汽车轮胎生产基本工艺(一)
2018-09-01杨顺根
杨顺根
(全国橡塑机械信息中心,北京 100143)
杨顺根(1933-),男,长期从事橡机行业工作和信息工作。曾任《橡塑技术与装备》、《橡胶工业》、《世界橡胶》等刊物编委。编写/主编了1964版、1982版和1992版《橡胶工业手册》、《橡胶机械手册》和《橡胶机械安装、维护保养和检修》,并撰写了大量文章。现任中国化工装备协会橡机专业委员会高级顾问,全国橡塑机械信息中心和石化橡塑节能环保中心资深顾问,中国橡胶工业协会《中国橡胶》专家组成员。《橡胶工业手册》获化工部科技进步三等奖(1997年),本人获《中国橡胶》杂志全国百名突出贡献信息工作荣誉称号(2015年),获《橡塑技术与装备》创刊40年特殊贡献者称号(2015年)。2016年荣获中国橡机工业“终身成就奖”。
1895年,法国研制成世界上第一条充气轮胎。1935年我国上海大中华橡胶厂产出第一条汽车轮胎。1948年法国开始生产子午线轮胎。我国在生产了大约45年的斜交轮胎之后的20世纪80年代开始实施工业化生产子午线轮胎,在之后的年代里,我国轮胎产业得到了快速发展,成为轮胎生产大国。2016年我国轮胎生产总量达到了6.10亿条,其中子午线轮胎5.65亿条,子午化率达到92.6%。少量斜交轮胎仅用于低速场合下使用的一般车辆及某些特种车辆。
随着我国国民经济的持续发展,轮胎产业将进一步适应国民经济的发展速度,进一步提高产量和质量,2017年的轮胎生产总量达到6.35亿条,其中子午线轮胎5.91亿条,子午化率提升到93%。
为普及轮胎生产知识,本文简要介绍轮胎生产基本工艺技术情况,以供参考。
1 轮胎概述
1.1 轮胎产品的分类
轮胎一词是轮胎产品的广义词,用于各种交通、运输工具上的轮胎统称,产品的实际分类情况如下。
1.1.1 按用途分类
(1)轿车和轻卡轮胎:主要装用于小轿车和小型轻载汽车上的充气轮胎。
(2)载重汽车轮胎:主要用于载货汽车、客车及其挂车上的充气轮胎。
(3)工程机械轮胎:用于轮式工程车辆和工程机械的轮胎。分为装载机轮胎、铲运机轮胎、平地机轮胎和压路机轮胎等。
(4)工业车辆轮胎:主要用于工业车辆上的充气轮胎、实芯轮胎和半实芯轮胎。分为叉车轮胎、电瓶车轮胎和平板车轮胎等。
(5)农业轮胎:主要用于农业机械与农业车辆上的充气轮胎。分为拖拉机轮胎、联合收割机轮胎和农业机具轮胎等。
(6)林业轮胎:主要用于林业机械和林业车辆上的充气轮胎。
(7)航空轮胎:用于航空飞行器上的充气轮胎。
1.1.2 按结构分类
目前常用的为下列两类:
(1)斜交轮胎
胎体帘布层和缓冲层各相邻层帘线交叉,且与胎冠中心线呈小于90°角,排列的充气轮胎。
(2)子午线轮胎
胎体帘布层帘线与胎冠中心线呈90°角,或接近90°角排列并以带束层箍紧胎体的充气轮胎。
1.1.3 按有无内胎分类
(1)有内胎轮胎:外胎内腔中需装配内胎的充气轮胎,压缩空气充注在内胎中,内胎上设有充气止回阀(即气门嘴)。
(2)无内胎轮胎:外胎内没有内胎的充气轮胎,压缩空气直接充入轮胎内腔,轮胎内表面气密层和胎圈与车轮轮辋着合,依靠内压实施自密封,以保持轮胎内腔内的气压。
1.2 轮胎胎侧上轮胎规格表示方法及其他标记内容
1.2.1 轮胎规格表示方法
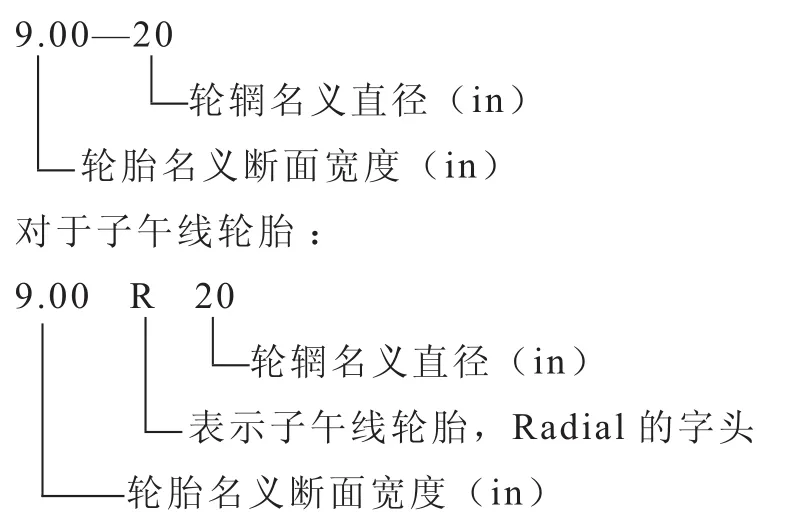
(1)一般轮胎规格表示方法。一般轮胎规格通常以英制表示。对于斜交轮胎:
(2)轮胎规格国际标准表示法
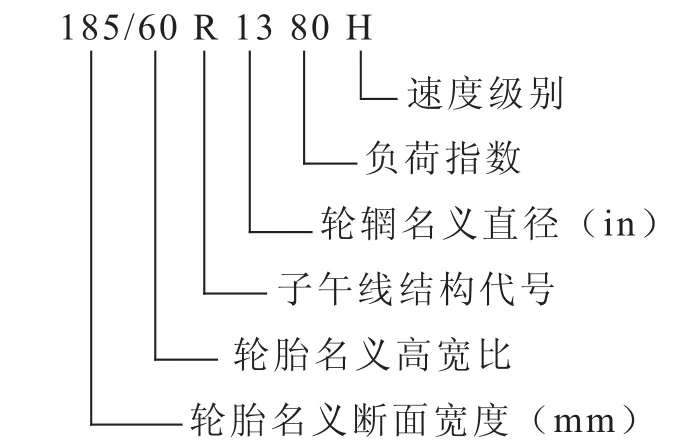
用国际标准表示轮胎规格时其内容相对较复杂,通常以轮胎断面宽度(mm)、轮胎扁平率(%)、轮胎结构代号、轮辋名义直径(in)四项为主表示。有些轮胎另外加注轮胎负荷指数和速度级别等代号。这种表示方法大都用于轿车子午线轮胎。标记示例如下:
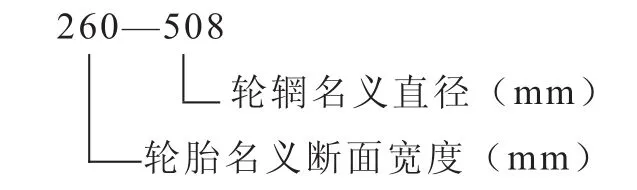
(3)轮胎规格公制表示法
有的国家,如俄罗斯,轮胎规格采用公制表示法,例如:
1.2.2 轮胎胎侧上的其他标记
每一条轮胎胎侧上除标记有轮胎规格外,还标记有下列内容:
(1)制造厂名、国名、商标;
(2)最大负荷、充气压力;
(3)轮胎骨架材料、如全钢子午线轮胎,则标记“ALL Steel”;
(4)无内胎轮胎标记“TUBELESS”,有内胎轮胎则无标记;
(5)轮胎层级,如14PR、16PR,意为14层级、16层级,但并非表示实际的轮胎胎体帘布层层数。轿车子午胎不标层级,层级主要标记在载重轮胎胎侧上。字母PR为英文Ply Ratimg两字字头组成;
(6)使用条件,全天侯轮胎标记“ALL WEATH ER”,雪地轮胎标记“SNOW”,冬季轮胎标记“WINTER”;
(7)胎面花纹磨损后可以重新刻制花纹的标记“REGROOVABLE”;
(8)得到美国和加拿大运输局认可的轮胎则标有“DOT”标记号。
此外,有的轮胎尚有生产编号、胎面磨耗标记位置和检查标记等。有的也可以根据需要标记其他内容以指导用户。
随着技术的进步,欧盟、美日等国和地区先后出台了“轮胎标签法”,要求轮胎必须加贴标签,内容包括燃油效率、滚动阻力、湿路面抓着力和滚动噪声的等级。RFID电子标签也可以将这些参数及其等级存储。
从2016年7月1日起,我国轮胎产品开始实行轮胎身份证植入轮胎射频识别(RFID)电子标签,通过采集终端读取有关数据,与管理软件配合,实现对轮胎生命周期资料的记录及追溯。
1.3 速度级别和负荷指数
1.3.1 速度级别
每一种规格的轮胎均有一个相应的速度级别,每个速度级别对应一个最高时速,如表1所示。但一般跑高速公路的轿车可选H级轮胎,一般选择T级轮胎就已足够。

表1 轮胎速度级别
1.3.2 负荷指数
汽车轮胎在用棉纤维作为骨架材料的年代,用帘布层数代表轮胎的负荷能力,后来又改用帘布层级来表示(层级和层数不是一个概念)。在新型高强度帘线不断发展和应用的情况下,采用“负荷指数”取代“层级”的表示方法。国际标准将可以预见到的负荷量从小到大依次划分为280个等级负荷指数,每个指数代表一级“轮胎负荷能力”,相邻级的指数差级约3%。最低负荷指数为“O”,其相应负荷为45 kg(0.44 kN),最高负荷指数为279,其相应负荷为136 000 kg(1 334 kN)。
常用负荷指数及其对应的负荷量见表2。
2 轮胎基本结构
2.1 斜交轮胎基本结构
斜交轮胎者顾名思义是胎体帘布呈45°斜载后以交叉贴合的方式构成胎体受力骨架。斜交轮胎的基本结构如图1~图3所示。双钢丝圈的结构主要用于载重斜交轮胎,而单钢丝圈的结构主要用于轻型斜交轮胎。斜交轮胎主要由胎面、胎侧、缓冲层、胎体帘布层、内衬层、钢丝圈等部件构成。这种轮胎由于胎体帘布层多,胎体厚实、坚固,胎侧胶较厚不易损坏。钢丝圈为方形,其三角胶较短,但起填充作用。斜交轮胎消耗原材料多,滚动阻力大,缓冲性能欠佳、耗油量多,不适合高速行驶。
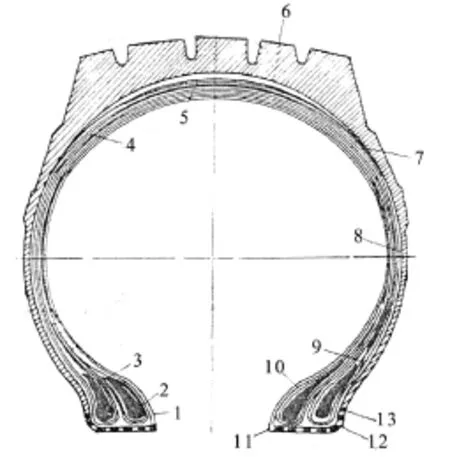
图1 双钢丝圈斜交轮胎断面图
斜交轮胎的胎面花纹有普通花纹、混合花纹和越野花纹等,胎面花纹合理与否,同样影响到行驶性能。
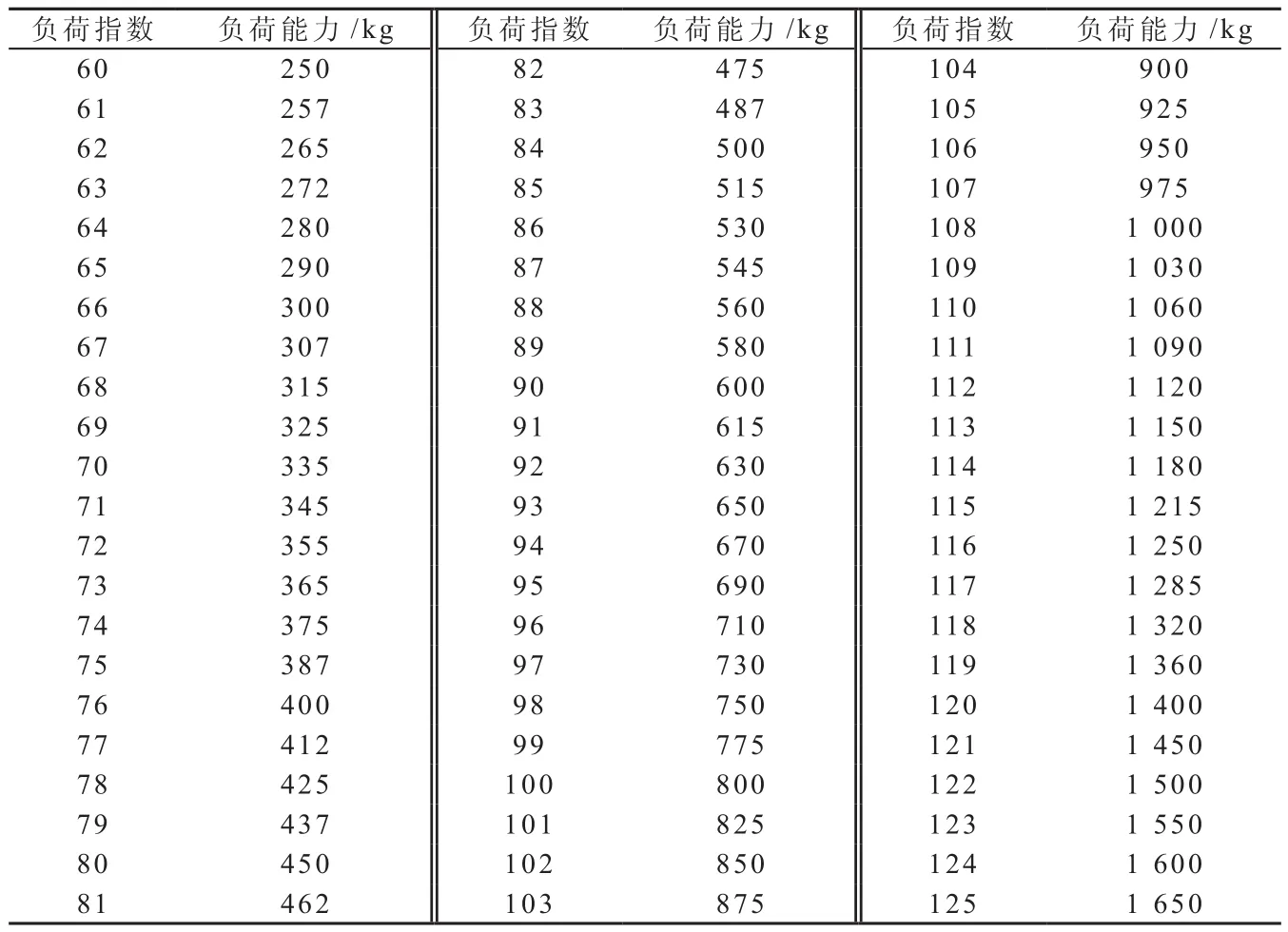
表2 常用轮胎负荷指数及其对应的负荷量
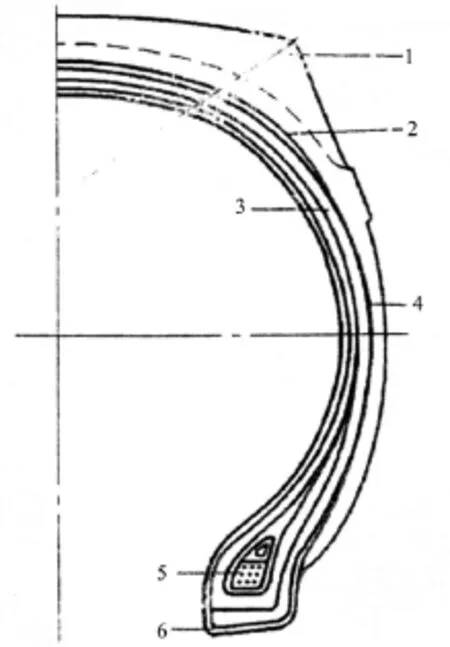
图2 单钢丝圈斜交轮胎断面图
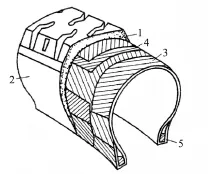
图3 斜交轮胎剖面图
斜交轮胎一般均为有内胎轮胎,内胎和车辆轮辋之间衬有垫带以防内胎与轮辋之间产生摩擦而损坏内胎。
不论是斜交轮胎还是子午线轮胎,均与汽车轮轴上的轮辋配合使用,如图4所示,通过气门嘴向内胎充入压缩空气,充气气压为0.3~0.6 MPa,视不同轮胎而定。在内胎充气压力作用下,将轮胎胎圈部位紧紧箍紧在轮辋上。
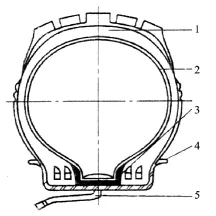
图4 轮胎与汽车车轴上轮辋的装配
斜交轮胎经历了上百年的发展和使用历史,为交通事业的发展作出了贡献,然而我国从20世纪80年代开始,子午线轮胎在引进技术推动下,取得了意想不到的飞速发展,到2016年,除少数品种轮胎外,基本达到全面子午化,子午线轮胎产量达到5.65亿条,而斜交轮胎产量仅为0.45亿条。
2.2 子午线轮胎基本结构
子午线轮胎的子午线系指胎体帘线与轮胎胎冠中心线呈90°或接近90°排列,即胎体帘线呈子午向排列。轮胎胎体帘布上方有强度很高的钢丝带束层紧箍着胎体,因此子午线轮胎内压对帘线产生的应力比对斜交轮胎胎体帘线的应力约低50%,从而可减少胎体帘布层数,且可降低滚动阻力20%~35%,节油5%~10%。载重子午线轮胎的带束层承受轮胎总应力60%~75%,而斜交轮胎胎体帘布层承受总应力的80%~90%。子午线轮胎胎侧径向变形比普通结构斜交轮胎大25%~30%,侧向刚性低10%~30%。胎侧承受的最大应力比斜交轮胎高一倍。
图5和图6所示为子午线轮胎的解剖图,图6所示顶层带束层两边增设了0°带束层,其功能是当轮胎负载行驶时,带束层的应力几乎被完全消除,仅产生较小的变形,当没有0°带束层时,带束层边缘应力集中而产生变形。
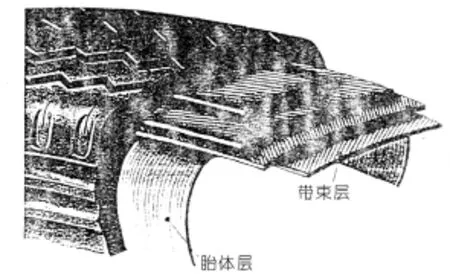
图5 子午线轮胎剖面图
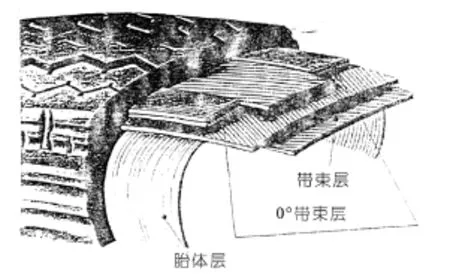
图6 具有0°带束层的子午线轮胎剖面图
图7所示为设有0°带束层的有内胎全钢载重子午线轮胎断面图。图8所示为设有0°带束层的无内胎全钢载重子午线轮胎断面图。无内胎轮胎的内腔气密层要求极高的气密性,胎圈部位有15°的斜度,以便和轮辋配合靠内压自行密封。0°带束层技术源自意大利Pirelli公司。

图7 带0°带束层的有内胎全钢载重子午线轮胎断面图
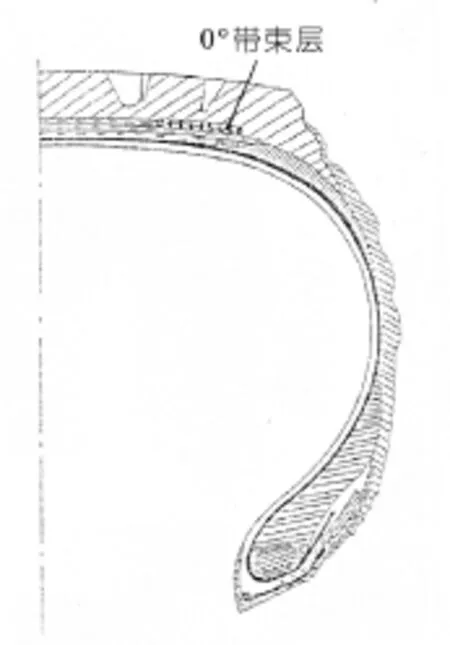
图8 带0°带束层的无内胎全钢载重子午线轮胎断面图
图9所示为轿车子午线轮胎的断面图。图10所示为全钢载重子午线轮胎断面图。前者结构相对简单一些,但行驶速度高、性能要求高、多年来追求扁平化。轿车子午线轮胎的扁平化,在高速行驶下有利于汽车的稳定性和乘坐的舒适性。
全钢载重子午线轮胎的结构相对比较复杂,必须具备重载高速行驶性能。
子午线轮胎一般由胎体帘布层、内衬层、胎面、带束层、胎侧、钢丝圈及其三角胶和一些小部件组成,轿车子午线轮胎的胎体帘布大多用尼龙帘布或聚酯帘布、芳纶帘布,带束层则用钢丝帘布,钢丝圈则多用六角形,少有用方形的。对于全钢载重子午线轮胎,胎体和带束层均采用钢丝帘布作为骨架材料。由于子午线轮胎的结构特点。六角形钢丝圈的填充三角胶的高度比斜交轮胎的高很多,且由两种胶料构成,以满足其工作特点,胎面胶的不同部位据性能要求采用不同胶料构成,并在部分子午线轮胎生产中采用白炭黑作为填充剂,并正在研究试用石墨烯作为填充材料,以提高胎面的导电、导热和机械性能。
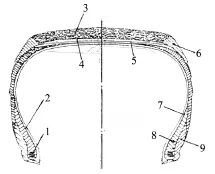
图9 轿车子午线轮胎断面图
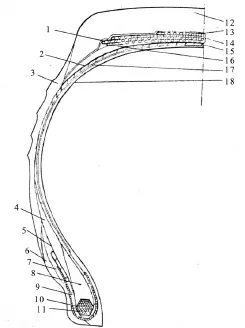
图10 全钢载重子午线轮胎断面图
2.3 胎面花纹
轮胎的胎面是轮胎使用胶料最多的地方,为提高轮胎行驶过程中对地面的抓着力,同时也可减少胶料的用量,在轮胎硫化过程中通过内压作用硫化出与轮胎模型花纹相对应的胎面花纹。
早期的胎面花纹有普通花纹,如烟斗花纹(横向花纹)、锯齿形或波浪形花纹(纵向花纹);混合花纹及越野花纹。对于轿车子午线轮胎,宜考虑适于各种道路和气候条件的全天侯花纹,同时考虑耐磨性能、排水性能、牵引性能和噪音等问题,以适应高速行驶的要求。
轮胎花纹设有磨损标志,当轮胎胎面花纹磨损到磨损标志时,必须换上新胎。磨损标志设在胎面基础以上1~1.6 mm处。
有资料介绍,对于花纹沟的深度:普通花纹为9~10 mm,雪地花纹为14~15 mm(斜交轮胎),子午线轮胎为11~12 mm,高速轮胎花纹为7~8 mm。
3 轮胎生产工艺流程
汽车轮胎是由各种部件组合而成,首先要制备各种轮胎部件的胶料,然后利用具有不同特性的胶料与相关材料制成各种轮胎部件,将各种部件组合成型成胎坯,最后经过硫化制成成品轮胎。
不同结构的轮胎的生产工艺流程也不相同。
3.1 斜交轮胎的生产工艺流程
斜交轮胎的生产工艺流程如图11所示,它由帘布压延系统、胎面胶系统、钢丝圈系统、成型硫化系统、内胎和垫带系统等组成。
3.2 轻卡、轿车子午线轮胎生产工艺流程
轻卡、轿车子午线轮胎的生产工艺有二次法生产工艺和一次法生产工艺两种。所谓二次法生产工艺和一次法生产工艺,其区别主要在于子午线轮胎的成型。二次法成型在两台机器上分别完成胎体组件成型和带束层胎面组件成型,然后将胎体组件移至第二台成型机的定型(成型)鼓上完成组合成型。在部件制备和胶料加工、轮胎硫化方面,二次法和一次法没有什么差异。
轻卡、轿车子午线轮胎二次法生产工艺流程和一次法生产工艺流程分别见图12和图13。
3.3 全钢载重子午线轮胎生产工艺流程
全钢载重子午线轮胎生产工艺同样有二次法和一次法两种生产工艺,但二次法生产工艺仅在少数引进国外二次法生产工艺的企业使用,没有消化吸收和推广使用,我国消化吸收和推广使用的是一次法生产工艺,开发的成型机是二鼓、三鼓和四鼓全钢载重子午线轮胎一次法成型机。
图14和图15所示为两种一次法成型全钢载重子午线轮胎的生产工艺流程,其区别是图14所示的流程中具有0°带束层(参见图7),这是意大利Pirelli的工艺技术,而图15所示则没有0°带束层,其他工艺流程基本一样。
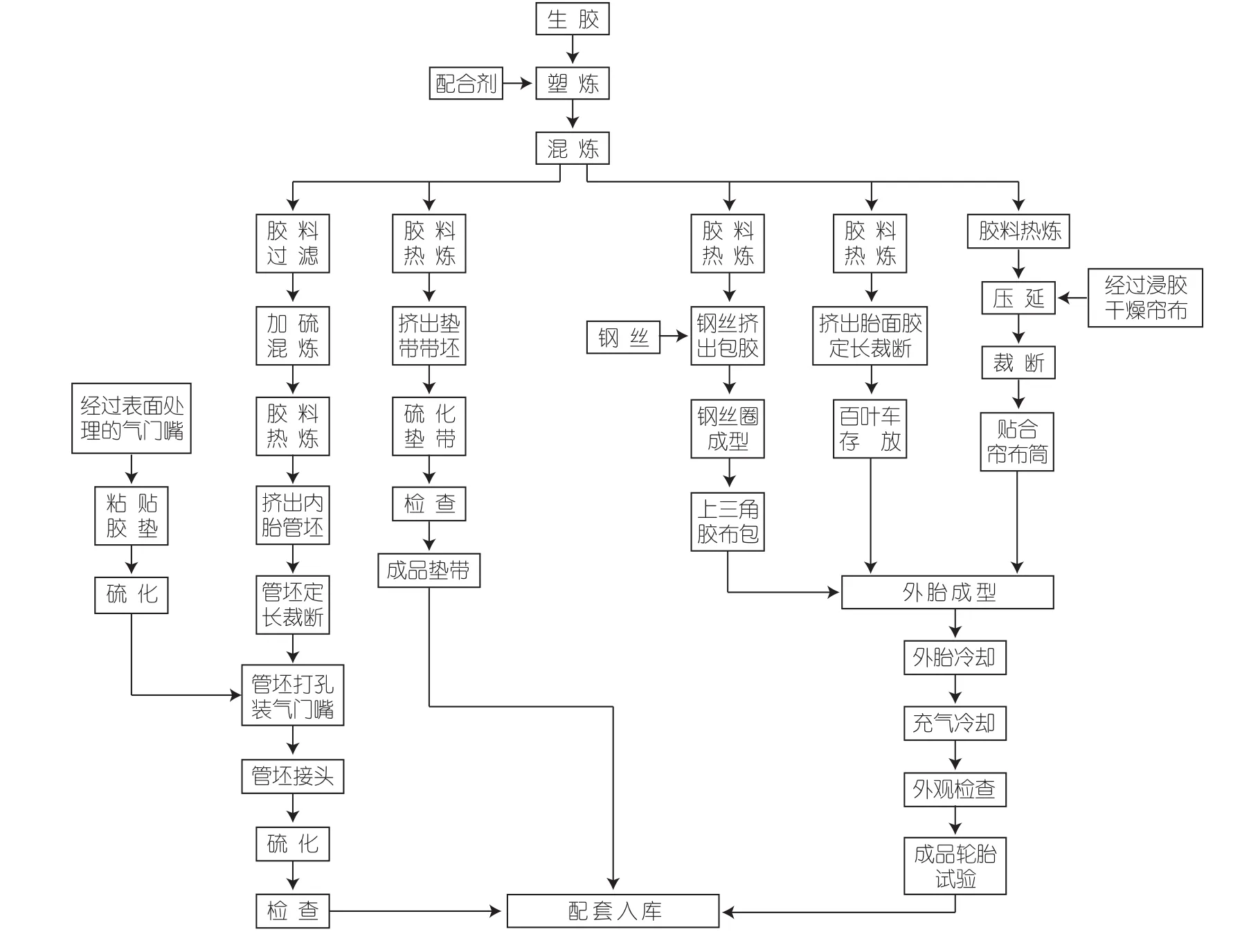
图11 斜交轮胎生产工艺流程
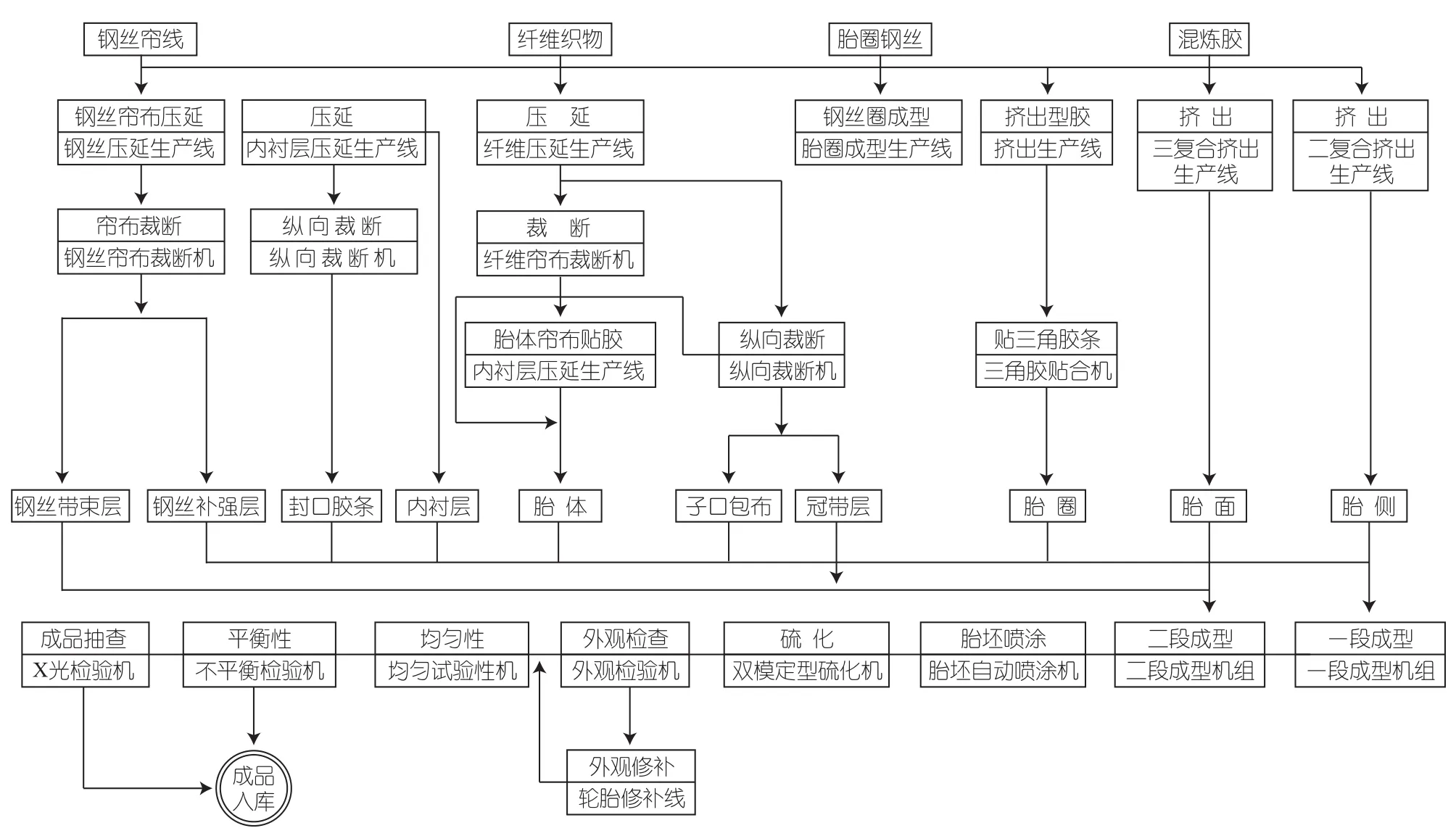
图12 二次法成型轻卡、轿车子午线轮胎生产工艺流程
图13 一次法成型轻卡、轿车子午线轮胎生产工艺流程
图14 一次法成型全钢载重子午线轮胎生产工艺流程(一)
图15 一次法成型全钢载重子午线轮胎生产工艺流程(二)
