辐照箱在线故障率浅析
2018-09-10牛翼黄天亮杜高刚
牛翼 黄天亮 杜高刚


摘 要:本文首先分析了辐照箱故障现状,然后探讨故障产生的原因,并从改进焊缝设计、改进结构设计和规范货物装载方式等方面提出辐照箱故障改进措施,最后对改进前后进行对比。通过对比可知:改进效果明显,故障率始终控制在5.3%以内,有效保证了产品质量。
關键词:辐照箱;质量控制;在线使用率
中图分类号:TL75 文献标识码:A 文章编号:1003-5168(2018)07-0061-02
Analysis of Online Failure Rate of Irradiation Box
NIU Yi HUANG Tianliang DU Gaogang
(Equipment Manufacturing Plant , Nuclear Power Institute of China, Chengdu Sichuan 610005)
Abstract: This paper first analyzed the failure status of the irradiation box, then discussed the causes of the failure, and puts forward the improvement measures of the irradiation box from aspects of improving the weld design, improving the structural design and standardizing the loading way. Finally, the comparison was made before and after the improvement. Through comparison, it was clear that the improvement effect is obvious, the failure rate was always controlled within 5.3%, and the quality of the product was guaranteed effectively.
Keywords: irradiation box;quality control;online usage
辐照箱是中国核动力研究设计院设备制造厂的非标项目,结构以六面长方体为基础,由不锈钢(304)型材焊接而成,具体结构见图1,用于辐照站辐照货物的装载载体。辐照箱在使用过程中轨道板会出现鼓包、焊缝开裂等情况。对问题辐照箱进行更换,生产线继续进行一周后,发现有新的辐照箱出现卡滞、原地打转等故障。中国核动力研究设计院设备制造厂结合前期制造过程中的经验,分析可能影响辐照箱质量的因素,并通过采用PDCA循环质量控制方法制定出改进措施,并一一验证改进结果,进一步量化和固化各种工艺参数,最终降低辐照箱在线故障率[1]。
1 辐照箱故障现状调查
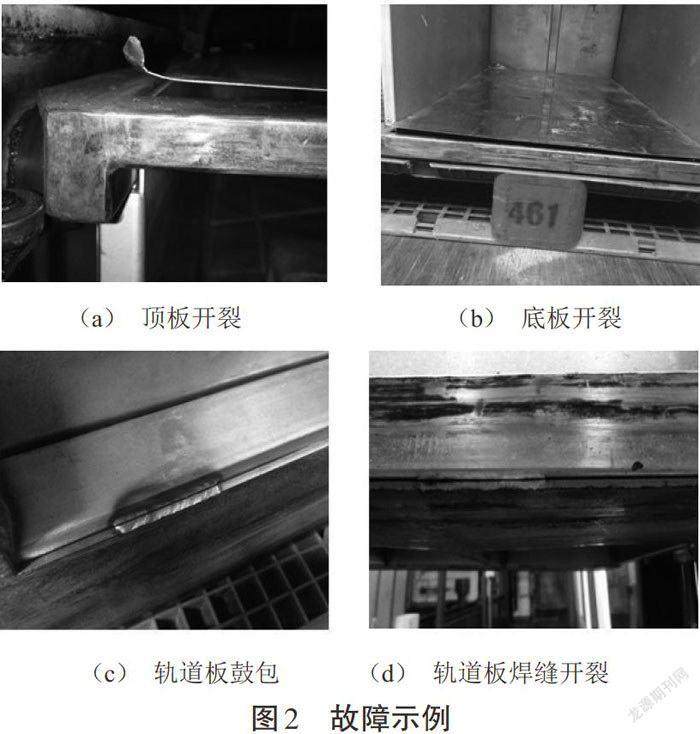
对出现问题的辐照箱进行跟踪调查,发现交付的75台辐照箱(15台故障)无法满足辐照箱正常运行(正常运行65台)使用率86.7%要求。这15台辐照箱的主要故障为焊缝开裂,集中出现在传输轮接触底板、入口处盖板和承重轨这三类焊缝中,故障率分别为26%、61%、13%,主要表现形式见图2。
2 故障原因分析
2.1 母材
对辐照箱所用到的矩形管、板材及焊材进行复验检查,特别关注材料P、S元素。通过复验发现,材料的各化学元素均在合格范围内,故排除原材料及焊材问题。
2.2 焊缝强度
辐照箱覆板整体采用点焊固定,受力位置主要集中在点焊处,强度与焊点数量及焊点大小呈正比。经观察,辐照箱在连接处关键受力部分的焊点都存在开裂现象。分析得出,这主要是因为焊点受力截面小且数量有限,在一定程度上无法承受较大载荷。
保证其额定载荷的最短焊缝长度是69mm,辐照箱面板焊缝为点焊固定连接,达不到强度要求,在瞬间增大的剪切力作用下撕裂。
2.3 上下盖板焊缝设计不合理
上下盖板为断续焊连接,焊缝开裂占25%,观察此处焊缝,可以看到裂纹沿着焊缝纵向展开,呈断裂式开裂;上下盖板采用氩弧焊焊接方法,焊缝成型好,在开裂处未发现夹杂、未融合、气孔等缺陷。根据加工过程结合使用工况分析断续焊强度低,虽然理论上能保证承受载荷,但在复杂的使用工况下,需要承受不断的冲击、踩踏等,因此,焊缝必须具有较强的抗剪切能力。
2.4 入口处底板结构设计不合理
入口处底板出现明显的下凹变形,此处底板除承受货物外,还作为操作人员进出装载货物的通道,装载人员的多次进出踩踏,导致其受力明显强于其他部位。而此处底板未采取加固措施,无法均衡外界施加的力,最终形成不可逆变形。
2.5 货物装载方式不规范
针对货物装载,厂家未按照使用要求编写操作规程,设计方也未提出相关注意事项,使得此处无章可寻,操作人员存在盲目装载,未避开箱子底板薄弱位置,造成箱子不可逆破坏。
3 改进措施
3.1 焊缝强度不足,改进焊缝设计
①面板与框架的点焊强度不足,按照其理论载荷,增加受力焊缝长度,将其改为断续焊,并增加焊脚尺寸,以100mm间距20mm焊缝长布置,打磨除去以前焊点,重新按照制定的新规程施焊。
②上下盖板连接为关键焊缝,分析后认为:在不改变产品结构设计和焊接方法的前提下可将断续焊改为连续焊缝,这种变动可在原有基础上进行,打磨断续焊两端施焊,将所有焊缝连在一起,对设备和人员要求难度小,便于在现场操作。
3.2 改进结构设计,对结构进行加固
对入口端底架进行加固处理,增加底架刚性和强度,具体结果见图3。
3.3 规范货物装载方式,加强过程监督检查工作
组织专题会议讨论货物装载规范,就前期装载出现的问题总结经验,提出改进意见,形成操作文件,小组组织装载人员进行培训;班组长进行货物装载监督检查,杜绝暴力装载。
4 效果评价
改造在线运行4个月后,经统计,传输轮接触底板处焊缝开裂降低至2.7%;入口处底板增加横梁后焊缝开裂降低至1.3%;承重轨开裂降低至1.3%。经综合统计分析,辐照箱各故障率始终能控制在5.3%以内,辐照箱的在线使用率连续4个月保持在94%以上,满足使用要求[2]。
参考文献:
[1]邱建辉,周国全,陈玉霞.对现有某辐照装置安全性能的分析及改进[J].中国辐射卫生,2010(4):477-478.
[2]金辉.钴源辐照装置的安全监控与事故防范[J].中国辐射卫生,2006(1):67-69.
