。这是由于水冷电极及焊点周围的母材具有较好的散热作用,使熔核中的液态金属过冷,并以自由能最低的熔核边界半熔化状态晶粒表面为晶核开始结晶。虽然在结晶前沿液体有适当的过冷度,但此过冷度不足以生成新的晶核,离柱状晶前沿稍远处的液态金属尚处于过热状态,无法另行生核,因此结晶需要靠晶粒的继续长大来进行;晶粒长大方向沿与散热方向相反的方向以枝晶形式向熔核心部成长,因为这个方向温度梯度最大[23]。晶体的长大速度是各向异性的,一次晶轴方向长大速度最大,但是由于散热条件的影响,只有那些一次晶轴方向平行于最大温度梯度的晶粒长大最快,迅速地并排优先长入液体中。由于这些优先生长的晶粒并排向液体中生长,侧面受到彼此的限制而不能侧向生长,只能沿与散热方向相反的方向生长,从而形成了柱状晶区。但当沿不同方向生长的两组柱状晶相遇时,则会形成柱晶间界。
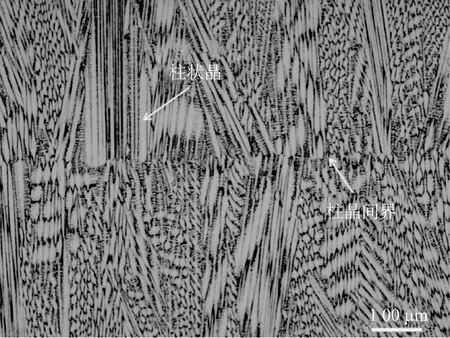
图5 2号电阻点焊试样的熔核区柱状晶组织Fig.5 Columnar microstructure in nugget zone of resistance spot welded specimen No.2
3 结论
(1)保载时间为100 ms的1号试样的熔核区处出现了长度分别约为60与200 μm的凝固缩松,在缩松处伴有元素富集的现象,且缩松均分布在电阻点焊接头的中心线处。而保载时间为400 ms的2号试样的熔核区处未发现缩松,说明延长电阻点焊的保载时间可以减少乃至消除中心线凝固缩松的产生,有利于提高焊接接头的力学性能。
(2)电阻点焊接头的熔核区为柱状晶组织,受散热方向的影响,柱状晶主要沿板材的厚度方向生长。
