纵切机组的连续生产方式
2018-09-10崔雪松
崔雪松
摘要:文章详细介绍了纵切机组的设备组成与工作方式,在此基础上通过改变设备的工作方式,形成连续性生产,减少设备投入的同时大大提高了生产效率。
关键词:纵切;连续生产;提高效率
中图分类号:TG333.21 文献标识码:A 文章编号:2095—6487(2018)02—0045—02
0引言
纵切机組具有操作方便、切割质量高、材料利用率高和切割速度无级调速等优点,被广泛应用于金属带料的纵向剪切工作,并将分切后的窄条重新卷绕成卷。在长时间的生产过程中,不同于厂家设计的生产方式,探索出了更加省时省力的生产方式,同时也为设备生产厂家提供了一个设备改进的方案。
1纵切SYL组主要技术参数和设备构成
1.1机组主要技术性能参数
卷材外径:最大2800mm
带材宽度:910~2100mm
带材厚度:0.15~1.0mm
剪切速度:0~400 m/min和0~800 m/min
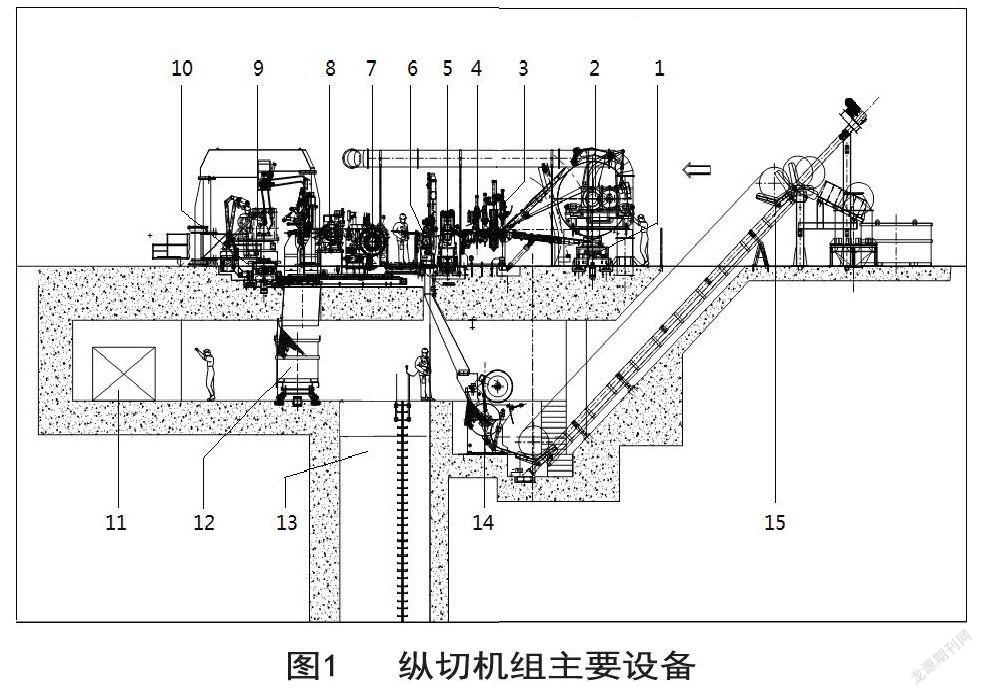
1.2机组主要设备构成
1.上卷小车2.开卷机3.S辊1和S辊2 4.液压剪5.剪子(纵切剪或CNC切边剪)6.1#真空辊7.2#真空辊8.滚筒剪9.卷取机10.卸卷小车儿.液压站12.废料小车13.活套坑14.打球机15.废料提升机
2纵切机组设计及改进后的工作方式
2.1纵切机组的原工作方式
(1)上卷小车将卷材运送至开卷机;(2)将带材穿带至液压剪,使用液压剪手动将料头剪切成长度为50 cm左右的小片,然后人工取出放入废料箱;(3)剪子压下,开始穿带;(4)穿带至卷取机后开始打底;(5)打底完成后建张、起线开始生产;(6)当卷取机上的卷材达到成品重量或长度要求后,使用滚筒剪将料尾剪成小片并丢入地下室的废料箱。(7)废料箱由废料小车运送至天车吊送位置,用天车吊走;(8)卸卷小车卸下成品卷,由十字转臂运送至小包装线完成包装。
2.2改进后纵切机组的工作方式
(1)上卷小车将卷材运送至开卷机;(2)直接穿带至卷取机,打底建张后开始甩料头;(3)料头甩出完毕后,卸掉带材张力,将剪子压下,点动向前运行2~3m,人工将废边撕下并放入废边导料槽;(4)建张、点动运行设备,直至切除废边的带材在卷取机上缠绕2圈以上后停止;(5)卸掉带材张力,人工将卷取机的带材割断;(6)卸卷小车卸掉卷取机上的废料,用天车吊入废料箱,然后上套筒,开始打底;(7)打底完成后建张、起线开始生产;(8)当卷取机上的卷材达到成品重量或长度要求后,卸张、人工割断带材;(9)用卸卷小车卸下成品卷,由十字转臂运送至小包装线完成包装;(10)将料尾直接在卷取机上打底,然后建张、起线直至开卷机上的卷材全部释放完毕后停车;(11)将该卷的料尾与下一卷的料头用胶带黏连,重复上述步骤,形成连续性生产。
3改进后工作方式的优势分析
3.1轻松快速甩料头,保证产品品质
根据厂家的设计,料头采用液压剪手动将带材剪切成长度为50 cm左右的小片,然后人工取出放入废料箱。该过程不仅费时费力,而且在生产过程中操作工人会最大限度的减少料头甩除的长度,从而影响最终的产品质量。改进后的工作方式直接将料头与上一卷的料位黏连,继续缠到卷取机上,速度快且无需人工搬运废料,可以最大限度的甩除料头。
3.2生产迅速甩料尾,节省甩尾时间
由于纵切后的卷材经过包装就是最终的成品,不再经过其他工序的加工,所以上游工序留下的冗余量都需要在本工序去除,因此料尾的长度一般会很长。厂家设计使用滚筒剪将料尾剪成小片并丢入地下室的废料箱。滚筒剪的工作速度为30 m/min,而卷取机的工作速度可以达到400 m/min和800 m/min(根据带材厚度不同,对变速箱选择不同的齿轮比)。改进后工作方式的甩尾速度相比厂家设计的滚筒剪速度大大提高。
3.3降低设备投入的同时减少设备故障
由于该机组的带材厚度设计为0.15~1.0mm,很容易实现人工撕边和切割带材,所以改进后的工作模式适用于该机组的所有产品。因此,对于该机组来说入口的液压剪、出口的滚筒剪及与之配套的导料槽和废料小车等都可以省去。购买设备时可以节省一大笔费用,日常使用维护中也会减少很多故障。
4结束语
对于纵切机组的连续生产模式,目前已经应用了一年多的时间,对于产品的质量和设备的产能都有非常明显的提升,非常适合同类生产线借鉴。同时对于同类生产线的设计和开发具有重要的指导意义。
