海德鲁流化床造粒装置长周期运行的研究
2018-09-12黄卫星
黄卫星
(中海石油化学股份有限公司,海南东方 572600)
海德鲁流化床造粒是尿素工业大颗粒生产的主流技术,我国于20世纪90年代后期由中海石油化学股份有限公司首次引进该技术。该技术具有放空尾气污染小、缩二脲含量低、产品缓释长效等优良特性,生产的尿素颗粒在粒度分布、水分含量、球形度等方面与传统的塔式造粒工艺相比具有较大的优势;但其缺点是运行周期短、维护及维修的工作量大。在对该套装置的运行维护中消化吸收了流化床造粒技术并加以应用,达到了延长造粒装置运行周期的效果。
1 生产现状
海德鲁流化床大颗粒尿素造粒工艺的核心设备是造粒机。在稳定运行状态下,出料为均匀的颗粒状尿素。经连续运行一段时间后,出料会伴有块状尿素结晶;出料结块较多时,就会堵塞筛分系统,生产不能正常进行,必须停运造粒装置,清洗造粒机。清洗时,尿素前系统所生产的96%(质量分数)尿素溶液需贮存于贮槽中,待造粒机清洗干净后重新造粒。该造粒装置运行周期最长为48 d,最短为10 d,平均连续运行15~28 d。频繁清洗造粒机后,会出现系统蒸汽消耗增加、尿素产品质量不稳定等问题[1]。尿素装置的日常维护通常针对造粒装置,其中清洗造粒机是尿素装置最繁重的维护工作。清洗造粒机平均作业时间为4 h,同时需要安排相关设备的检查检修,操作人员劳动强度大、进度要求紧。清洗造粒机造成前系统负荷反复波动,尿素装置被迫停车的概率增加。
从历年运行周期的统计结果来看,1997—1999年运行周期要好于2000—2003年,2003—2004年对造粒系统采取一定的控制措施后,运行周期维持在20 d以上,有过28 d的运行记录,但总体上运行周期难以突破30 d瓶颈。2005年继续攻关,总体上运行仍不是很稳定。因此,需要对影响造粒系统长周期运行的相关因素进行研究,找出关键因素,总结规范的生产控制思路。
2 大修后造粒工况异常情况
造粒机运行周期不稳定的案例很多,每次原因都不完全相同。其中2005年初大修开车后,造粒装置的异常特别具有代表性,直接反映了造粒装置长周期运行影响因素的复杂,查找过程较艰难。2005年1月16日,大修开车后造粒工况出现异常,2月21日才找到根本原因,在短短的 37 d 时间里,清洗造粒机多达7次,平均间隔6 d清洗1次。具体清洗情况见表1。
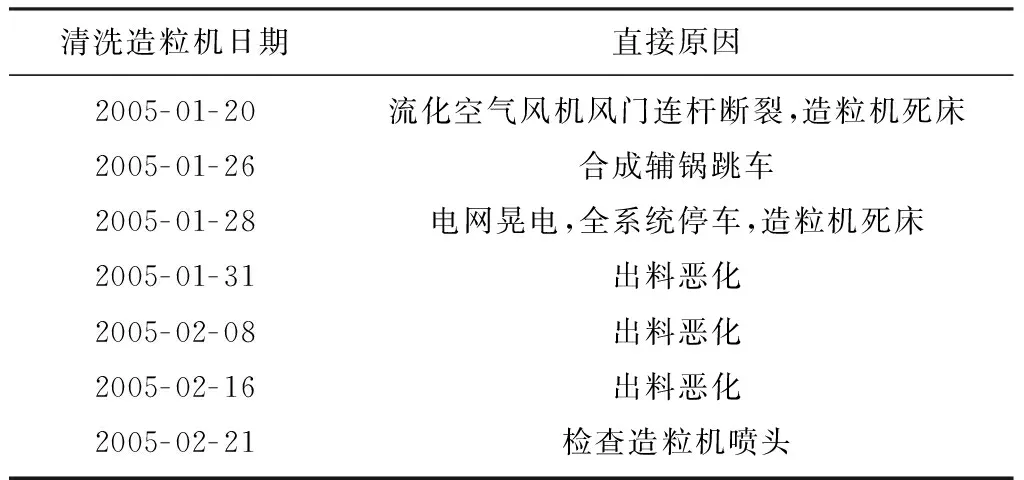
表1 造粒机清洗情况
造粒装置外在环境不稳定,大修后尿素系统运行一直不正常:①从2005年1月16日装置开车至2月21日,因前系统合成氨装置的辅锅跳车,导致整个尿素装置停车4次,尿素装置压缩机跳车1次,停电系统跳车1次,共计停车6次;②尿素造粒添加剂脲醛系统反应器堵塞,造粒给料尿液泵频繁汽化;③造粒机流化空气风机风门连杆断裂,直接造成造粒机死床。
3 查找故障过程
排除造粒机外在影响因素示意见图1,初步结论是造粒机本身问题(见图2)。

图1 排除造粒机外在影响因素示意
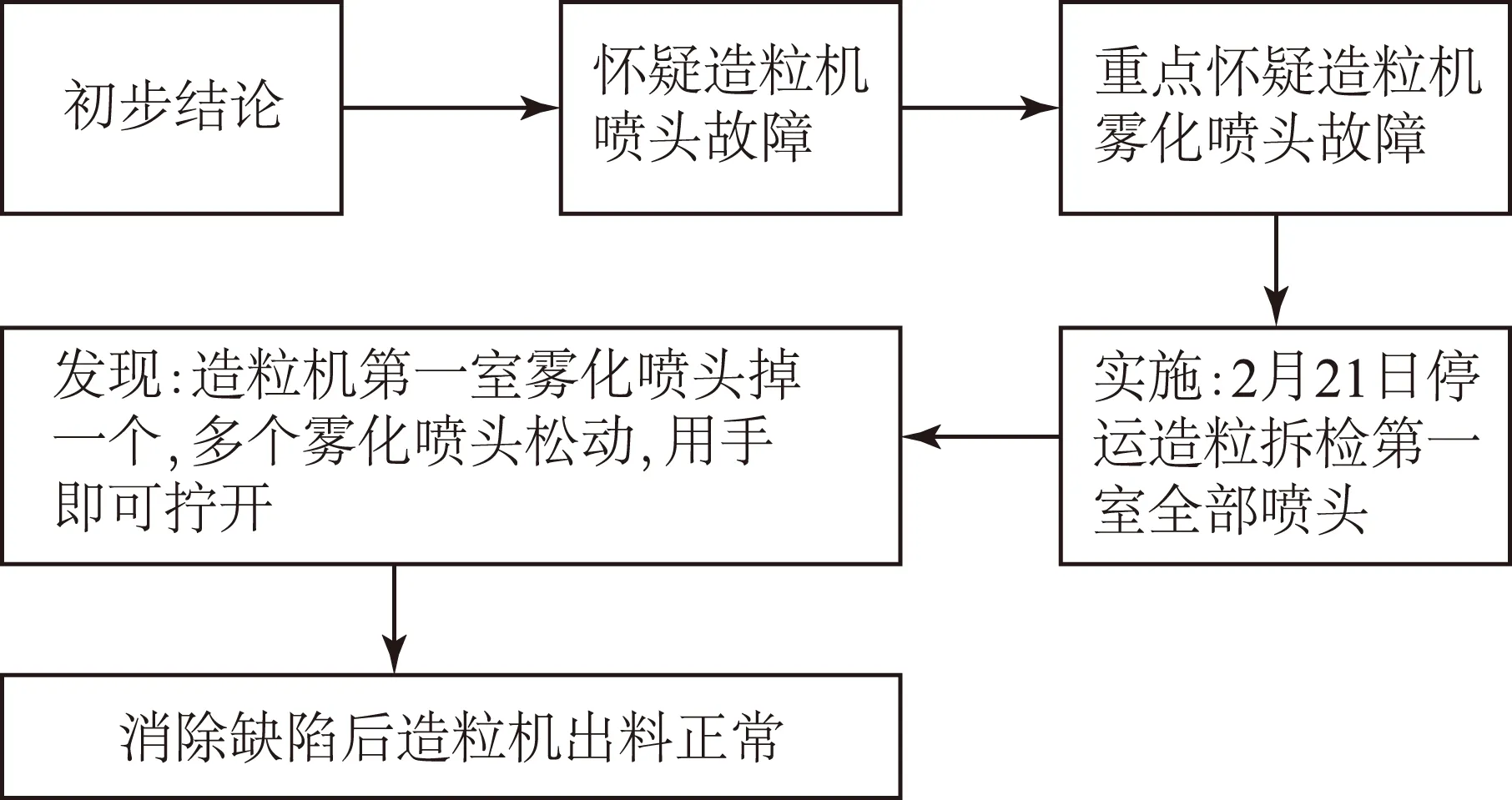
图2 初步结论示意
2005年大修后,造粒系统故障的查找过程是曲折的。首先,对造粒系统认识不到位,认为主要设备属于矿山机械,简单易于掌握;其次,在喷头检查中未能认识到尿液喷头的喷淋试验无法解决雾化喷头存在的问题,致使问题在较长时间后才得到解决。
4 分析影响流化床造粒装置长周期运行的因素
流化床大颗粒尿素造粒装置设备多,工艺复杂,需控制的影响因素较多。按人、机、料、法、环因果分析法总结影响流化床造粒装置长周期运行的因素有:喷头压力控制、造粒机料位控制、蒸发真空度控制、尿液水分控制、粉尘控制、脲醛添加剂反应的控制、流化空气风量、雾化空气压力、流化状态、破碎机破碎状态、振动筛筛分情况、造粒机温度、造粒机各室风量的调整策略等重要因素,必须判断和区分这些因素哪些是主要因素、核心因素、直接因素,哪些是次要因素、非核心因素、非直接因素。在判断这些因素对造粒机的影响时,要注意以下几点。
4.1 局部因素导致造粒机长周期运行的中断
造粒机共有3个造粒室和3个冷却室,3个造粒室共有9组喷头,每组23个,共207个喷头,这些喷头保证79 t/h左右的尿液雾化造粒。1个喷头出现问题将导致1排喷头不能正常投用,造成造粒机死床;个别喷头的问题会导致整个造粒机出料的恶化。
实践中发现,造粒机出现尿素大块的问题主要发生在第一室,统计结果表明其占造粒机运行故障的70%左右,往往发现第一室喷头的周围结块,局部的多孔板堵塞,其余两室均可继续运行。造粒机运行周期中断是由于局部故障,而非整体问题,因此可以得出结论是局部因素导致造粒机长周期运行的中断。
4.2 内因是关键
2006年以前,对造粒机的长周期运行进行了攻关研究,但运行周期一直突破不了30 d 的瓶颈。考察同类型装置,如富岛二期、宜化、马来西亚ABF装置等,发现其造粒装置的运行周期都比本装置长。究其原因在于一直围绕造粒机的外部因素进行探讨,犯了方向性错误,其实造粒机长周期运行的关键在于造粒机本身,主要有喷头问题、多孔板堵塞、造粒机结疤等[2],内因才是影响造粒机长周期运行的关键。确定了内因,就可通过分析各种因素对内因的影响来区分直接因素与间接因素、关键因素与次要因素等。
4.3 设备因素、造粒机的清洗和日常维护不容忽视
尿素造粒系统设备较多,主要有5台风机、3条运输皮带以及振动筛、破碎机、斗式提升机等,设备处于粉尘、高温、腐蚀性等恶劣环境中运行。由于所用设备多,往往一台设备发生故障将会导致整个造粒机停运。因此,设备因素对造粒机长周期运行的影响不容忽视;同时,造粒机的清洗程序、日常维护和计划性检修对造粒机的长周期运行也有重要影响。
5 影响造粒机长周期运行的因素
造粒机长周期运行的关键在于造粒机本身,内因是决定性的因素。造粒机内部因素可以概括为喷头问题和造粒机结疤两大类,其中喷头问题为核心问题,造粒机结疤是重要影响因素。同时,这两种因素又相互影响、相互作用,交织在一起。
5.1 造粒机喷头故障
该喷头为组合式,内喷头为尿液喷头,外部套一雾化喷头,雾化喷头内流通的热空气将尿液喷头喷出的尿液雾化。其中尿液喷头由喷头、转子、螺帽等三部分组成。喷头运行的关键在于带螺旋形尿液通道的转子。在喷出尿液过程中,该转子旋转,尿液被均匀地雾化成液滴,喷入造粒机内部流化床晶种上,通过累积长大的模式生成尿素颗粒。转子与喷头外壁间隔3 mm左右。在实际运行中,非常容易被前系统杂物堵塞,导致转子无法转动、雾化效果差,造粒机出大块[3]。
5.2 造粒机结疤
造粒机结疤是累积效应造成的,量变到一定程度会发生质变。造粒机结疤按部位可分为多孔板堵塞、造粒机内壁结疤、出口风道结疤。
(1)多孔板堵塞会导致造粒机流化空气风量下降,到一定程度后导致造粒机晶种不流化,喷头尿液直接喷在床层,使尿素粒子间发生粘连,形成大块,导致出料恶化。
(2)造粒机内壁结疤,特别是造粒机顶部结疤,累积到一定程度,脱落至造粒机床层中,压住喷头,喷头喷出的尿液直接喷在脱落的结疤上,不断长大,直至造粒机死床[4]。
(3)出口风道结疤导致造粒机出口负压无法维持,对造粒机的安全运行有一定的影响。
6 改进措施
6.1 喷头问题
6.1.1 安装
喷头的安装要求各喷头内、外喷嘴处于同一水平面、等高、同心。强调喷头的安装要求,密封严紧,采用耐高温聚四氟乙烯垫片,避免雾化喷头和尿液喷头螺纹间的泄漏[5]。转子进行除垢、打磨,变形损坏的丝扣要进行更换,确保每个喷头螺旋转子能自由旋转。考虑到尿液喷头加装垫片,同时需要调整雾化喷头高度。
6.1.2 维护
清洗造粒机时,一定要保证雾化空气管清洗彻底,需定期检查雾化空气各支管堵头,确认尿液是否漏入雾化空气侧。造粒尿液泵汽化时,要及时对喷头进行蒸汽吹扫,避免喷头堵塞。
6.1.3 系统物料洁净度管理
系统物料洁净度对于尿液喷头转子具有重要意义。合成氨和尿素前系统所有主流程物料及辅助物料最终都将通过尿液喷头,任何超过3 mm的颗粒都会导致喷头转子堵塞,一个喷头堵塞足以使整个造粒机死床,管理难度很大。因此,必须分析所有可能进入造粒机喷头和多孔板的物料,在物流管道上增加滤网,严格执行“三级过滤”。
具体措施如下:①尿液主流程管线加滤网、尿液泵进口滤网,造粒机入口管道滤网加大目数,定期清理。②加入的脲醛添加剂要特别加强过滤,防止高黏度聚合物对喷头的影响。③加强大修过程系统的清理。在大修时尿素高、中、低压系统的反应器、分解器要打开清理,焊渣、铁丝及锈蚀必须清理干净,换热器列管的分布管处积存的污垢要彻底处理,对系统的尿液储槽、工艺冷凝液储槽、甲醛储槽要专门列出计划,清理其中长期积存的缩二脲或聚甲醛,避免其开车后进入工艺主系统中。④正常系统运行中,杂质最大的来源就是造粒系统本身。造粒的粉尘洗涤系统,特别是除尘系统,由于采用的碳钢管道不耐尿素的腐蚀,会产生较多的锈渣,因此必须严格对物料进行过滤,滤网压差高时应立即安排更换,一般20 d左右就必须更换2个滤网。
6.2 造粒机结疤问题
针对不同的位置,采取不同的方法:①出口风道结疤,需加冲洗水喷头定期冲洗,避免尿素大块积累。②造粒机内壁结疤,可利用喷淋试验确定喷头在正常运行压力时喷射的液滴高度,以此高度来控制造粒机料位,避免过低料位时喷头喷出的液滴穿透流化床层,直接喷射到造粒机顶部,导致顶部结疤急速增长,并探讨内壁涂抹不沾材料,避免结疤的形成。控制进喷头尿液压力,在设计范围内压力越低越有利于减少粉尘的产生。对于造粒机结疤塌方的应急处理原则是立即处理,尽可能以最快的速度找出受影响的喷头组,并将故障的喷头组切出系统,避免故障的扩大化。③多孔板堵塞,需提高雾化空气喷头安装质量,避免高温雾化空气泄漏到多孔板,导致尿素颗粒高温熔化而堵塞多孔板。在流化风机出口软连接允许的情况下,应提高流化空气温度进行热吹。
6.3 操作规程的改进
6.3.1 优化造粒机清洗的控制
加强清洗造粒机过程的控制,保证每次清洗彻底干净,从以下几个方面改进操作方法:①停造粒之前,清扫造粒机返料管线及其连接设备积沉的粉尘,以防在开启造粒机风机时将管道内的粉尘吸入造粒机而污染尚未干燥的多孔板。②在尿液喷头清洗的同时,重视雾化喷头的清洗,一次清洗的雾化喷头不宜过多,1次3组,每组10 min为宜。③在造粒机烘干过程中,应保持造粒机导淋全开,并在造粒机返料前关闭,以此保证风道内的积水完全排放干净。④在造粒机烘干过程中,要对尿液总管进行充分排水,防止在投喷头时将管道中的水分喷入造粒机。⑤造粒机清洗完毕后,要及时烘干;若未及时烘干,重开造粒时要对造粒机各组喷头、多孔板重新冲洗。
6.3.2 正常维护规程的改进
(1)喷头从后向前减,避免加减喷头时产生故障而影响后续喷头。
(2)运行中要保持第一室的风量稳定。若发现第一室风量下降,要及时提风量,保证第一室的良好流化。
(3)造粒机出料发生异常时,要及时找出发生故障喷头所在的喷头组,关闭该组喷头,避免事故的扩大,以维持出料的正常。
7 结语
造粒装置长周期运行的核心在于造粒机。通过对海德鲁流化床造粒机喷头和内部结疤的研究,采取针对性的措施后,2006年造粒机的运行周期突破30 d的瓶颈,2007年运行周期最长可达38 d,至2013年取得运行48 d的好成绩。