工艺参数对桌面级3D打印机精度影响的研究
2018-09-21黄静薇张香月汪泓寰
黄静薇, 张香月, 汪泓寰, 肖 旭, 田 萌
(成都理工大学核技术与自动化工程学院, 四川 成都 610059)
引言
伴随着全球制造业的不断进步,3D打印从20个世纪80年代的崭露头角到现在的大显身手,这一切与它操作简单、成型速度快,支撑容易去除、无环境污染破坏等特点息息相关,符合我们所倡导的绿色制造概念。因此各个国家都希望能掌握其核心技术——打印成品的精度。
1 填充方式
3D打印是通过熔融丝材层层叠加的,因此具有许多的填充方式,如linear(线性)、Hilbert(希尔伯特曲线)、Hexagonal(六边形)等方式。不一样的填充方式都会引起打印件的表面粗糙度、材料耗费量等发生变化。
填充方式指的是:喷头在打印件内部打开网格的形式。
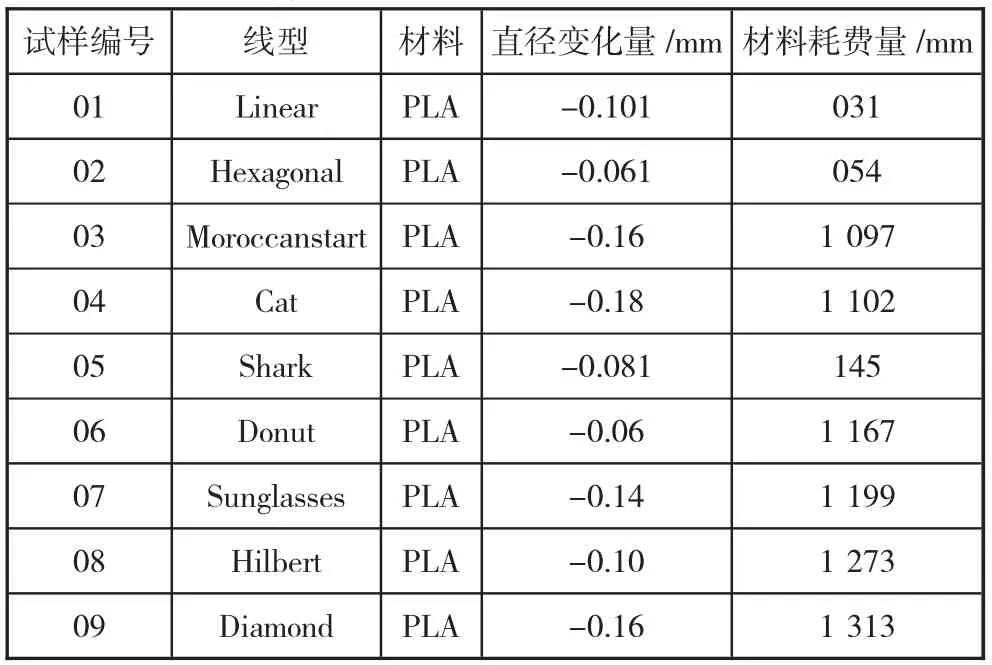
表1 填充方式为变量时材料耗费量变化
2 热床温度
当热床温度低于30℃时,打印产品容易出现翘边甚至打印失败现象。当热床温度高于50℃时,则会使喷头所喷出的熔融态材料不能及时冷却,即当一层未凝固时下一层就已经覆盖在此层之上,从而使得模型出现变形的现象。
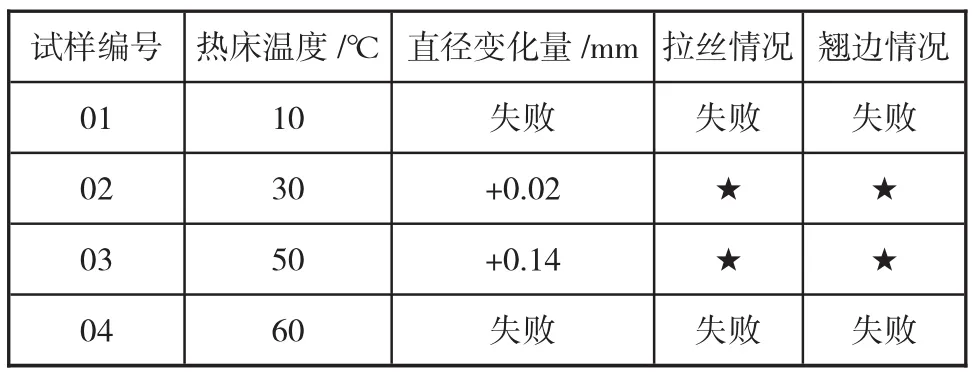
表2 热床温度为变量时打印产品状况
图1 热床温度过低时的模型打印状况
图2 热床温度过高时的模型打印况
3 回缩距离
回缩距离指调整长丝在行进之前被拉回到挤出机中的数量。增加回缩距离可能会对挤出机的使用寿命产生负面影响。如果模型显示出拉丝的迹象,增加拉伸距离可能会有所帮助。也可能是由于灯丝暴露在潮湿或潮湿的环境中造成的。当回缩距离越小,表面粗糙度变得越大,拉丝和翘边情况随之严重,故而材料的打印精度越低;反之当回缩距离变大时,而打印机的最大回缩距离为1.6 mm,表面粗糙度变得越小,拉丝和翘边情况随之减轻了,材料的打印精度变高。
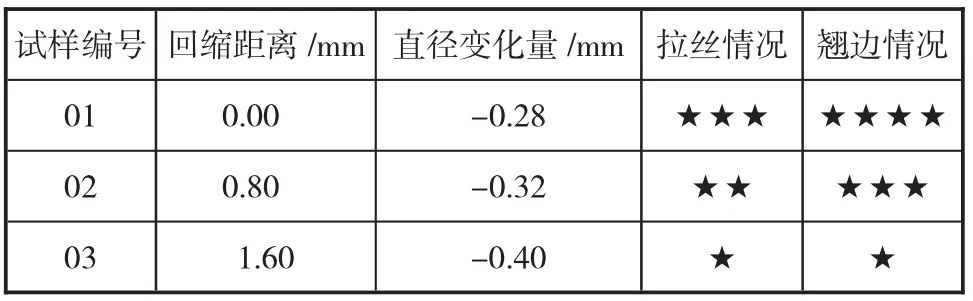
表3 回缩距离为变量时打印产品状况
4 填充密度
在3D打印中的填充密度指的是模型打印时内部材料填充的比例。如100%填充就是完全实心填充,0%即空心填充。填充指的是在所打印产品的外形结构里面填充,所以0%并不代表不填充,而是结构内部为空心。因此,填充密度越小,打印件的强度越低,花费的打印时间很少,填充密度越大,模件的强度虽然增加了,但所用时间增加了。所以,当选择填充密度时,需要根据实际情况来选择。经过了一系列实验,在这里推荐填充密度最好选择20%~40%。
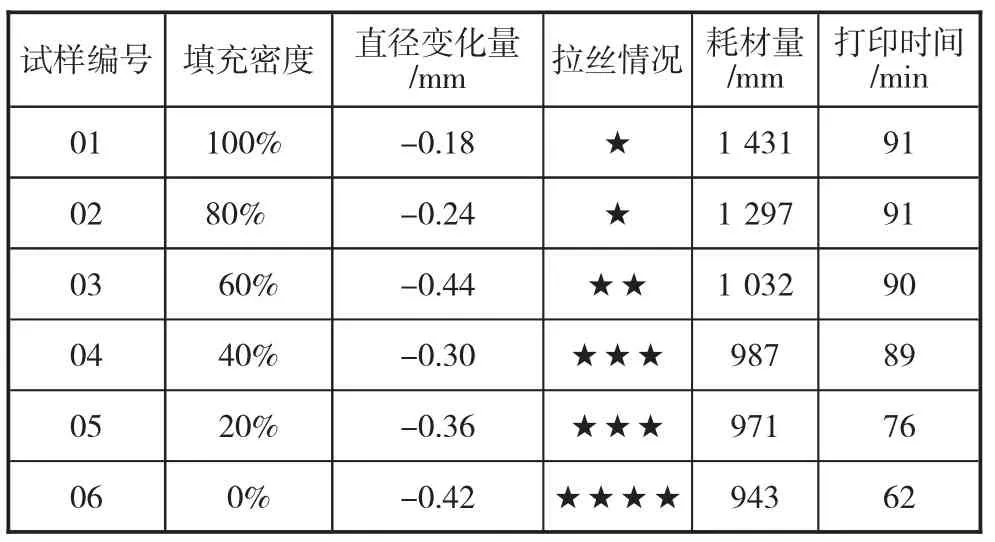
表4 填充密度为变量时产品所需打印时间的变化
5 结论
本文对影响MakerBot Replicator Z18 3D打印机打印成品的几个工艺因素逐一做了对比实验,通过这些实验数据的分析统计,给出了一些因素的最佳数值或范围。当然,不可能每个因素都有最佳数值,这是因为每个人对打印的产品使用要求不同,其中一些因素选取要根据实际需求来定。结论如下。
1)本实验所使用的仪器设备是MakerBot Repl icator Z18 3D打印机,所以使用的材料是PLA,对于不同颜色的材料,经实验得知绿色的综合性能相较于其他颜色来讲要优秀一些。
2)填充方式有许多种,其中按照打印产品的综合性能来讲,线性打印所得成品最好。
3)当热床温度高于50℃或低于30℃时会出现打印失败的情况,所以打印最佳热床温度为30℃~50℃为最佳。
4)回缩距离越小,其打印产品的粗糙度很大,拉丝以及翘边情况会更严重,由实验数据可知,回缩距离越大打印效果越好,因该仪器的最大回缩距离为1.6 mm,所以最佳回缩距离为1.6 mm。
5)填充密度的取值范围在20%~40%之间可获得理想的模件,因为在此范围内打印时,花费的时间少,拉丝情况不严重,翘边情况也还可观,最重要的是模件强度对于一般零件的使用来说适中。