36 000Nm3/h空分设备不能满负荷运行的原因分析及处理对策
2018-09-06
(呼伦贝尔金新化工有限公司,内蒙古 呼伦贝尔 021506)
呼伦贝尔金新化工有限公司(以下简称金新化工)36 000Nm3/h空分设备由开封空分集团设计制造,采用空气预冷、分子筛吸附净化、增压膨胀机、双层浴式主冷,产品氧采用内压缩技术。该套空分设备是呼伦贝尔金新化工“5080”煤化工项目配套设备,在生产过程中占据极其重要的地位。
1 加负荷阶段运行状况
自空分设备2011年7月产出合格氧、氮气以来,由于高压蒸汽供应及空压机组运行状况等方面的限制,空分设备负荷一直维持在75%左右(即氧气产量为27 000Nm3/h)稳定运行。后期在加负荷阶段,发现当氧气取出量达到30 000Nm3/h时,出现以下现象。36 000Nm3/h空分设备的产品设计参数见表1。
(1)低压主换热器热端温差逐渐增大,部分氮气和污氮气出口温度甚至降至0℃以下,热端温差达到10~15℃,管道上面也有冒汗现象。
(2)精馏上塔设计压力为42kPa,此时上塔压力达到48~54kPa。
(3)低压主换热器出口低压氮气和污氮气气量已经超过设计流量,但管道出口压力却达到18kPa左右,超过设计值(设计值为15kPa)。
(4)进口膨胀机满负荷运行,依然无法满足主冷液位,主冷液位持续下降。
(5)精馏下塔阻力出现波动较大,在10~16kPa之间频繁波动,下塔压力氮气纯度和液空纯度也因此出现不稳定现象。
(6)下塔液空液位调节阀投自动位时,OP值波动幅度较大,阀位在52%~64%之间波动。
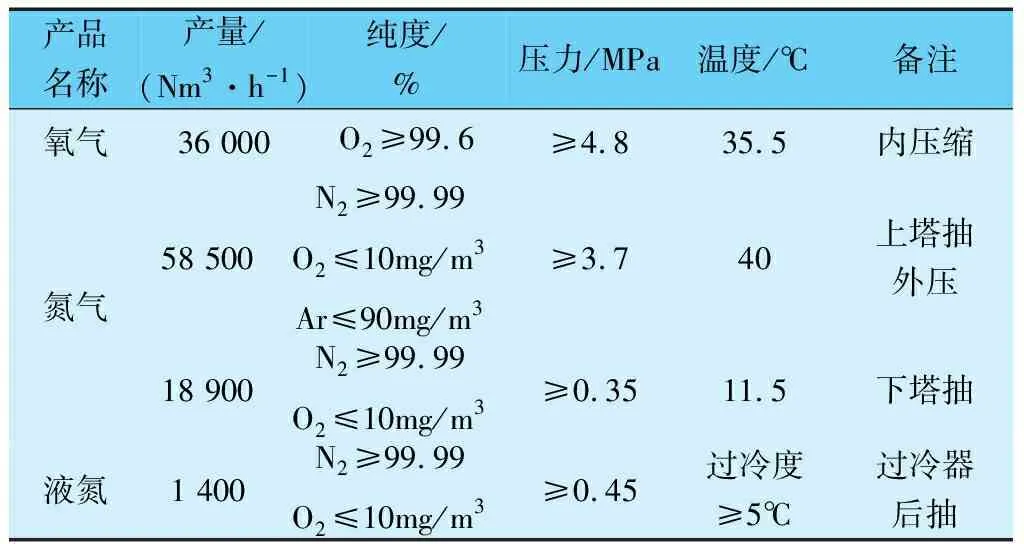
表1 36 000Nm3/h空分设备产品设计参数
通过尝试调节主换热器低压氮气返流阀,增大高压主换热器出口低压氮气阀门HV01338开度,关小低压主换热器出口低压氮气阀门HV01335开度,希望通过调节气体分配量缩小热端返流气体与正流空气之间的温差,提高主冷液位,但效果不明显。在缓慢关闭低压主换热器出口低压氮气阀门HV01335和污氮气阀门PV01331的同时,缓慢打开高压主换热器出口低压氮气阀门HV01338,此时精馏上塔压力上升明显,而打开高压主换热器出口低压氮气的阀门HV01338,却对精馏上塔压力几乎无影响,阀位从45%开至90%,上塔压力依然无下降趋势,并且发现阀前压力与精馏上塔压力压差很大,远超设计值,现场检查手动阀阀位和调节阀阀位,均指示正常。
2 故障原因分析
根据设备运行数据及现象,基本确认因高压主换热器低压氮气通道部分堵塞,造成低压氮气进入高压换热器的流量不足,而进入低压换热器的污氮气、氮气超过设计负荷,使低压换热器热端温差扩大。初步怀疑低压氮气通道堵塞可能是由以下几个方面造成。
(1)在施工过程中管道或设备中遗留的塑料布、废角料或铝屑等施工垃圾,造成通道堵塞。
(2)在精馏系统调试前高压主换热器低压氮气通道可能残留水分,造成低压氮气通道结冰堵塞。
(3)冷箱在珠光砂装填完成后曾经出现过导压管断裂,后进行扒砂处理,部分珠光砂可能从导压管进入高压主换热器低压氮气通道,造成通道堵塞。高压换热器正、返流气流通道见图1。

图1 高压主换热器正、返流气体通道
根据开空设计人员意见,要确保空分设备满负荷运行,正常外供氧气、氮气,需要对冷箱进行加温后扒砂检修。一方面,冷箱扒砂工作量大、时间长、经济损失大,并且存在一定的危险性;另一方面,公司试车工作已进入关键时刻,需要尽快启动空分设备,以满足后系统试车要求。
3 反吹处理程序
经过与开空设计人员交流讨论,决定在冷箱不扒砂的情况下对高压主换热器低压氮气通道进行反吹。
从分子筛出口空气管道接临时管道至高压主换热器低压氮气管道,然后用高压主换热器出口手动蝶阀V01351和V01352控制反吹气流。在低压氮气进高压主换热器前有DN80导淋作为反吹排放口,并在精馏上塔建立50kPa压力,防止杂质吹向过冷器。按照方案计划,对2个高压主换热器分别反吹3次,若无效果,将低压氮气出低压主换热器阀门打开,将高压主换热器内部不明杂质吹向低压主换热器(因高压主换热器数量少于低压主换热器,相对来说通道充足,若出现换热器阻力增加,操作裕度相对较大,容易调整)。
在吹扫过程中,发现高压主换热器E01302A通道阻力较大,在切换过程中系统压力波动较大,加大对E01302A进行反吹,在反吹过程中排放口无异物吹出。后采用V01351控制间断吹扫,却发现手动蝶阀V01351开关时吹扫出现异常情况,全开时排放口有气体排放,全关时依然有气体排放,在中间位置却处于全关位置。根据情况判断,手动蝶阀V01351可能存在问题,检修人员拆解后发现阀碟方向与指针指示方向有较大偏差。
4 处理结果
因为此蝶阀暂无现货,制作周期较长,且后系统试车急需启动空分设备,所以由检修人员对该阀门进行改正加工,根据阀门阀碟具体位置,在手轮标记阀门开关位置,通过对阀门手轮操作可以实现开关操作,基本具备工艺操作需求。空分装置重新开车,氧气产量顺利达到设计值36 000Nm3/h,低压氮气产量达到设计值58 500Nm3/h,氧气、氮气纯度均达到设计要求,设备满负荷运行24h,系统稳定运行。在满负荷运行过程中,高、低压主换热器出口低压氮气均在15kPa左右,主冷液位保持稳定,低压主换热器热端温差也基本达到设计值。
5 结语
采取上述处理措施后,36 000Nm3/h空分设备成功达到满负荷运行,各项指标均达标。通过对此次故障的分析、处理,一方面解决了装置运行过程中负荷加不起来的瓶颈问题,保证了装置安全、稳定和满负荷运行;另一方面,从此过程中获得了丰富的实际操作经验,为下一步装置的优化操作打下了良好的基础,也确保了后系统装置的试开车工作进度。