哈萨克斯坦PKOP奇姆肯特炼油厂大型非标设备催化分馏塔复合板组焊技术
2018-09-06常红雷高永杰
张 东,吴 俊,王 超,常红雷,高永杰
中国石油天然气第七建设有限公司,山东青岛266061
哈萨克斯坦PKOP奇姆肯特炼油厂位于古丝绸之路交汇点的南哈州首府奇姆肯特市,是哈国三大炼油企业之一,该厂为上世纪80年代所建,由于工艺落后逐渐不适合发展需要,鉴于此,在中哈两国政府的支持和石油公司的努力下,决定对其进行升级改造。以恢复产能600万t/a、提高加工深度、改善环保标准为目标,既是哈国人民改善和提高石油产品的自身需要,也可为周边国家提供一定的产品供给。
该改造项目共涉及13套装置,由中国石油工程建设有限公司进行EPCC总承包,为中国石油在海外承揽的最大炼油工程,合同总额为16亿美元,施工高峰期人员达到3700余人,该工程既是哈国重点项目,中国石油海外重点工程,同时也是我国现阶段倡议的“一带一路”的重要组成部分。
新建的200万t/a重油催化装置为改造装置中最大的核心装置,该装置中核心设备分馏塔采用复合金属材料设计,材质特殊,焊接工艺复杂,质量要求高,为整个工程中焊接难度之最,通过精心论证、筹划和组织实施,最终确定分馏塔采用分片运输、到现场后在托辊上进行卧式组焊的施工工艺,并取得了良好结果。
1 分馏塔基本参数
分馏塔外形见图1,直径为5400 mm,长度为51374 mm,塔体下部选用S11306+14Cr1MoR复合板,厚度为(48+3)mm,上部选用Q345R钢板,厚度为18 mm,塔体下部复合板部分需进行焊后热处理。
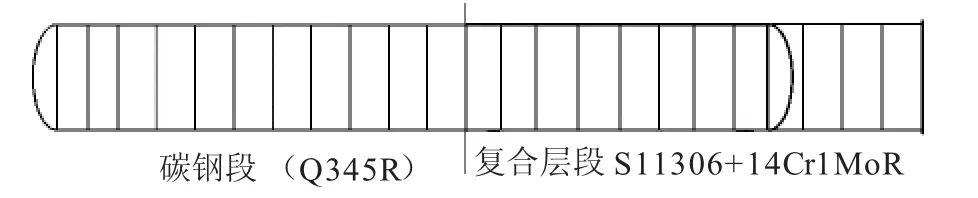
图1 分馏塔外形示意
2 组焊特点
(1)分馏塔外形尺寸大,壁厚大,重量大。需要的大型吊车、托辊等施工设备要从国内调遣到哈国,因此需提前确定组焊方案、运输方案;焊接人员需提前完成考试并持有效证件,焊接工艺评定需提前完成,大量准备工作需仔细筹备,这增加了组织、技术和管理难度。
(2)主体材质为复合金属材料(14Cr1MoR+S11306),由珠光体耐热钢及铁素体不锈钢组成,两者钢材都有淬硬倾向,焊接性较差,随着板厚的增加,焊后冷裂纹倾向增大,需制订合理的焊接工艺且需严格进行施工过程的各工序管控。
(3)设备组焊的工序复杂,预热、焊接、过程无损检测、焊后热处理、最终无损检测等工序交叉进行,施工组织的衔接难度大。
(4)焊接工艺、热处理工艺等需当地相关部门同意,哈国标准和语言与国内不一致之处需提前沟通,达成共识。
3 施工准备
施工方案为:国内采购并完成板片下料,坡口加工并分片包装发运,在施工现场采用在托辊上进行卧式组焊,后进入炉内整体热处理,试压后采用1000 t履带吊主吊就位。由于该整体方案涉及面广、控制要素多,现场组焊需掌握以下几个关键步骤:
(1)提前5个月提出现场组焊所需的托辊、焊机、温控等辅助设备的采购,在分馏塔到货前将组焊设备就位安装完毕,以保证组焊时间。焊接人员提前完成中国和哈国共同认可的取证和考试工作。
(2)提前4个月开始进行焊接工艺评定(注意国内做焊评时需请当地监理等人员到国内进行确认),根据合格的焊接工艺评定完成现场焊接方案和焊接工艺卡的编制和报验,并进行详细的安全技术交底。
(3)派遣人员在国内制造厂进行全过程的监造,重点保证板材的预组装质量和坡口形式的正确性。指定现场负责人对接解决中国和哈国质量监督部门的过程质量监检事宜[1]。
(4)由于本次所用焊材为不同的供应商提供,其中还有国外供应商的焊材,因此至少提前4个月提出焊材需用计划,综合考虑采购、复验、运输、清关等各个环节的合理安排,保证采办部门能够在设备组焊前完成焊材供应。
(5)提前5个月开始进行现场热处理炉的招标工作,给采购、运输、清关等预留足够的时间;提前2个月开始热处理炉的现场建造、调试等工作,以保证设备组焊完成后整体进炉进行热处理。
4 施工方案
4.1 整体组装程序
分馏塔整体组装程序见图2。
4.2 组对措施
4.2.1 封头组焊
(1)在现场预制场搭设钢平台,根据每圈板片数和封头端部实际周长放出焊接收缩量,在钢平台上划出筒体基准圆,在基准圆内侧每隔1000~1500mm焊一块定位板,将板片按顺序吊至基准圆处,每块板片设置一根立式支撑,用工卡具连接组对。
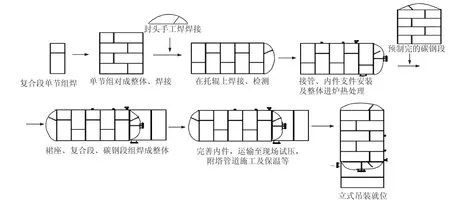
图2 分馏塔整体组装程序示意
(2)瓣片组对成型后安装顶盖,利用工卡具固定,调整间隙。
(3)采用焊条电弧焊焊接,先焊接基层,翻转后气刨清根,然后焊接复层。
4.2.2 壳体纵缝组对
(1)筒体板到货检验合格后,按照筒节的编号在预制场进行组对,按照设备尺寸在组对平台上放样划线,利用吊车或行车配合进行组对。
(2)筒节直立放置,处于自由状态时用弦长等于1/4设备内径且不小于1000 mm的内、外样板检查,其间隙不得大于3 mm。
(3)组对前将坡口及边缘50 mm以内的油漆、铁锈及其他杂物打磨干净,调整好尺寸后在筒体外侧点焊固定,每隔300~400 mm点焊一处,点焊长度不小于50 mm。
(4)筒节纵缝采用无间隙组对,利用组装夹具、千斤顶、倒链及斜铁等手段调整间隙和错边量。
(5)筒节组对完成后,内部加设十字或米字支撑,避免在吊装过程中变形,注意与复层焊接时必须加设隔离板。如运输或焊接时造成筒节焊道两侧存在变形,单筒节焊接完毕后,用滚板机回圆校形,并用样板进行检查。
4.2.3 壳体环缝组对
复合板筒体采用立式组对,由于本设备共有10节复合板筒节,全部组对后太高,因此确定组对成两大段,首先单筒节焊接完成后在平台上分开摆放,每段的最上第1筒节焊接临时吊耳,筒节采用吊车进行立式倒装组对,在筒节外侧用夹具调节间隙及错边量,然后在筒体外侧点焊固定,每隔300~400 mm点焊一处,点焊长度不小于150 mm。
4.2.4 壳体合并成整体
立式组对完成的两段筒体分别放在托辊上进行卧式组对,具体步骤为:将第1段筒节放在100 t可行走托辊上,将第2段筒节放在100 t可顶升托辊上,利用可行走托辊调节环缝间隙,利用可顶升托辊调节错边量,调整好周圈间隙和错边量后在筒体外侧点焊,每隔100~300 mm点焊一处,点焊长度不小于50 mm,完成整个复合段的筒体组对。
4.2.5 组对质量要求
组对时重点控制错边量,应符合表1的规定。
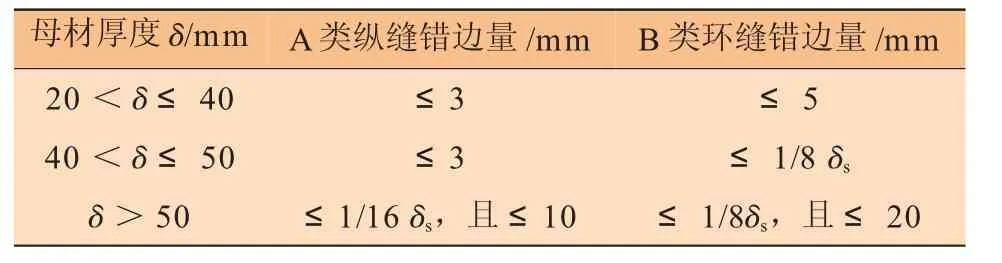
表1 分馏塔组对错边量要求
4.3 主要焊接工艺
4.3.1 焊接流程
复合板焊接工艺较复杂,为保证各工序的衔接顺畅和组焊质量,现场制订了详细的焊接工艺流程,如图3如示。
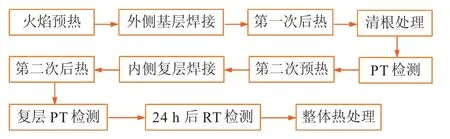
图3 分馏塔复合板焊接流程
4.3.2 焊前坡口确认
焊接坡口应在排版图确定的同时给予确定,由国内预制板片时制作完毕,并经监造人员确认合格后才允许出厂。本设备采用的排版图和坡口见图4、图5。
4.3.3 焊接方法及材料选用
各部位的焊接方法和材料选用见表2,焊材的储存、烘干及发放等管理严格按相关规定执行。
4.3.4 焊接施工工艺
4.3.4.1 焊接原则
分馏塔除封头和分段处焊缝采用手工焊外,筒体和裙座均采用埋弧焊和气保焊完成,组对完成后,按照先纵缝、后环缝,先基层、后过渡层和复层的原则进行焊接;接管焊接按照先小接管、后大接管,最后与介质接触面焊接的方法,按照图样要求焊接。
焊接成段后,复合段加上一节碳钢筒节和铬钼钢裙座组成一个整体段,进行炉内整体焊后热处理,待整体热处理完毕后再与其他段组成整体。
4.3.4.2 焊接预热
复合板焊前需要进行预热,由于本设备焊接时温度较低,钢板表面存在积雪或积冰,因此采用火焰进行预热,即从炼厂内埋地连接一根燃料气管道以保证现场的预热需要。预热范围为焊缝两侧各不小于焊件厚度的3倍,且不小于150 mm,预热温度≥200℃,但不超过250℃。整个焊接过程分两次预热,时机见焊接流程,现场预热如图6所示。
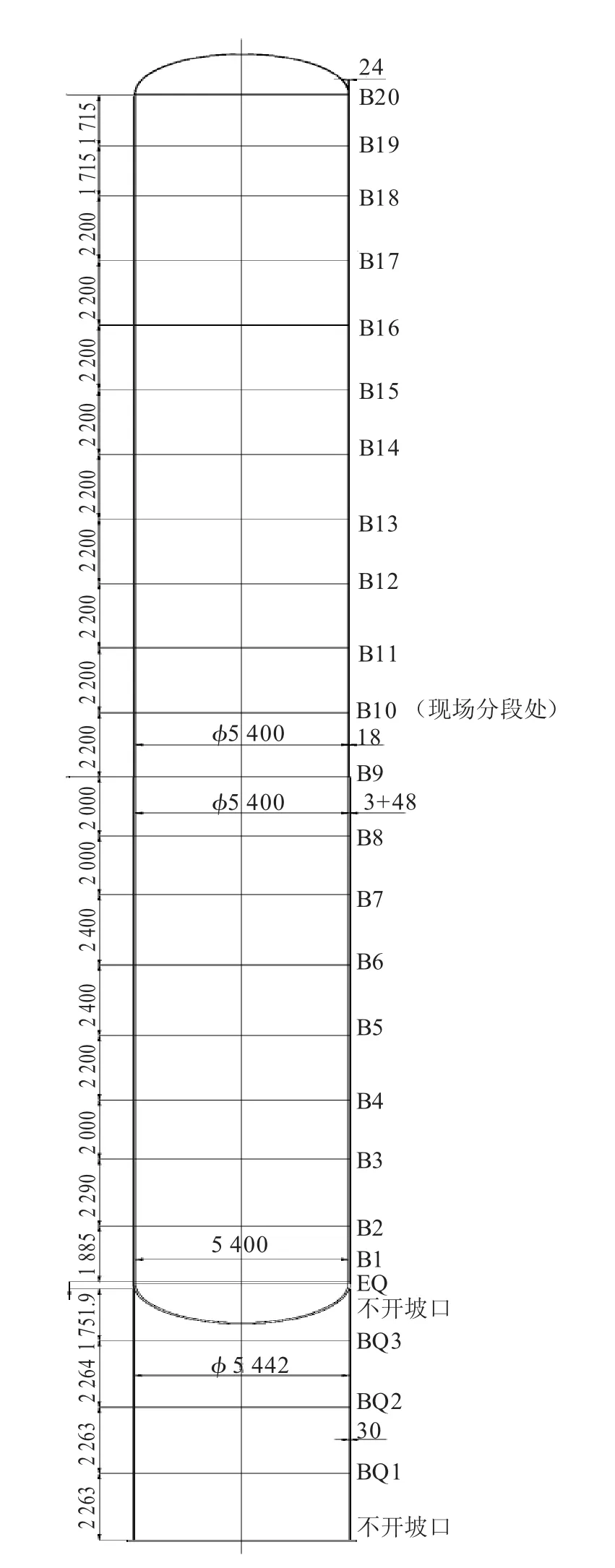
图4 分馏塔排版示意
4.3.4.3 定位焊
组对完毕后进行定位焊接,复合钢板组对时卡具应焊在基层板上(在筒体外侧定位),定位焊与正式焊接工艺相同,须按要求对点焊部位进行预热,对复合板加热部分为基层板,坡口表面的温度达到200℃以上时进行点焊,焊缝长度≥60 mm,焊缝厚度≥6 mm,相临定位焊点间距≤400 mm。
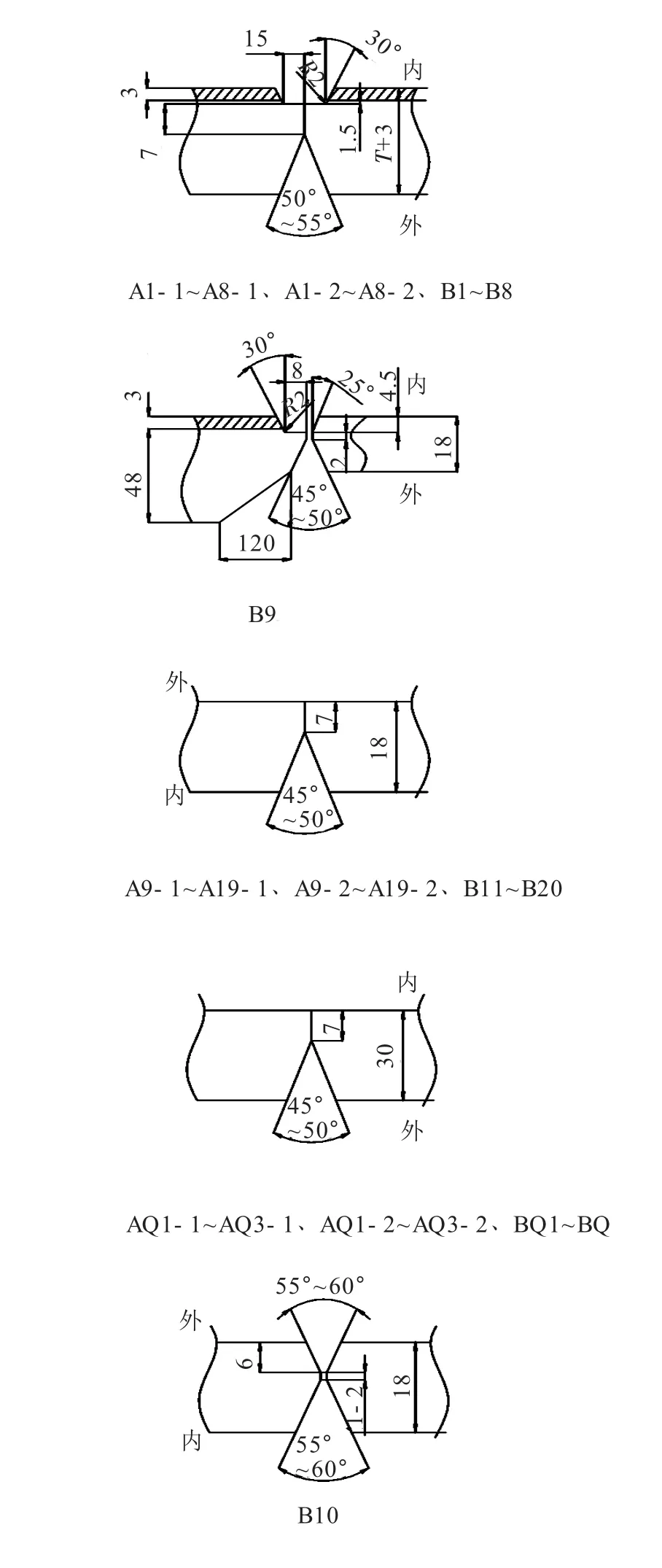
图5 焊缝坡口
4.3.4.4 焊接工艺要求
(1)为防止飞溅,在焊前应对焊条电弧焊和气体保护焊的复层坡口两侧各150 mm范围涂涮防护剂。
(2)焊接顺序如图7所示。
(3)复层焊接时由于坡口面较宽,应采用小电流、多层多道焊,每层焊接宽度不应大于7 mm,每道焊缝需压实,焊完后尽可能与复层表面保持平整、光滑,余高不大于1.5 mm。

表2 焊接方法和焊材选用

图6 焊前预热
(4)后热要求。每道焊缝的整个焊接过程应做两次后热,后热时机见焊接流程,现场后热采用电加热进行,应在焊接后立即进行1 h的300~350℃后热。
(5)焊接工艺参数。焊接工艺参数根据焊接工艺评定及现场相关条件编制,以焊接工艺卡的形式发放至作业班组,在现场显著位置进行张贴,指导现场焊接作业。

图7 复合板焊接顺序
(6)复合板复层修复。如果复层受到损伤需要修复,按下述方法进行:去掉复层后将基层去掉1.0~2.0 mm,然后堆焊过渡层及复层,焊后磨平修光堆焊表面,如图8所示。
4.4 无损检测和焊后热处理
4.4.1 焊后外观质量要求
(1)焊接完毕后焊缝与母材应圆滑过渡,成形良好;焊缝表面不得低于钢板表面;焊接接头表面不得有裂纹、未熔合、气孔、夹渣、飞溅等缺陷存在;母材上不应有电弧擦伤;复合钢的复层不得有咬边缺陷。
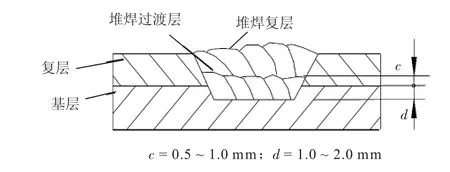
图8 焊缝基层、复层示意
(2)焊缝余高除上述条款有要求外,A、B类焊接接头的余高还应满足图9及表3要求。
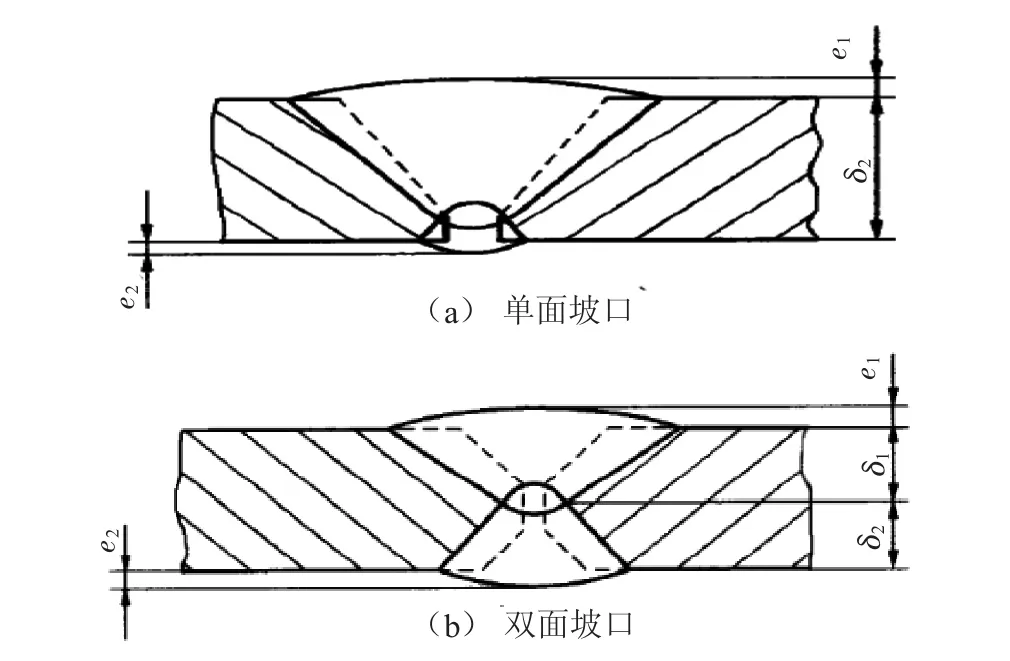
图9 单、双面坡口要求
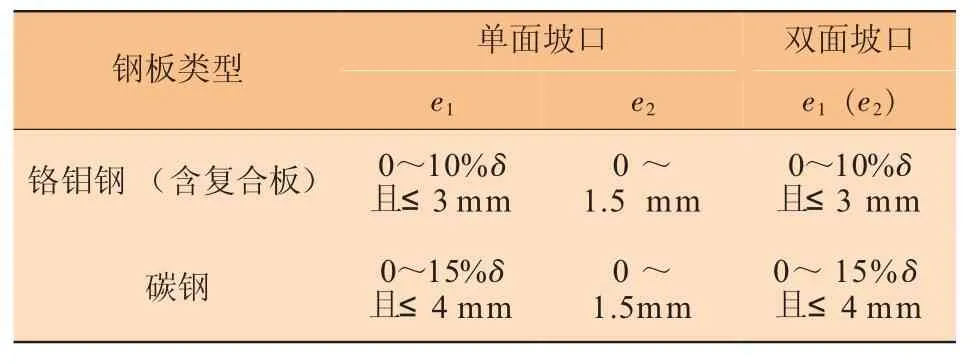
表3 A、B类焊接接头的余高要求
4.4.2 无损检测
无损检测按焊接流程图所示执行,主要有坡口表面检测、清根后检测、后热完毕后射线检测及热处理后超声检测。
4.4.3 焊后热处理
(1)焊后热处理在射线检测合格后,所有与热处理壳体接触的部件全部焊接完毕后,在现场进行炉内整体热处理,如图10所示。

图10 分馏塔整体热处理后效果
(2)热处理后的质量检查。现场组焊设备热处理后按要求对A、B、D焊缝进行硬度检测,每条焊缝检测一处,每处按5点进行,即焊缝区、两侧热影响区、两侧母材区各测一点,硬度值应≤220 HBW。热处理完毕后按规定对A、B类焊接接头进行UT检测,合格级别为Ⅰ级。
4.5 质量控制重点
(1)焊接过程严格控制各工序施工顺序,特别是无损检测在焊接前、中、后不停交叉需特别注意。
(2)过渡层应同时熔合基层焊缝、基层母材和复层母材,且应盖满基层焊缝,并高出基层复层交界线约1 mm。
(3)在焊接整个过程中,复层需用不锈钢板隔离,不得与碳钢材料直接接触,复层和过渡层焊接所使用的磨光机砂轮片须用不锈钢专用砂轮片。
(4)所有不锈钢焊接接头表面,焊接完毕后应进行酸洗、钝化处理,不锈钢的酸洗钝化采用涂刷酸洗膏进行100%的钝化处理,表面处理后,应用清水冲洗,并用酚酞试纸检查冲净的程度。
5 结束语
分馏塔组焊施工为整个工程焊接难度之最,经过精心筹划、提前准备,并通过严格的全过程控制和管理,在保证工程进度的情况下,热处理一次合格;焊接总检测片数为1937张,一次合格1936张,合格率为99.99%,为同类焊接工程的精品。
该工程项目所处地区位于我国倡导的核心路线“一带一路”交汇之处,工程建设受到两国政府和人民的高度关注,在克服国外运输条件受限、当地资源贫乏的情况下,较好地保证了工程的质量、安全和进度,受到了哈萨克斯坦业主的赞扬,体现出中国石油公司的实力,也为海外的大型非标设备核心工序施工提供了宝贵的经验。