钢卷小车比例液压系统及控制方案分析①
2018-09-20李麒
李 麒
(常州宝菱重工机械有限公司, 江苏 常州 213019)
引 言
钢卷小车广泛用于各类钢卷生产处理线,设备的性能直接影响钢卷生产线的产量和质量。钢卷小车是钢卷生产过程中连接起整个生产工序各个生产环节的必不可少的设备之一,具有结构简单、输送平稳、装卸动作灵活快捷等优点,广泛应用在薄板轧制、薄带连铸、退火酸洗、重卷等钢卷生产处理线上[1]。钢卷小车的主要作用是将钢卷从卷筒上卸下来,运输到打捆站[2]。由于各种钢卷生产处理线的工艺要求和设备设计的不同,钢卷小车主要采用的动力模式也不同,主要有全液压式、液压升降与电动横移相结合两种。由于钢卷重量最大可以达到35吨左右[3],钢卷小车承载量大时,使用液压升降就成了必不可少的动力源。
1 钢卷小车工作原理
图1所示的是薄带连铸项目中的卡罗塞尔卷取机用钢卷小车的外形图,此钢卷小车采用的是液压升降+电动横移模式完成相关动作。带钢进入到卷取机之前,钢卷小车使用电机横移到卷筒下方的初始位置,然后钢卷小车根据钢卷的直径大小上升到一定高度后停止,卷取机卷曲带钢完成后,钢卷小车再次进行上升动作,托住钢卷,卷取机慢速旋转卷筒使得钢卷尾部正好压在钢卷小车的托辊上,然后卷筒收缩并慢速反转,钢卷此时脱离卷筒,重量集中在钢卷小车上,通过钢卷小车的同轴减速电机横移到打捆站进行打捆作业[4]。
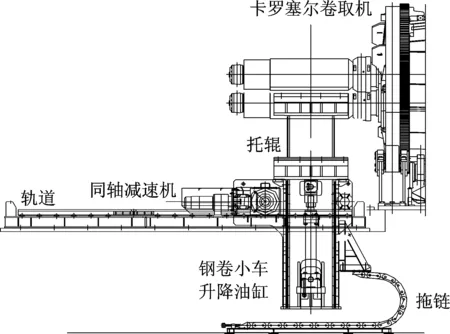
图1 钢卷小车外形示意图
2 液压升降系统对比
目前,钢卷小车液压升降系统主要有以下几种控制方式:
1)采用两个远程溢流阀控制钢卷小车升降的压力,只有高压和低压两种压力模式可选,即事先手动设定好两个远程溢流阀的压力设定值,此种压力控制方式不能根据各种钢卷的重量自动进行系统压力调整,若钢卷小车液压升降系统压力不够或者压力过大,不能满足钢卷升降时对系统压力的需求,钢卷小车从卷筒上卸卷横移过程中,极易引起钢卷迅速下坠,对卷筒产生很大的冲击载荷,引发安全生产事故[5]。
2)采用伺服阀系统控制钢卷小车升降的速度和所需压力,伺服系统控制方式能够很好地满足钢卷小车的各项性能要求,并且系统相对简单,使用的液压阀数量较少。但是,钢卷小车压力控制精度无需特别精确,主要目的是满足钢卷小车在横移时,钢卷与卷筒不产生干涉;再考虑到成本因素,比例阀完全能够满足要求,而且伺服系统对油液的清洁度要求很高,使得油液管理成本加大,而比例阀无需清洁度很高的油液。
3)采用远程比例溢流阀+压力传感器+单向节流阀闭环控制钢卷小车升降的压力和流量,满足安全卸卷运输的要求,并且油液管理成本大幅降低。
3 比例控制液压系统3.1 控制原理
如图2所示,钢卷小车比例控制液压系统主要由比例溢流阀、先导控制减压阀、电磁阀、单向节流阀、压力传感器、紧急防坠阀等组成。比例溢流阀、压力传感器和PLC组成闭环控制系统,压力传感器将检测到的压力信号传给PLC,PLC经过自动计算后,将计算后的信号传送到比例溢流阀中,控制比例溢流阀的设定压力,进而控制先导控制减压阀的出口压力。

1.比例溢流阀;2先导控制减压阀;3单向阀;4远程溢流阀;5三位电磁换向阀;6两位电磁换向阀;7液控单向阀;8单向节流阀a;9单向节流阀b;10压力传感器;11紧急防坠阀;12油缸图2 钢卷小车比例控制液压系统图
3.2 控制方案分析
3.2.1 钢卷小车上升
计算机事先计算出钢卷的最终重量,计算机根据式(1)自动计算出托卷压力值,然后将托卷压力值信号传给比例溢流阀,控制比例溢流阀的设定压力,进而控制先导控制减压阀的出口压力。托卷压力值计算公式为
(1)
式中Wc为计算机计算出的钢卷最终重量(kgf);Wf为钢卷小车自身重量(大约4500 kgf);Dh为油缸无杆腔直径(cm)。
比例溢流阀压力设定完成后,三位电磁换向阀和两位电磁换向阀得电,液压油通过单向节流阀b对油缸上升速度进行调节。油缸带有位移传感器,从初始位置上升到预定位置后停止,此预定位置是由计算机自动计算出钢卷半径+安全距离得出的。等到卡罗塞尔卷曲机卷曲钢板完成后,钢卷小车开始二次上升,等到接触到钢卷后,压力传感器检测到的压力值逐渐上升,一直上升到事先计算出的托卷压力值后,PLC控制三位电磁换向阀和两位电磁换向阀,使其失电回中位,油缸停止上升进行保压,并且PLC也控制比例溢流阀,将比例溢流阀的压力设定为最小值,主要目的是为油缸的下降做好准备。
3.2.2 钢卷小车横移
钢卷小车上升托卷停止后,卡罗塞尔卷取机的卷筒收缩并慢速反转,钢卷重量全部落在钢卷小车上,此时上、下压紧辊脱离钢卷,卷筒外支撑旋转脱离卷筒。以上动作完成后,钢卷小车的同轴减速机启动,进行慢速横移动作,钢卷脱离卷筒位置后,进行高速横移,即将到达打捆站时,钢卷小车再次切换到慢速直至钢卷小车完全到位,此横移过程中的高、低速横移切换是由安装在轨道上的接近开关提供信号的。
3.2.3 钢卷小车下降
钢卷小车到达打捆站的鞍座位置后,进行下降动作,将钢卷放置在鞍座上进行自动打捆作业。此时三位电磁换向阀和两位电磁换向阀得电,液压油进入到油缸的有杆腔中,液控单向阀打开,从油缸无杆腔出来的液压油经过单向节流阀a调速后,回流到油箱中;若仅靠单向节流阀a调整下降的速度,则无法满足钢卷重量不一样时,钢卷小车下降速度保持恒定的要求。
本文提出的钢卷小车液压系统中使用的是单向节流阀,钢卷小车下降速度由单向节流阀a控制,无论钢卷重量变化,在单向节流阀a的节流面积未变的情况下,只需单向节流阀a两侧压力差保持恒定,即可以保证速度恒定[6]。钢卷小车下降时,单向节流阀a出口侧压力值为0,进口侧压力是由钢卷重量+小车自重+油缸有杆腔的压力共同决定的,油缸有杆腔的压力是由比例溢流阀进行控制的。只需保证压力传感器检测到的压力值恒定,钢卷小车承载不同重量钢卷时的下降速度即可保持恒定。压力传感器检测的压力公式
P压力传感器=P钢卷+P小车+P比例阀
(2)
若P钢卷变大,P小车不变,P比例阀就要变小。
若P钢卷变小,P小车不变,P比例阀就要变大。
整个压力调整过程是由压力传感器实时检测,将压力信号传给PLC,PLC经过分析后调节比例溢流阀的设定压力。整个过程完全实现自动控制。
3.3 系统优点分析
此比例液压系统具有以下优点:
1)液压系统采用比例控制+反馈控制相结合的方式,具有较高的自动控制精度,满足钢卷小车动作的要求。液压系统简单可靠,成本较低,油液管理费用无需增加。
2)钢卷小车采用液压升降+电动横移的动力方式,避免使用大行程油缸,并且电机控制更加方便。
3)液压油缸的无杆腔管路中安装有紧急防坠阀,防止钢卷小车拖链中的软管老化爆裂,油缸突然下滑引起的安全生产事故。
4)液压系统中的比例溢流阀、先导控制减压阀、单向阀和远程溢流阀共同组成了压力精确控制模块,先导控制减压阀和远程溢流阀的压力值都由比例溢流阀设定,单向阀的开启压力为0.05 MPa,所以先导控制减压阀出口压力值比溢流阀压力值小0.05 MPa,压力控制精度高。
4 结束语
本文通过对钢卷小车的几种液压控制系统进行了对比,着重分析了钢卷小车的比例控制液压系统及具体动作过程。此钢卷小车具有控制精度高、成本较低、安全可靠等优点,已在国内多家钢厂广泛应用。