生产设备实时数据远程监测研究与实现
2018-09-26张为民
张为民 马 杰
1(广州航海学院信息与通信工程学院 广东 广州 510725)2(深圳市镇泰自动化技术有限公司 广东 深圳 518052)
0 引 言
制造企业生产过程不同类型生产设备之间相互独立,若缺乏实时数据共享,则会导致一系列信息孤岛问题,制约工厂各系统之间的协调[1]。生产过程中将多台生产设备实时数据远程集中到一起,随时通过网页查看生产数据、了解生产状况、在线分析关键数据并及时发现异常。这对提高生产效率,保证生产过程稳定及减少生产事故都具有重要意义[2-6]。传统OPC技术(OLE for Process Control),用于过程控制的对象链接和嵌入,这技术很好地解决了不同生产设备间的数据互通性问题。陈文远等[4]合作开发的“盾构集群远程监控与智能化决策支持系统”通过传统OPC Server与盾构机完成实时数据采集,能够实现不同品牌盾构机的集群式远程监控与管理。文献[5]为满足多组设备的实时集中监控功能,提出了具有OPC功能的上位机系统设计方案,避免了设备故障产生的不良影响,提高了生产效率。文献[6]针对多种类别及功能的工业炉,基于OPC技术进行数字化集成,达到了降低企业生产成本及提高生产率的核心目的。文献[7]通过OPC技术实现了多个现场可编程控制器PLC的数据采集功能,可远程实时访问现场设备数据。李静等[8]开发了基于OPC XML(OPC Extensible Markup Language)的状态及故障监控软件,高效地完成了对风力发电机的实时监控。
OPC UA:OPC统一架构是在传统OPC之后的又一个突破,其克服了传统OPC DCOM分布式组件对象模型(Distributed Component Object Model)远程访问具有局限性,且难以配置,以及COM组件对象模型产生的传输报文过于复杂,通过Internet发送困难等缺陷。为应用程序提供了更高性能的、可扩展的、安全和可靠的实时数据通信[9-11]。
本文以某钣金厂3条喷涂生产线的多台不同类型分布式生产设备为研究对象,应用OPC UA解决方案完成现场生产设备控制器实时数据采集,同时建立相应的实时/历史数据库和关系数据库,最后以Web服务器发布实时数据远程监测Web网页。
1 方案说明
1.1 系统需求
某钣金厂五车间共有3条喷涂生产线(J线、G线和F线),各喷涂生产线分别包括前端处理、输送、烘炉及粉床等工序。目前,现场已经完成了生产设备自动化操作程序的开发和调试,形成了独立的“生产单元”。然而,这些生产设备没有联网,各生产单元的实时数据无法采集,生产过程数据无法远程呈现给管理人员,形成了若干信息孤岛。为有效监控生产作业过程,提高生产效率并及时处理现场报警,需配套实施“生产设备实时数据远程监测”开发项目。
3条喷涂生产线关键生产设备的控制器型号统计如表1所示,其中PLC控制器主要是日本三菱FX系列FX2N和FX1N以及德国西门子S7-300系列CPU314和CPU315-2DP。另外,还有日本理化CD系列温控器CD901。3条喷涂生产线合计设备32台。
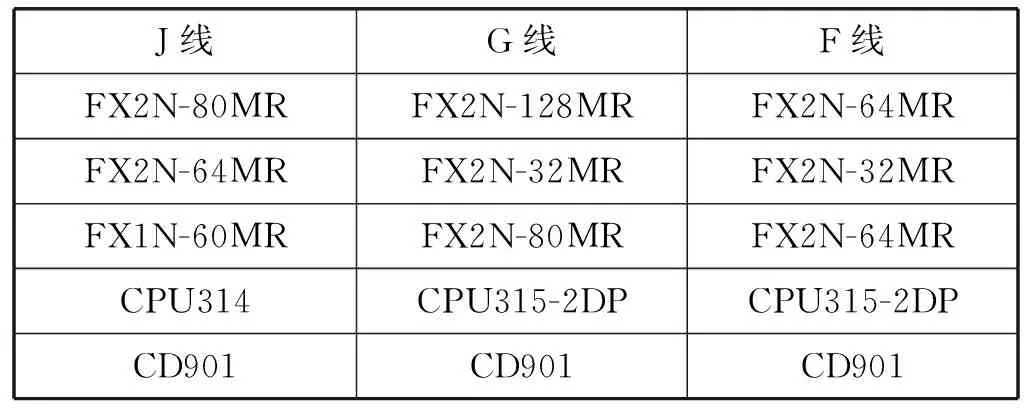
表1 喷涂生产线关键生产设备控制器型号统计表
开发项目需实现的生产设备实时数据远程监测功能主要有:
(1) 生产设备联网功能。各生产线关键生产设备均可实现联网,可在线远程监测生产数据。
(2) 数据采集功能。自动采集生产设备实时数据,保证生产数据(产量、停机、废次品及设备运行状态等)的准确性。
(3) 关键数据分析功能。通过对关键采集数据的统计分析,能确定影响生产设备效率的主要原因。从而可以有针对性地采取措施,提高生产设备运行的效率和可靠性。
(4) 状态监视及故障报警功能。通过对生产过程的可视化监视及生产设备故障的实时报警,提高生产的透明度和管理层的响应速度,进一步保证生产设备的持续有效运行,减少停机浪费。
(5) 历史数据记录及报表打印功能。能够以图、表的形式查询历史数据并打印。
1.2 系统结构
为满足各喷涂生产线作业及数据管理需求,生产设备实时数据远程监测系统采用客户机/服务器C/S和浏览器/服务器B/S相结合的分层结构进行设计。
(1) 按照生产线系统分为J线、G线和F线3个区域。每个区域在本地设置1台前置数采计算机,安装数据采集软件,负责采集本区域的关键生产设备控制器实时数据。
如图1所示,本文以J线为例介绍前置数采计算机完成数据采集的过程,G线和F线过程类似。
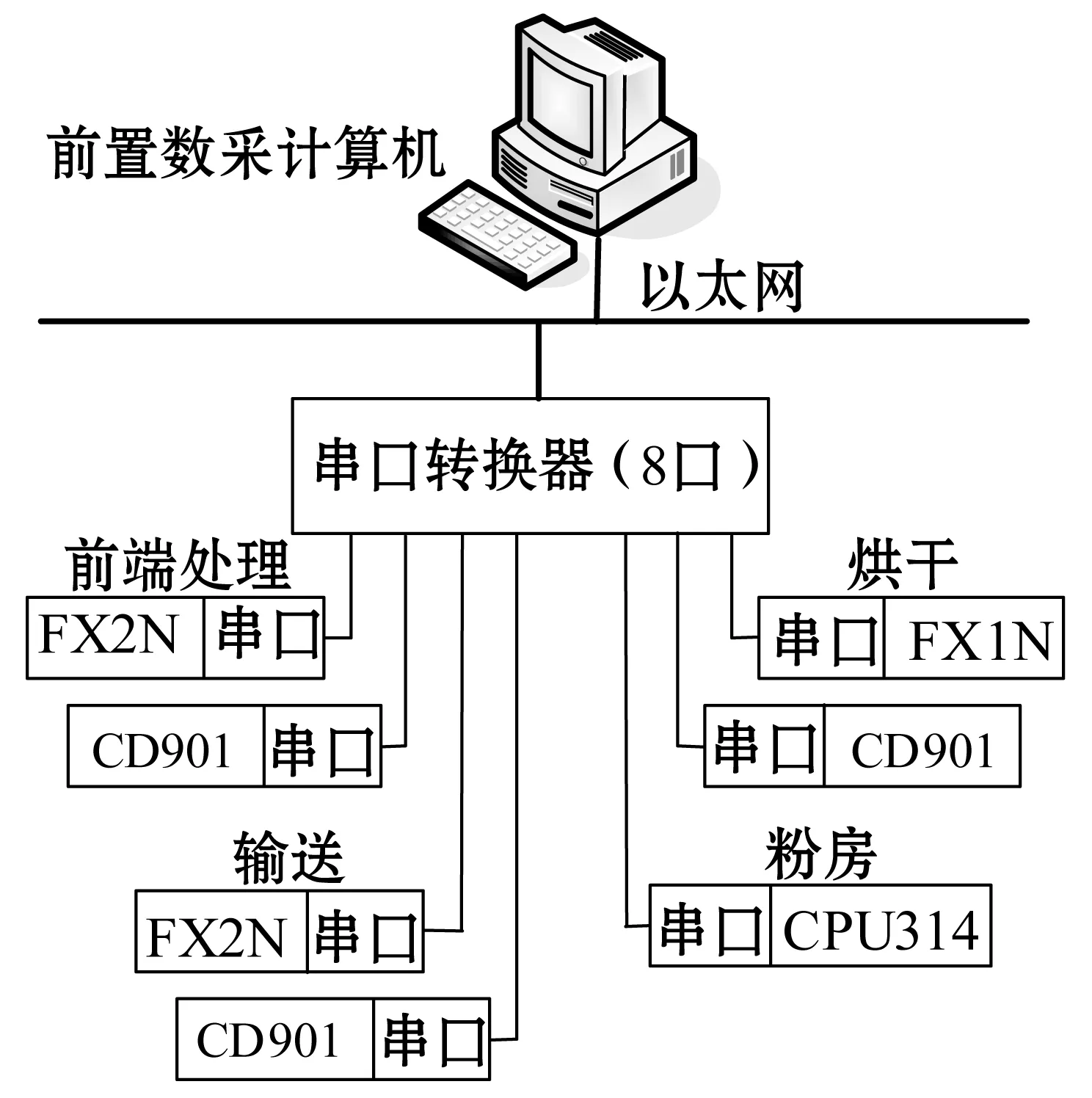
图1 J线关键生产设备控制器实时数据采集示意图
图1中,前端处理和输送工序的关键生产设备控制器为FX2N及CD901,烘干工序的关键生产设备控制器为FX1N及CD901,粉房工序的关键生产设备控制器为CPU314,每台控制器都增加串口通信卡,并分别连接到系统新增的串口转换器上(8口)。串口转换器完成8个RS232串口转换为以太网接口功能。通过以太网接口,安装数据采集软件的前置数采计算机采集J线关键生产设备控制器实时数据。
(2) 如图2所示,在中控室设置一台后台数采计算机。该计算机通过以太网,收集存储J线、G线和F线的三台前置数采计算机采集的关键生产设备控制器实时数据。通过以太网,后台数采计算机收集存储的实时数据进一步传输至数据库服务器。在数据库服务器由关系数据库和实时/历史数据库进行二次处理。为提高实时数据刷新速度,中控室的后台数采计算机与3条喷涂生产线三台前置数采计算机之间采用紧凑结构的C/S架构。
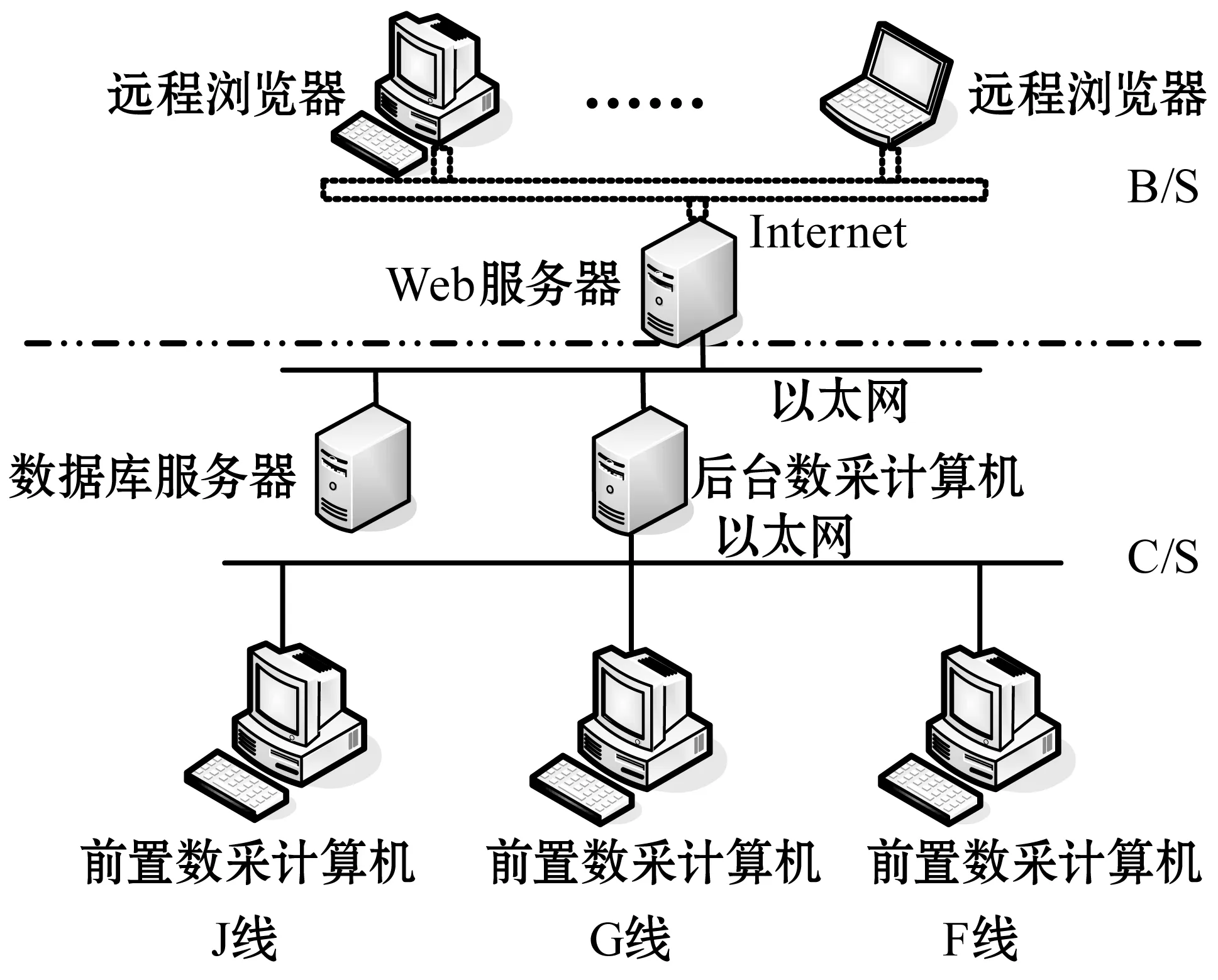
图2 生产设备实时数据远程监测系统结构示意图
(3) 如图2所示,数据库服务器内的关系数据库和实时/历史数据库作为后台数据库将处理完成的数据通过以太网传输至在中控室设置的Web服务器。远程浏览器通过Internet网络访问Web服务器完成相关数据的显示。为易于部署和维护,实现更高效的远程实时数据展示,Web服务器与远程浏览器之间采用B/S架构。
2 实时数据采集
2.1 OPC UA技术
数据采集是实时数据服务的基础和重要环节,传统数据采集方案是对每个现场设备采用专用的接口函数来实现现场实时数据存取。对于不同类型生产设备控制器,如果分别采用不同的数据采集接口程序,则软件开发工作负担重,效率低,不符合实际工作需求。OPC技术是微软基于COM/DCOM开发的应用于现场生产设备控制器与上层监测系统之间的协议,其隐藏了控制器的差异,为上层监测系统的实时数据采集提供了统一的接口[12-14]。但其有诸多缺点:不具有平台无关性,仅适用于微软平台环境;DCOM的远程访问具有局限性,并且难以配置;COM产生的传输报文过于复杂,通过Internet来发送COM报文非常困难;实时数据访问DA(Data Access)、报警事件A&E(Alarms and Events)和历史数据访问HAD(Historical Access Data)访问规范服务之间相互独立,不便于协调工作[9]。
OPC基金会发布的最新数据通信统一方法为OPC UA,它是在传统OPC技术取得很大成功之后的又一个突破,让数据采集、信息模型化以及工厂底层与企业管理层面之间的数据通信更加安全和可靠。其涵盖了OPC DA、OPC HDA、OPC A&E和OPC安全协议的不同方面,并在传统OPC基础之上进行了功能扩展。它满足了能够描述复杂系统的、丰富的和可扩展的建模能力,以及平台独立的系统接口和安全性的所有需求[9]。
OPC UA的主要特点[9,15]:
(1) 访问的统一性:有效地将现有的OPC规范(DA、A&E、HDA、命令、复杂数据和对象类型)集成进来,提供了一致和完整的地址空间和服务模型,解决了过去同一系统的信息不能被统一访问的问题。
(2) 灵活的网络通信性能:消息的编码格式可以是XML文本格式或二进制格式,也可使用多种传输协议,如传输控制协议TCP(Transmission Control Protocol)和通过超文本传输协议HTTP(Hyper Text Transfer Protocol)的网络服务。
(3) 可靠性和冗余性:含有高度可靠性和冗余性设计,可调试的逾时设置、错误发现和自动纠正等新特征都使得符合OPC UA规范的软件产品可以很自如地处理通信错误和失败。标准冗余模型也使得来自不同厂商的软件应用可以同时被采纳并彼此兼容。
(4) 安全模型标准化:访问规范明确提出了标准安全模型,用于OPC UA应用程序之间传递消息的底层通信技术提供了加密功能和标记技术,保证了消息的完整性,也可防止信息的泄漏。
(5) 平台无关:软件的开发不再依靠和局限于任何特定的操作平台,提供了基于Internet的Web Service服务架构和非常灵活的数据交换系统。
本文采用OPC UA技术完成针对不同类型生产设备控制器实时数据采集。
2.2 采集过程
OPC UA实时数据访问服务是实时数据采集的核心,前置数采计算机从现场生产设备控制器采集数据和文件,提供访问服务给后台数采计算机。前置数采计算机数据采集软件负责管理自身的数据与处理逻辑,并通过OPC UA通信协议提供相应的实时数据服务。其中,数据采集软件是由软件开发工具包OPC UA SDK(Software Development Kit)二次开发生成的服务端程序,后台数采计算机程序负责访问前置数采计算机数据采集软件中的数据。
数据采集软件由底而上分为硬件驱动程序、地址空间、数据编码、安全协议及通信协议几个部分。
其中,硬件驱动程序完成对生产设备控制器进行设置和读写操作,通过对底层通信细节进行封装,提供接口函数供调用。通过诊断调试功能可查询当前通信数据,并可在线进行调试诊断,加快现场实时数据的通信连接进程。
实时数据访问服务的关键在于创建地址空间。地址空间是一系列有具体含义的内存数据与持久数据所组成的数据集合。地址空间采用面向对象的思想进行设计,能够对现场数据、事件、报警和信息模型进行统一管理与描述。地址空间创建后,从底层控制器读取的数据就可以存放到相应的数据地址,供后台数采计算机访问。
数据可编码为XML和二进制,通过对数据吞吐量大小的判断,可选取最优的数据编码类型。安全协议使用经编码的服务消息再加上安全的消息头。通信协议则有多种数据传输格式,其中TCP可为数据缓冲区配置不同服务,基于HTTP的简单对象访问协议SOAP使用标准端口4840传输数据,可穿越Internet网络防火墙[15]。
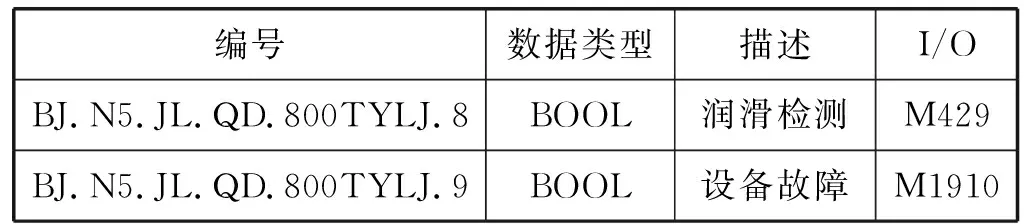
前置数采计算机数据采集软件需建立与生产设备控制器I/O地址相对应的数据采集点表,以便在数据库服务器上建立统一的实时/历史数据库和关系数据库。表2为800吨压力机数据采集点表。其中,编号列字段值为前置数采计算机中的数据地址名称,如编号字段值为BJ.N5.JL.QD.800TYLJ.1。其中,BJ表示工厂名,N5表示车间名,JL表示生产线名,800TYLJ表示生产设备名,1表示生产数据点号。I/O列字段值为现场生产设备控制器定义的I/O数据硬件地址。

表2 800吨压力机数据采集点表
续表2
3 数据库服务与Web服务
3.1 数据库服务器组件
如图2所示,后台数采计算机采集的实时数据通过以太网,进一步传输至数据库服务器以提供数据存储和处理服务。数据库服务器包括操作系统、关系数据库及实时/历史数据库。
本研究操作系统选用Microsoft Windows Server 2008 R2,关系数据库选用Microsoft SQL Server 2008,实时/历史数据库是数据存储和处理的核心。
实时/历史数据库包括数据采集器、数据存储单元以及数据接口。数据采集器可完成指定时间间隔数据的采样,根据数据变化规律可完成按时间周期存储数据和按事件方式处理数据。数据存储单元支持死区压缩和斜率压缩,以降低数据存储空间,支持对历史数据归档文件的管理,包括创建、复制、删除和备份。实时/历史数据库以API及SDK的方式提供数据接口,以结构化查询语言语句SQL语句实现数据查询。
关系数据库Microsoft SQL Server 2008采用标准的SQL语言,不仅支持传统的关系数据库组件,而且还支持数据库常用的组件。其中包括触发器、存储过程、视图以及游标等,同时也支持对数据库进行复制。在数据的二次处理及报警记录等方面,我们用Microsoft SQL Server 2008关系数据库作为实时/历史数据库的补充。
如图2所示,Web服务器和数据库服务器之间通过以太网进行数据通信。实时/历史数据库存储的实时数据以及关系数据库记录、跟踪、分析和处理的数据,通过Java Script可视化编程设置,最后通过Web服务器进行发布。
3.2 Web服务访问过程
如图2所示,远程浏览器通过Internet完成对Web服务器的数据访问。其中,Web服务器操作系统选用Microsoft Windows Server 2008 R2,以Microsoft IIS7.0完成对Web服务的部署。含有Webkit内核的浏览器(如Microsoft Internet Explorer9.0以上版本、谷歌浏览器、Chrome等)均可作为远程浏览器来访问Web服务器。通过远程浏览器Web网页浏览和查看关系数据库和实时/历史数据库的实时数据和历史数据,相关管理人员就可在远程随时掌握生产数据,有关生产状况也一目了然。
B/S模式的前台远程浏览器与后台Web服务器的Web数据实时交互通信过程如图3所示。其中,通过创建WebSocket(Web套接字)连接和关闭WebSocket连接,前后台Web数据即可完成Internet两端的全双工实时交互通信[1,16]。
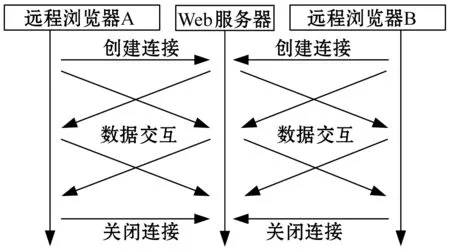
图3 Web数据实时交互示意图
首先,远程浏览器向Web服务器发起WebSocket握手请求,并发送基于HTTP的请求报文。然后,Web服务器收到远程浏览器的WebSocket握手请求报文并进行解析。如果满足WebSocket协议条件,则Web服务器向远程浏览器发送WebSocket握手应答,并发送基于HTTP的应答报文。最后,远程浏览器收到Web服务器的WebSocket应答报文并对其进行解析验证。如果验证成功,则创建WebSocket连接,双方进行全双工Web数据实时交互通信。Web数据实时交互完成后,远程浏览器主动关闭WebSocket连接。
4 监测功能实现
B/S模式开发的生产设备实时数据远程监测系统主要由系统登录、生产设备信息监控、报表统计分析及系统管理等几部分组成。其中,系统管理按照系统管理员、全厂、生产车间和生产线四级用户进行权限设置。系统管理员为超级用户,拥有系统管理等所有权限。全厂管理拥有对整个工厂进行生产设备实时数据远程监测的权限,生产车间和生产线管理则分别对应拥有具体生产车间和生产线的生产设备实时数据远程监测权限。按照系统管理所定义设置的用户,输入用户名和密码后即可完成系统登录。
系统建立工厂级、车间级、生产线级和设备单元级的生产设备信息监控画面。画面具备三维生产设备实时状态显示功能,最小可显示画面到机台,能够进行模块化分区选择,显示相关数据。设备运行过程中,当实际状态与重点工艺控制参数不符的时候,系统具有报警信息实时突出显示和历史统计等功能。
如图4为冲床生产设备信息监控画面截图,在该画面截图左上方可显示冲床的三维图形。在左下方生产统计模块可显示其冲压次数、冲压时间、设定片数、冲压速度、冲压片数及冲料架数等实时数据。在右上方设备状态模块可显示其运行、停机、报警及通信状态。另外,该模块还可统计作业时间、停机时间、生产时间和故障时间。在该画面截图右下方异常信号模块则显示发生异常的项目,有紧急停止、光栅保护、气压过低、油压过低、整机润滑故障、主机变频故障、分机变频故障及储油罐缺油报警等。通过该画面可对生产过程进行可视化监视,能够实现生产过程实时状态及生产设备故障实时报警和统计显示。从而提高了生产过程透明度,为生产管理提供了有利工具。
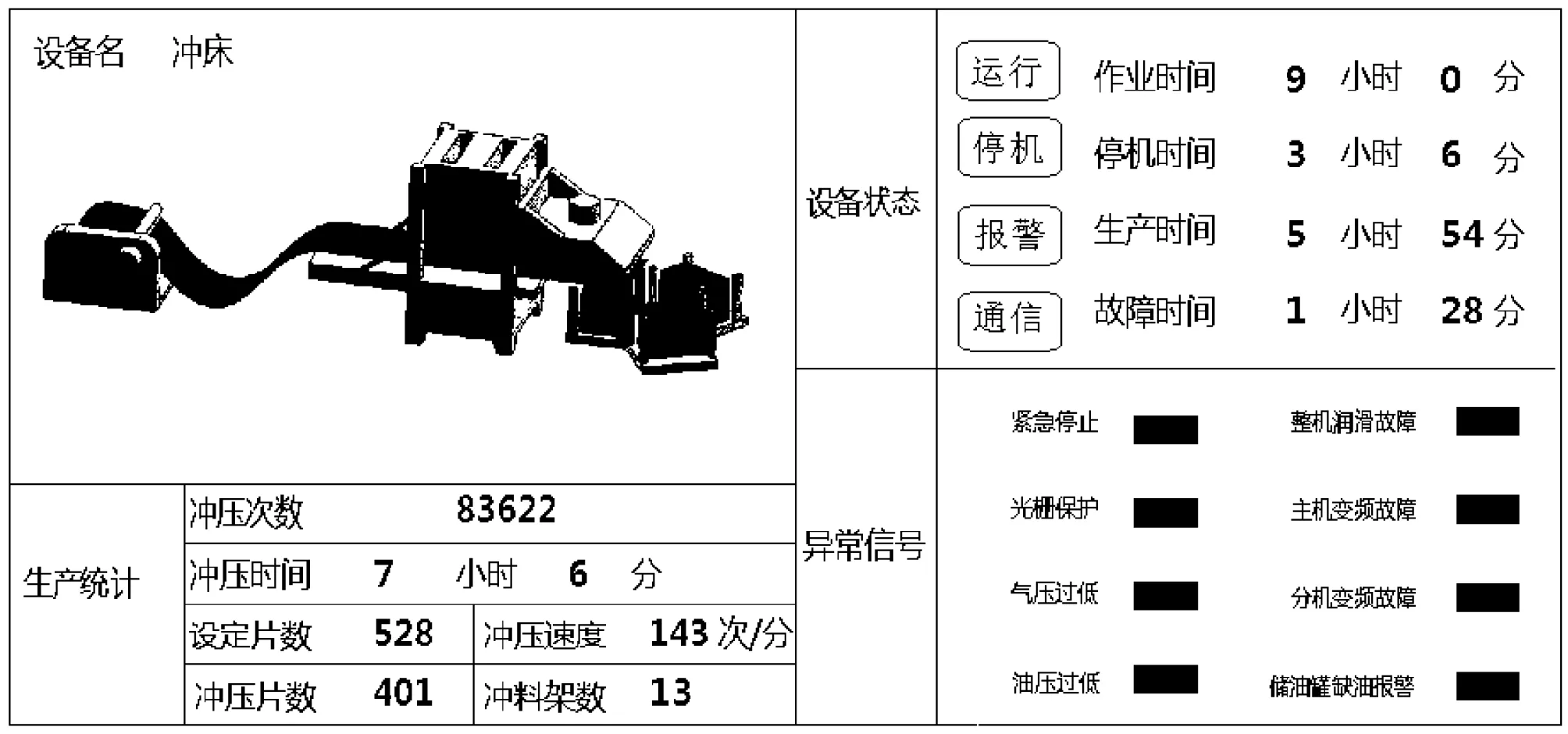
图4 冲床生产设备信息监控画面截图
报表统计分析通过预定的要求自动生成所需要的统计报表和分析图表。具体有生产报表、仓库报表、消耗统计报表、生产设备统计报表、生产数据汇总表及生产异常工时统计表等。系统具备强大的查询功能,可以用表单中的任何字段作为查询条件自动生成各类报表,并可导出和打印。
如图5为停机时间统计报表显示画面截图。图中报表纵坐标表示停机项目,横坐标表示停机时间。图5表明,胀管机停机、烘干机停机、左机器人报警停机、码垛机停机、搬运机械臂停机、产品变更停机及吹氧化皮机缺料停机时间分别为2.4、2.3、0.9、0.4、0.3、0.2和0.1 min。这些统计数据,对于确定影响生产线正常运行的主要原因,并有针对性地采取措施来提高生产设备运行效率,具有重要参考价值。
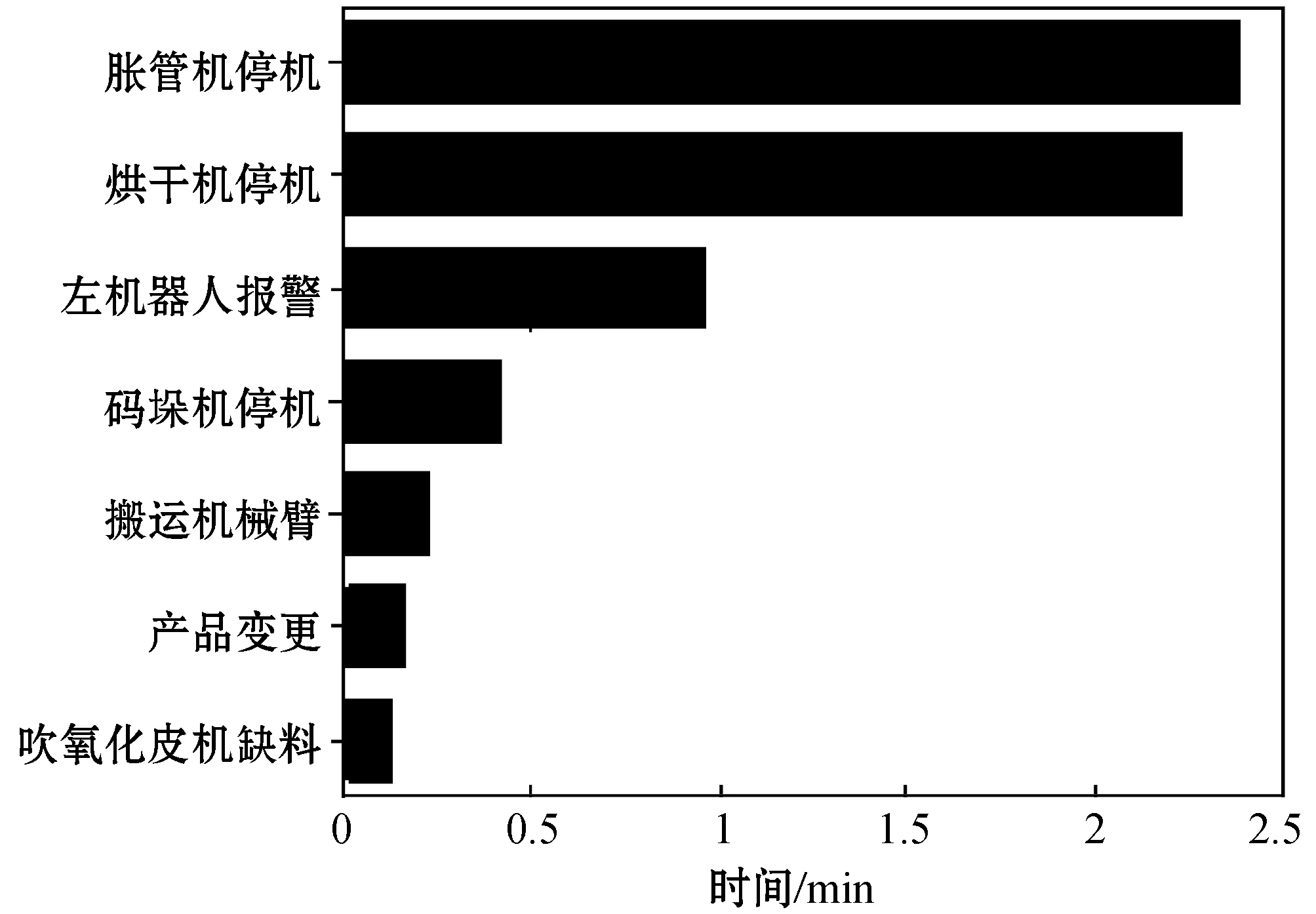
图5 停机时间统计报表显示画面截图
5 结 语
本研究基于OPC UA实现了生产过程中多台不同类型分布式生产设备控制器的实时数据采集与转换,并通过对实时/历史数据库和关系数据库的综合开发应用,完成了数据存储和二次处理。最后,开发了B/S模式的Web系统,可实现远程浏览器与Web数据库的数据实时交互。工厂相关管理人员在各自办公场所就能及时监测现场生产设备作业状况,从而可快捷和准确地了解现场生产数据,更好地进行生产管理和决策。钣金厂32台关键生产设备实时数据远程监测应用表明,系统功能完全满足生产设备实时数据远程监测综合管理需求,提高了生产效率。研究成果在制造企业具有一定的推广应用价值。
