高塔熔融造粒工艺复合肥产品的开发与生产
2018-09-12李英翔吴长莹念吉红
李英翔,吴长莹,念吉红
(云南云天化股份有限公司 云南昆明 650228)
云南云天化股份有限公司云峰分公司硝酸装置采用国际上先进成熟的双加压法生产工艺,装置核心设备——四合一机组是首套国产化机组,设计生产能力为300 t/d(以100% HNO3计),年产硝酸90 kt。为了提高经济效益,云峰分公司决定利用现有的硝酸铵装置生产高浓度复合肥,设计产能为110 kt/a。
1 复合肥母液的配制及造粒
复合肥母液的配制及造粒工艺流程如图1所示。
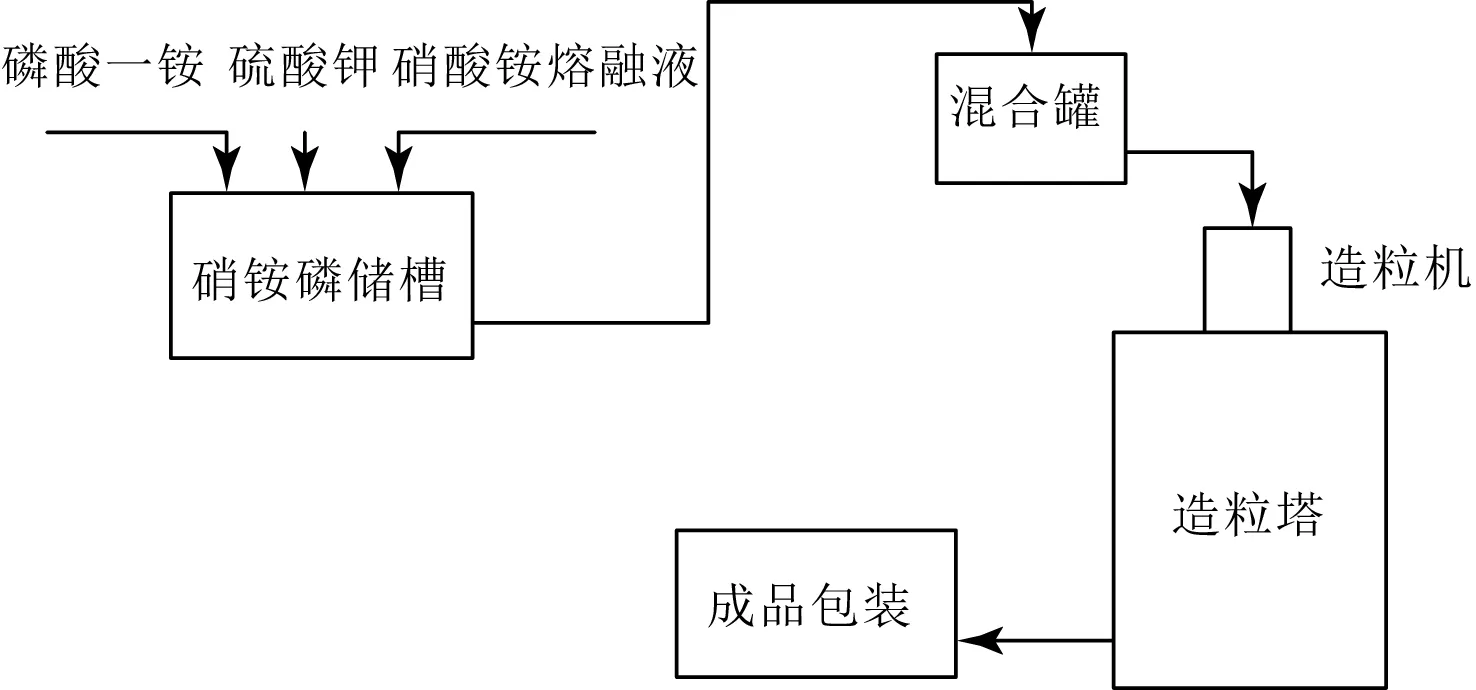
图1 复合肥母液的配制及造粒工艺流程
硝酸铵熔融液、磷酸一铵和硫酸钾按比例送入硝铵磷槽,形成的复合肥料浆通过硝铵磷泵送至造粒塔造粒,在塔底获得粒状复合肥产品。
高塔熔融造粒工艺是在总结国内外同类产品生产工艺的基础上通过不断完善和改进的复合肥生产技术,填补了国内熔体料浆造粒技术的空白,也是目前发达国家生产高浓度复合肥的理想方法之一。
2 高塔熔融造粒工艺生产复合肥产品[1]
高塔熔融造粒工艺生产复合肥是指先用配制好的复合肥母液按正常生产流程送至造粒塔六楼混合罐,混合罐中的熔融料浆送入双轴差动旋转造粒机中进行造粒,造粒塔塔底得到的颗粒经三合一设备(皮带输送机、振动筛、流化床)后得到符合工艺指标要求的产品再进行包装。高塔熔融造粒复合肥生产工艺流程如图2所示。

图2 高塔熔融造粒复合肥生产工艺流程
2.1 生产控制
复合肥母液的配制:在硝铵磷槽中加入质量分数90.5%的硝酸铵熔融液1.5 m3,再加入1.5 t/袋包装的工业磷酸一铵3.79 t和硫酸钾7.30 t。
正常生产情况下,硫酸钾加入量为3.1 t/h,工业磷酸一铵的加入量为2.3 t/h,生产负荷控制在15.5 t/h。
投用一、二级振动筛,确保产品粒径在Ф 1.6~4.2 mm的质量分数≥70%。投用三合一设备,物料经1#~3#皮带输送机送至一、二级振动筛筛分后,粒径在Ф 1.00~4.75 mm的颗粒进入流化床沸腾冷却降温,温度降至≤55 ℃进行包装,确保复合肥产品温度≤55 ℃。
在生产过程中,原料岗位每班专人负责统计实际加入的硫酸钾和磷酸一铵的原料袋数以及硝酸铵熔融液的计量数,并每小时向中控汇报3种物料的实际加入量;成品岗位每小时向中控汇报包装的复合肥数量,中控再校验加入的原料量。
2.2 具体措施
(1)复合肥产品粒度的控制[2]
影响复合肥产品粒度的主要因素是造粒机转速,造粒机内外喷头的转速决定了产品粒度、颗粒抗压强度和粉料的量。原造粒机内外喷头的转速均为260 r/min,制得的复合肥产品粒径在Φ1.0~2.5 mm的质量分数为88.0%,粒径≤Φ0.3 mm的质量分数为2.8%。现将内喷头的转速由260 r/min降至65 r/min,外喷头转速由260 r/min提高至330 r/min,以增大逆向旋转差动值。造粒机内外喷头转速调整后,制得的复合肥产品粒径在Φ1.0~2.3 mm的质量分数≥95.0%,粒径≤Φ0.5 mm的质量分数≤0.6%,取得了明显的效果。
(2)富余养分的控制
影响复合肥产品富余养分的主要因素是磷酸一铵加入量不稳定。为此,根据复合肥班产量,在考虑疤块率、退化率(生产过程中部分水溶性磷转变成枸溶性磷)等因素后,计算出每小时需加入的磷酸一铵理论包数;根据原料磷酸一铵的粒度、水分含量不同对螺旋给料机下料量的影响,在与实际加入包数比较后及时调整磷酸一铵给料机转速,并缩短点袋时间,确保加入量最大程度地接近理论值;根据原料磷酸一铵养分的变化,及时调节加入量。采取上述措施后,2016年复合肥产品富余养分质量分数控制在36.5%~43.5%,有效降低了生产成本。
(3)蒸汽消耗量的控制
影响复合肥生产过程中蒸汽消耗量的主要因素:复合肥打块(复合肥装置结疤后停车打疤,此时系统使用蒸汽的地方需保温)频繁、时间长,蒸汽损耗大;稀硝酸和中和溶液浓度低,溶液循环蒸发量大;蒸汽管道疏水阀出现故障,疏水效果差;硝铵磷槽和蒸发温度指标控制过于宽松。为此,采取以下措施:中控操作人员对进硝铵磷槽蒸汽流量和硝酸铵熔融液上塔量进行监控,通过调节溶液泵电机频率合理控制上塔量,以减少溶液循环量;严格控制成品酸浓度(质量分数51%~67%)、硝酸铵蒸发温度(140~175 ℃)、中和器温度(110~135 ℃)、硝铵磷槽温度(140~170 ℃)、除氧水温度(90~99 ℃)等工艺指标,缩小控制范围,以降低蒸汽消耗。优化措施实施后,吨产品硝铵磷槽蒸汽消耗量由454 kg降至365 kg。
3 开发过程的优化
针对硝酸、复合肥生产过程中存在的薄弱环节,通过增设氧化氮分离器液位自调阀副线、取消除氧器回流、硝酸铵地下槽脱盐水改为中和冷凝液、硝酸排酸泵出口管线改造等措施,解决了生产过程中存在的瓶颈,确保装置安全稳定运行,并实现蒸汽消耗等大幅下降。
在硝酸铵改性生产硝铵磷过程中,最初在硝铵磷泵入口管配置吹扫蒸汽,目的是在硝铵磷泵启动前或停泵后对硝铵磷管线进行吹扫、泵体进行预热或将其管内残余溶液吹净,以防溶液结晶堵塞管道。但在实际生产过程中用蒸汽吹扫硝铵磷泵需预热较长时间才能投用,如因异常情况停泵而无法及时对管线进行吹扫,管线就会发生堵塞,不仅影响装置的开车时间,而且消耗增加、操作风险增大。为此,将硝铵磷泵入口管吹扫蒸汽阀更换为夹套保温阀,不仅操作方便、快捷,硝铵磷管线再未出现堵塞现象,而且硝铵磷泵体吹扫彻底,减轻了颗粒物的磨蚀,延长了机械密封的使用周期,确保装置长周期稳定运行。
4 结语
实践证明,高塔熔融造粒复合肥生产工艺具有诸多优点[3]:产品合格率高,返料量少;产品颗粒表面光滑、圆润,水分含量低(质量分数<2%),不易结块,颗粒抗压强度大(>41 N),具有较强的市场竞争力;可生产高氮硝基复合肥产品;充分利用熔融硝铵磷的热能,物料水分含量低,无需干燥过程,降低了能耗。
