大型舱体螺纹孔位置精度测量方法分析
2018-08-30倪爱晶于望竹蔡子慧
倪爱晶 郭 庆 赵 婕 于望竹 蔡子慧 杨 纯
(北京卫星制造厂有限公司,北京 100094)
1 引 言
螺纹连接是机械结构中应用最为广泛的一种连接方式,具有结构简单、连接可靠、装卸方便、成本低等优点[1]。螺纹孔在螺纹连接中同时起到定位和连接作用,对机械结构的精度和功能具有重要意义。普通螺纹孔[2,3]是在底孔的基础上通过攻丝形成的孔。螺纹孔位置精度测量一直是个难题,目前螺纹孔位置精度的测量方法有两种,即直接测量和间接测量。螺纹孔位置精度直接测量方法是利用三坐标测量机测针直接测量螺纹牙型获得孔中心。螺纹孔间接测量方法又包含两种,一种是测量螺纹孔底孔(光孔)的位置度,用螺纹孔底孔的位置度表示螺纹孔位置度[4],另一种是使用测量工装,通过测量与螺纹孔配合的测量工装,并以工装轴线位置表示螺纹孔位置。
大型舱体是空间站核心结构,承担长期载人和组合体管理任务。大型舱体是由柱段和锥段壁板焊接而成[5],舱体壁板分布有用于安装精密仪器及重要机构的舱外支架及接口,螺纹孔精度直接影响精密设备或重要机构的安装精度,螺纹孔位置精度要求通常较为严格,一般在0.1mm以内。因此,螺纹孔位置精度测量是舱体结构精度测量中的一项关键技术。
大型舱体尺寸大,直径和高度都超过2m,螺纹孔位置度测量已经无法使用三坐标测量机,需要依靠激光跟踪仪这类便携式测量设备进行在线测量,而激光跟踪仪无法直接测量螺纹孔轴线,只能使用测量工装配合进行螺纹孔的间接测量。使用激光跟踪仪和螺纹工装间接测量螺纹孔时,螺纹孔位置测量精度、螺纹孔与光孔状态的孔位偏差大小都是关键问题。本项目利用试验件进行了螺纹孔测量试验,对螺纹孔实际的位置精度测量结果进行了具体分析,获得了三坐标测量机测量的光孔与螺纹孔状态孔位偏差、激光跟踪仪测量的螺纹孔和三坐标测量机测量的螺纹孔孔位偏差数据,得到了基于测量工装和激光跟踪仪方法测量螺纹孔的相关数据,为螺纹孔的位置精度测量和使用提供了数据支撑。
2 螺纹孔测量试验
2.1 试验件
试验件为方形铝板,如图1所示。试验件上分布有12行、20列孔,行间距和列间距均为30mm。由于大型舱体接口上的螺纹孔普遍为ST5~ST8尺寸规格,因此试验以ST5~ST8四种规格螺纹孔为分析对象。图1中ST4-1、ST5-1、ST6-1、ST8-1分别表示ST4孔、ST5孔、ST6孔、ST8孔的第一行。
按照被测孔状态,整个试验分为三个阶段,前两个阶段的测量内容包括试验件基准平面及所有规格孔。其中,第一个阶段为试验件机加底孔后,此时,试验件上所有孔均为光孔。第二阶段为试验件攻丝后,此时,试验件上每个孔径系列的前两行即ST4-1、ST4-2、ST5-1、ST5-2、ST6-1、ST6-2、ST8-1、ST8-2为螺纹孔,其它为光孔。最后一个阶段测量内容为螺纹配合间隙。

图1 试验件Fig.1 Specimen
2.2 测量设备和测量工装
试验使用三坐标测量机和激光跟踪仪两种测量设备,由于三坐标测量机的稳定性和精度较好,因此以三坐标测量结果评价螺纹孔与光孔的孔位偏差,并将三坐标测量数据作为激光跟踪仪测量数据分析的基准数据,获得激光跟踪仪螺纹孔测量数据与基准数据的偏差。测量设备参数如表1所示,从表中数据可以看出,针对试验件的测量,两种设备的测量精度都在微米级,不会影响整个实验的数据分析。

表1 测量设备参数
由于需要使用测量工装间接测量螺纹孔,所以根据试验件螺纹孔规格设计了相应的测量工装,图2所示某种规格的螺纹孔测量工装。测量工装由螺纹部分和测量部分组成。其中,螺纹部分与螺纹孔配合,螺纹公差为6h。测量部分为包含内锥孔的柱体,内锥孔为激光跟踪仪测量靶球放置位置,外圆柱为三坐标测量机采样区域。为了保证三坐标测量机和激光跟踪仪的测量条件等同,加工过程中严格保证Ф18圆柱和90°锥角的圆锥之间的同轴度。
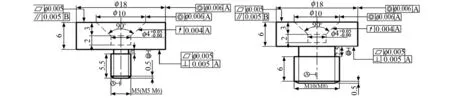
图2 螺纹孔测量工装Fig.2 Measuring screw of threaded hole
2.3 测试方法
试验第一阶段即试验件机加底孔后,使用三坐标测量机测量基准面和所有底孔,获得底孔在工件坐标系下的坐标。此后进入试验的第二阶段,试验件部分底孔攻丝后,使用激光跟踪仪和三坐标测量机测量基准面和测量工装的测量部分,获得工件坐标系下螺纹孔的坐标。为了减小螺纹孔轴线与端面不垂直带来的影响,以螺纹孔测量工装轴线与端面的交点表示螺纹孔的位置,即图3中的螺纹孔中心。在此基础上,比较攻丝前后的三坐标测量的孔位数据,计算光孔攻丝前后的偏差,并计算图3中的螺纹孔中心点与底孔中心点位置偏差。比较激光跟踪仪和三坐标测量机螺纹孔测量数据,以证明大型舱体螺纹孔精度测量方法的可靠性。

图3 螺纹孔轴线与端面不垂直时的位置表达Fig.3 Nonperpendicularity of threaded hole relative to end face
由于螺纹配合存在间隙,单纯地根据螺纹孔偏差数据来判断其是否具备使用状态是不科学的。所以在螺纹孔和光孔的孔位偏差数据的基础上,还需要分析螺纹配合间隙情况,从而来判断螺纹孔是否具备使用条件。为了验证螺纹配合间隙的存在,并获得不同规格螺纹孔的间隙量,设计了一组实验,试验装置如图4所示。将特定公差等级塞规和螺钉旋入试验件螺纹孔中,百分表测头接触塞规外面,测点距零件表面4mm。通过施加外力的方式,使得塞规或螺钉位置发生变化,通过百分表读数的变化判断螺纹间隙。

图4 螺纹间隙测量Fig.4 Measurement of thread clearance
3 结果与分析
3.1 攻丝前后光孔数据分析
为了说明试验件整体状态的变化情况,试验件的每种规格孔的第三行始终保持底孔(光孔)状态,螺纹孔攻丝前后,三坐标测量机均测量了这些光孔。利用攻丝前后的三坐标测量的光孔数据偏差值绘制折线图,如图5所示。图5中横坐标为孔编号,纵坐标为偏差值,最大偏差约为0.02mm,以ST6孔发生的频率最高,20个孔中有5个孔偏差达到0.02mm。另外,ST8孔中也有1个孔的偏差值达到0.02mm。从图5可以看出,针对数据分析的四种规格共80个孔,偏差在0.01mm内的孔的数量超过90%。可以看出,攻丝前后试验件状态基本一致,没有发生明显变形。因此,试验件状态对螺纹孔攻丝前后的测量数据比对不会产生影响。

图5 攻丝前后光孔数据偏差Fig.5 Deviation of unthreaded hole
3.2 螺纹孔测量数据分析
以攻丝前三坐标测量机的螺纹孔底孔测量数据为基准数据,将攻丝后的三坐测量机与基准数据进行比对,获得偏差数据,利用偏差数据绘制如图6所示的折线图。从图6可以看出,攻丝前后螺纹孔最大偏差接近0.2mm,最小偏差0.03mm,偏差大小和方向都呈随机性。四种规格的160个孔中,偏差0.1mm内的孔的数量约占75%,偏差在(0.1~0.2)mm之间的孔约占25%。在测量工装的精度有保证的情况下,此偏差反映了攻丝前后螺纹孔位置精度测量结果的差异。
为了验证大型舱体螺纹孔精度测量方法的可靠性,以三坐测量机测量的螺纹孔数据为基准数据,将激光跟踪仪测量的螺纹孔数据与基准数据进行比对,比对结果如图7所示,最大偏差0.07mm只出现了一次,偏差在0.03mm以内的数据比例大于90%,说明在使用测量工装的情况下,激光跟踪仪测量螺纹孔数据与三坐标测量机测量螺纹孔数据一致性较好,基于激光跟踪仪和测量工装的大型舱体螺纹孔精度测量方法可靠性较高。

图6 三坐标测量的螺纹孔数据与光孔数据偏差δ(mm)Fig.6 Deviation between unthreaded hole and threaded hole

图7 激光跟踪仪螺纹孔测量数据与三坐标测量数据偏差δ(mm)Fig.7 Threaded hole position deviation between laser tracker measurement and CMM measurement
3.3 孔位偏差与螺纹孔垂直度数据分析
在螺纹孔位置精度测量过程中,对螺纹孔轴线与端面的垂直度也进行了评价。为了分析螺纹孔位置度与垂直度数据的相关性,将四种规格的160个螺纹孔与光孔的位置偏差与垂直度按照垂直度数值的排序绘制折线图,如图8所示。从图8可以看出,当螺纹孔垂直度较好时,其位置度较攻丝前的底孔数据仍然有偏差,偏差规律呈现随机性,最大值接近0.2mm。随着螺纹孔垂直度数值明显增大,其位置偏差也呈现增大趋势,体现在孔位偏差数据的均值和极值都有增大趋势。可以看出,螺纹孔轴线与端面垂直度误差是引起螺纹孔相对光孔位置发生偏差的一个因素,但并不是唯一因素。

图8 螺纹孔的位置偏差δ和垂直度相关性Fig.8 Relation between position precision and axes perpendicularity of threaded hole
3.4 螺纹配合间隙测量
通过3.2条基于三坐标测量机的螺纹孔与光孔偏差数据分析,得到攻丝前后螺纹孔数据偏差0.2mm,已经超过螺纹孔位置公差值,由于存在螺纹间隙,所以此偏差数值并不能够充分说明螺纹孔是否具备使用条件。为了判断螺纹孔是否具备使用条件,进行了螺纹孔间隙测量试验。将5H塞规和6h级螺钉拧入试验件上相应规格螺纹孔中,施加外力的情况下,读取测头与塞规和钛钉接触的百分表读数,如图4所示。则螺纹间隙ζ可通过式(1)计算获得
ζ=△×l/h
(1)
式中:△——百分表读数变化;l——螺纹长度;h——测点距螺纹末端距离。
测量结果见表2,表中理论最大间隙是由塞规、螺钉及螺纹孔公差[6]计算得到。从表2结果可以看出,螺纹配合存在间隙,且普遍在0.15mm以上。由于螺纹间隙的存在,因此螺纹拧入后的位置存在不确定性和容差性,当螺纹孔配合间隙值接近或大于其位置偏差,即使螺纹孔位置精度超差,但是其仍然具备使用条件,且螺纹孔的连接和固定功能不受影响。

表2 螺纹间隙测量结果
4 结束语
螺纹孔在机械结构中起到关键的定位和连接作用。对于大型舱体的螺纹孔,传统的三坐标测量机已经不再适用,需要依靠激光跟踪仪这类便携式测量设备,而激光跟踪仪无法直接测量螺纹孔轴线,因此使用测量工装配合实现螺纹孔的间接测量。使用激光跟踪仪和螺纹工装间接测量螺纹孔时,螺纹孔位置测量精度、螺纹孔与光孔状态的孔位偏差大小等都是关键问题。利用试验件和测量工装进行螺纹孔测量试验,得到了以下几点结论:
(1)基于测量工装和三坐标测量机测量方法获得的螺纹孔与光孔状态孔位最大偏差接近0.2mm,偏差大小和方向都呈现随机性。
(2)激光跟踪仪测量的螺纹孔数据与三坐标测量机测量的螺纹孔数据一致性较好,偏差在0.05mm以内的孔的数量超过99%,偏差在0.03mm以内的孔的数量超过90%。
(3)随着螺纹孔垂直度数值明显增大,其位置偏差也呈现增大趋势,体现在孔位偏差数据的均值和极值都有增大趋势,说明螺纹孔轴线与端面垂直度误差是引起螺纹孔相对光孔位置发生偏差的一个因素。
(4)螺纹配合存在一定的间隙,间隙量与螺纹公差有关,实际的螺纹配合间隙量普遍在0.15mm以上。
螺纹配合间隙测量试验数据表明,基于测量工装的螺纹孔位置测量数据与光孔测量数据存在一定的偏差,但由于螺纹配合间隙的存在使得螺纹配合具有不确定性和容差性,因此不能单纯地利用螺纹孔的位置测量数据来判断其是否具备使用条件。为了更加科学合理地评判螺纹孔位置精度,提出以下两点建议:
(1)以光孔状态作为精度测量的状态,使用光孔状态测量数据作为最终孔位精度评判的依据。
(2)如果孔位精度测量状态为螺纹孔,基于螺纹配合间隙的存在及作用,应适当放大孔位精度公差。
