多组分保暖絮片生产实践分析
2018-09-20季延,丁盛,徐红
季 延,丁 盛,徐 红
(1.巴音郭楞职业技术学院,新疆 库尔勒841000;2.新疆大学,新疆 乌鲁木齐830046)
随着人们对生活要求的不断提高,新型多组分保暖絮片作为填充物被广泛应用到冬季服装和家纺用品,给人们带来温暖的同时也给企业创造了利润。结合新型功能性纤维和现代热风粘合非织造布生产工艺技术,开发不同种类质地轻薄、保健又保暖的多组分保暖絮片有助于提高产品附加值,提高企业经济效益。
1 混配方案
为保证填充絮片具有质地轻薄、保健又保暖的性能,选择棉花、竹炭纤维、远红外纤维、三维中空涤纶、普通涤纶、ES纤维为原料进行混配。为保证絮片平整性和保暖性,在生产中将絮片分成面层和里层两层,面层来提升絮片的强力、耐磨性和外观平整性,里层来保证絮片的保健性、蓬松性和保暖性。根据前期实验室结论,选择出3种最佳性能的混配方案,并在工厂车间内试验。4号样品为老产品,未分层。混配方案如表1所示。
2 生产工艺调整
2.1 工艺流程
纤维预处理→开清棉→盖板式梳理→交叉铺网→平网型热风粘合加固→卷绕[1]。
2.2 纤维预处理

表1 工厂内试验混配方案
由于新疆空气干燥,涤纶与ES纤维开松梳理时易产生静电,造成飞花、混合不匀、铺网不匀等问题。新疆棉纤维糖分含量较高,热风粘合加热到130℃左右时容易发黄,造成产品外观及性能的下降。在生产车间温湿度调控能力不具备的情况下,改造成本较高,因此混配前对部分纤维进行预处理有利于回潮率的控制。对于涤纶与ES纤维,为减少静电产生和降低生产成本,采用洗衣粉水作为防静电剂或专用防静电剂,喷洒在纤维上。对于棉纤维,将其放置于密封湿热的房间内一星期,待棉花充分吸收水分后,再将房间门窗快速打开,使棉纤维表面水分迅速蒸发。水分蒸发过程中,棉纤维内部一部分糖分被带走,外干内湿,含糖量降低,也便于开松梳理顺利进行。
2.3 铺网
生产中采用并联式铺网形式,将数台交叉铺网机并联起来,产出的纤维网再共同叠加铺在同一个网帘上,形成具有一定厚度和克重的纤维网。该生产采用四台铺网机进行叠加铺网,其中第一台铺网机专铺面层,该层纤维网紧贴网帘,后三台铺网机铺里层,铺在面层纤维网之上,叠加达到设计的克重后就可以输入热风烘燥机进行热熔粘合加固。
2.4 热风粘合加固
该生产选用平网热风机,根据工艺需要分成预热区、加热区和定型区三个区域。虽然热风机占地面积较大,但可以保证絮片受热时间,热熔纤维充分熔融、粘合与定型。蓬松的纤维网输出热风机后,进入冷却区,首先受到轧辊挤压,纤维间缠结点增多,形成更多粘结点,提高了粘合加固的效果,同时不平整的蓬松絮片厚度变薄,平整性变好,保证了絮片的表观质量。纤维网被冷却风降温,基本固结,再经轧辊挤压后形成最终成品。
3 工艺参数调整
3.1 热熔纤维含量
该生产选用的热熔纤维为ES纤维,其混配比例一定要科学合理。ES纤维比例过小,加固效果不好,产品强力与平整性降低,成品表面容易起毛;ES纤维含量过大,纤维网平整性变好,强力增加不明显,保暖性下降,手感也发硬。通过试验,发现最佳含量为面层ES纤维含量为22%,这样可以保证絮片的强力、平整性和抗起毛起球性能指标;里层ES纤维含量为15%,这样可以保证絮片的蓬松性,不至于絮片过于板结。
3.2 熔融温度
烘箱温度对絮片的表观质量与内在性能有很大影响。ES纤维熔融温度一般在130℃左右。为使热熔纤维能够充分熔融并与其它纤维充分粘合,并考虑到热风烘箱烘燥效果,通过多次试验,发现热空气温度控制在150℃左右效果最好,这时所测絮片的强力与平整性都比较好。由于烘箱内热空气口与絮片有一定的距离,所以要保持热空气温度高于烘箱平均温度20℃左右。热空气温度过低,不能使热熔纤维充分熔融,造成产品强力与表面平整性的下降,但白度较好;热空气温度过高,热熔纤维充分熔融,粘合效果较好,但过高的温度致使絮片中的棉花和ES纤维发黄,造成表观质量的下降。并且温度过高会使热熔纤维过分熔融,粘合点处的纤维状整体被破坏,失去了原有的纤维结构,絮片强力会降低。
3.3 熔融时间和网帘速度
熔融时间与烘燥时间主要靠热风烘箱的网帘速度来控制,网帘速度的大小是影响絮片产品质量的一个重要因素。烘燥时间较短时,热熔纤维没有完全熔融,粘结效果不好,强力与平整性都一般,且絮片易产生分层现象;如果时间增加,能使热熔纤维完全熔融,粘合效果好,絮片的强力与平衡性都比较好;当熔融时间太长时,热熔纤维熔融部分已经完全熔融,粘结点数增加不明显,粘结效果难以提升且浪费能源,另外,棉花与ES纤维易变黄,影响絮片表观质量。网帘速度需根据烘燥风压、絮片克重、絮片厚度等参数进行调整。
3.4 热空气风压
热风烘燥质量跟热空气风压直接相关。风压过小,纤维网在运行中不易被完全穿透,造成絮片中间层粘合效果不好,强力下降且易分层;风压过大,风虽可以完全穿透纤维网,使热熔纤维充分熔融,但易造成纤网的破坏,使产品平整性下降。
3.5 网帘网孔大小
影响产品平整性的重要因素还有输网帘网孔大小和网帘经纬网线衔合方式。网孔过小,絮片平整性较好,但造成热风穿透纤维网困难,热粘合效果较差;网孔过大,絮片平整性较差,但热粘合效果较好。网帘是否适合热风烘燥工艺可通过实际生产情况判断。
4 保暖絮片性能测试
4.1 絮片保暖性测试
使用YG606型平板式保温仪,按照GB/T 11048—1989《纺织品生理舒适性稳态条件下热阻和湿阻的测定》[2]标准测试样品的保暖效果。
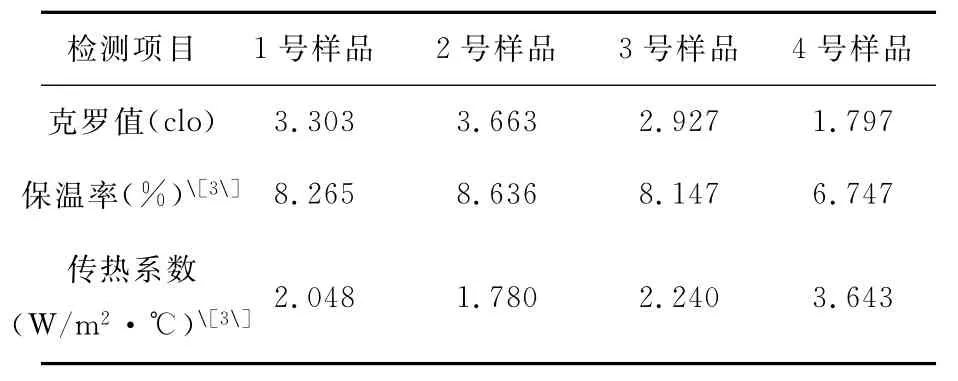
表2 多组分保暖絮片保暖性测试
从表2可知,克罗值越大,保暖絮片的保温率越大,传热系数越小。对于这四个试样,其克罗值从大到小依次为2号、1号、3号、4号。2号试样保暖性最好的主要原因是:三维中空纤维的添加,致使2号絮片蓬松度最好,含有的静止空气较多,并且竹炭纤维也含量较多,保证了絮片具有较好的保健与保暖效果。而对于4号旧产品,仅混有普通涤纶,蓬松性一般,含空气率不能保证,在潮湿的检测环境中克罗值会变小。
4.2 絮片蓬松度测试
将10cm×10cm质量为m的试样上放置质量为100g的压板,轻压1min后测得絮片厚度为h。计算公式为:蓬松度(cm3/g)=
从图1可知,絮片随着三维中空纤维含量的增加蓬松度也逐渐增加,静止空气量增多,保暖性提升,有利于絮片变轻薄。絮片用途不同,对蓬松度要求也不同。例如军用棉被的蓬松度太大,絮片很难折叠成规则形状,影响美观。

图1 四个试样的蓬松度
4.3 絮片强力测试
采用YG065H型电子织物强力仪测试,得到样品纵横向断裂强力等机械指标。

表3 多组分保暖絮片纵横向断裂强力
从表3可知,四个试样中4号旧产品强力最大,三维中空含量较多时絮片强力较小,新开发产品的强力普遍要低于旧产品。主要原因为新开发三个试样都含有中空纤维,絮片蓬松度比较好,ES纤维与其它纤维的粘接点就相对减少,在同样的环境中,4号样品粘结点较多,加固效果更好,絮片强力更好,并且由于交叉铺网机的缘故,絮片横向强力大于纵向强力。
5 结论
多组分保暖絮片生产实践中,新产品的开发需要对生产设备及工艺进行改造与调整。纤维混配前要进行预处理,如对棉纤维进行调湿与脱糖处理,涤纶与ES纤维进行防静电处理。新产品分面层与里层两部分,面层热熔纤维含量较多,是絮片强力和外观平整性的保证;里层热熔纤维含量少,保暖性纤维较多,蓬松度较好,絮片保暖效果好。开发的新产品强力略低于旧产品,但保暖性远好于旧产品。
