乳化液浓度传感器的标定
2018-09-18张佩,张帆
张 佩, 张 帆
(山西省长治经坊煤业有限公司, 山西 长治 047100)
引言
乳化液是煤矿一体化的重要工作介质,不仅起动力传递作用,而且对系统元部件起着润滑、冷却、防腐、防锈功能,是煤炭综采工作面上必不可少的工作介质之一,乳化液的浓度直接影响着井下工作面的生产效率和安全性。经研究表明,乳化液浓度过高或者高地均会对煤矿一体化设备造成影响。其中,乳化液浓度太低会导致煤矿一体化设备出现元器件被腐蚀的现象发生,进而降低了工作面的生产效率;而乳化液浓度太高会提升生产成本,不利于降低煤炭生产的利润空间。目前,我国煤矿液压支架的液压系统采用水包油型乳化液。为了保证煤矿一体化设备之间的完美配合,需保证乳化液浓度在规定范围内,因此,实现对乳化液浓度实时、快速的监测十分重要。
1 传感器与上位机的通信
在综采工作面中需要通过上位机读取乳化液浓度传感器采集的乳化液浓度值。因此,在实验室标定乳化液浓度传感器也需保证传感器与上位机的正常通信。首先,通过USB转485的转换器实现上位机与传感器的连接,而后基于传感器的参数完成对上位机的参数设置,进而实现上位机与传感器的正常通信。然后,配置不同浓度的乳化液,明确传感器内部寄存器 40001、40419、40420以及 40421的值,即完成传感器的标定[1]。
1.1 上位机参数设置
为了保证GND15型乳化液浓度传感器能够与上位机进行通讯,需保证传感器的参数设置值与上位机的参数设置值相同。根据该传感器的主要技术指标,上位机各项参数的设置值为:上位机的通讯协议选择ModBus RTU通信协议;上位机的最小采样周期设置为2.5 s;上位机的通讯接口为RS485接口;上位机通信设备地址设置为出厂03;。经过一系列的设置后,上位机设置结果如图1所示。
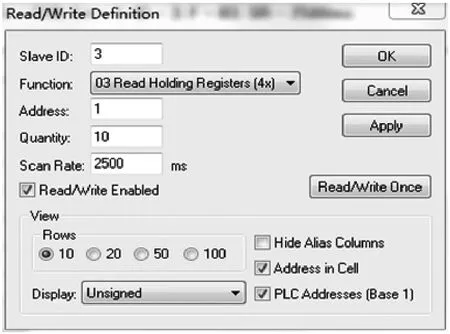
图1 上位机的参数设置结果
1.2 乳化液浓度传感器与上位机的电气连接
由于GND15型乳化液浓度传感器将测的结果是通过485信号输出的。因此需要一款USB转485的设备实现上位机与传感器的顺利通信。根据传感器电缆图,将需要标定的传感器与上位机连接起来,即完成了上位机和传感器的电气连接。
GND15型乳化液浓度传感器与USB转485转换器的接线图如图2所示。

图2 传感器与RS485转接口接线图
为了保证传感器可以稳定工作,根据传感器工作的额定电压为直流12 V。在本次试验中采用高精度仪表电压为传感器的正常工作供电[2-3]。
2 传感器标定方法
传感器的标定指的是通过对已知浓度的被测液体测量,进而可以得到传感器寄存器读数与浓度值之间的关系。本次标定需要对两种样品进行测试:一个为零点标定,即研究对象为纯水;另一个为样品标定,即研究对象为一定浓度的乳化液。
本次试验乳化液浓度传感器具体标定步骤为:
1)首先,根据上述2所述的步骤实现传感器与上位机的连接和上位机各参数的设置。
2)其次,准备被测试的样品,本次标定需完成对纯水和两种不同浓度乳化液的标定。其中,两种乳化液的浓度分别为2.940 86%和3.908 74%,并将这三种被测对象的浓度值分别记录于寄存器23、25和27中。
3)为了保证测试数据的准确,将传感器置于被测液体中,待寄存器4009读数稳定后,将其记录下来,对任何一种被测样品均读取20组数据。分别将不同被测对象所得的值处理后记录于寄存器19、20和21中。
4)另外配制不同于之前浓度的乳化液,通过读取寄存器40001中值验证上述标定的结果是否准确,并计算误差值。
将上述步骤重复几次后,最终得到较为精确的传感器的标定值[4]。
2.1 标定结果分析
将不同浓度的乳化液中寄存器40009中数据的读取如表1所示。
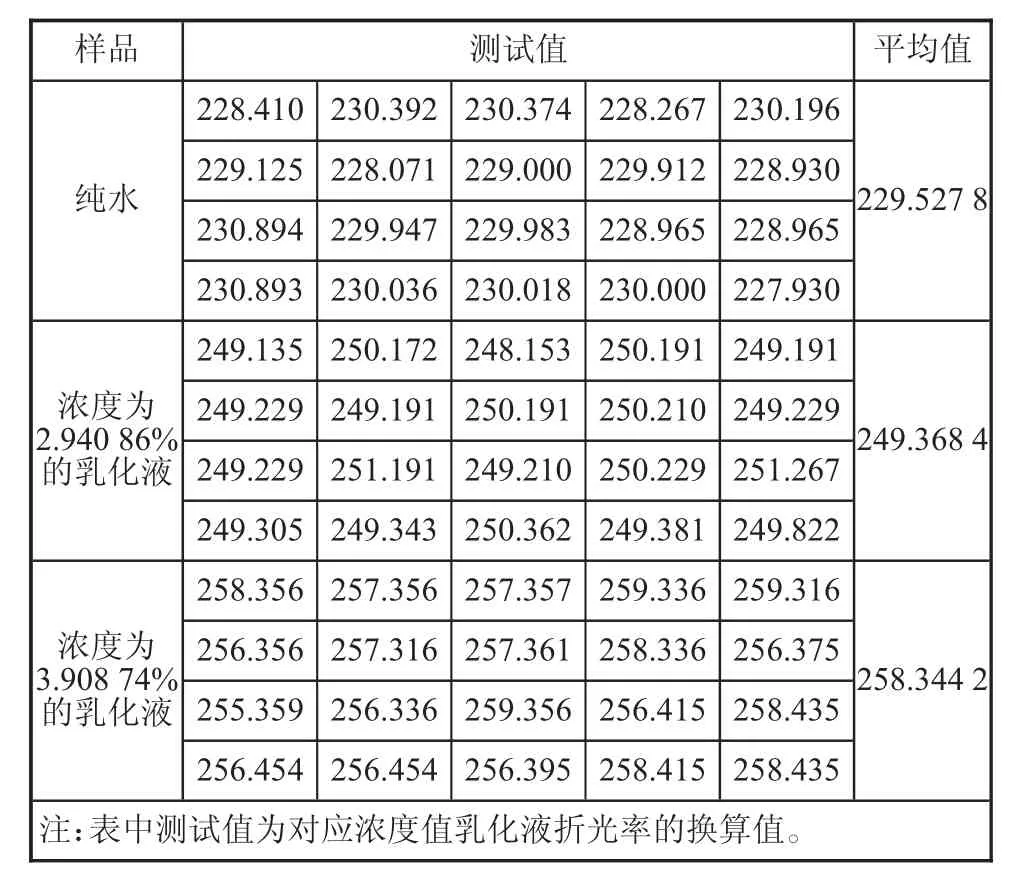
表1 试验数据表
将表1中不同被测样品的测试值进行处理后,得到不同样品下寄存器09中的平均值,并将计算得到的平均值记录于寄存器19、20和21中,记录结果如图3所示。
2.2 标定信号值的验证
完成上述纯水和两种不同浓度乳化液的标定后,即得到了不同浓度乳化液浓度的信号值。本次试验中,再配制两种不同浓度的乳化液,浓度分别为5%和6%。而在实际配比过程中,由于乳化油称量时的误差,导致最终被测样品的浓度为4.933 7%和6.352 85%。将传感器置于另外配制好的两种不同浓度的乳化液中,在上位机读取传感器40001中的值,即为乳化液浓度测量值。分别读取不同乳化液的十组浓度值,并记录如表2所示[5]。

图3 2.94086%乳化液和3.90874%乳化液的信号值

表2 乳化液浓度实际测量值 %
2.3 误差计算
通过计算可知,新配制两种浓度乳化液的测量值的相对误差为1.34%和1.13%。
3 结语
乳化液作为煤炭综采工作面的主要工作介质,也是实现煤矿机电一体化的重要介质。在实际工作界面,乳化液的浓度是否在标准范围内,直接决定煤矿生产的效率和安全性。因此,在煤炭综采工作面需时刻监视乳化液的浓度值。通过折光法实现了对GND15型乳化液浓度传感器的标定,并对标定结果进行了验证,其误差范围控制1.3%以内,为标定乳化液提供了一种重要方法。