烘丝机旋转接头安装方式改进
2018-08-29永金
永金
(1.广东中烟工业有限责任公司技术中心,广东广州,100142;2.智思控股集团有限公司工程技术研究中心,江苏常州,213164)
1 引言
旋转接头是连接固定管道和旋转、摆动设备,并在二者之间输送流体介质动的密封装置。旋转接头输送的流体介质包括蒸汽、水、导热油、液压油、冷却液和其他气体等。旋转接头广泛应用于烟草、医药、化工、工程机械等行业[1]。烘丝机旋转接头安装于固定管道和旋转的烘丝筒之间,保证管道和烘丝筒之间的加热介质的输入和输出;烘丝机旋转接头的传输介质一般为蒸汽、热水和导热油等。
2 旋转接头结构及工作原理
烘丝机旋转接头一般采用双向内管旋转式旋转接头,即旋转接头安装在烘丝筒的一端,同时进行介质的输入和输出。
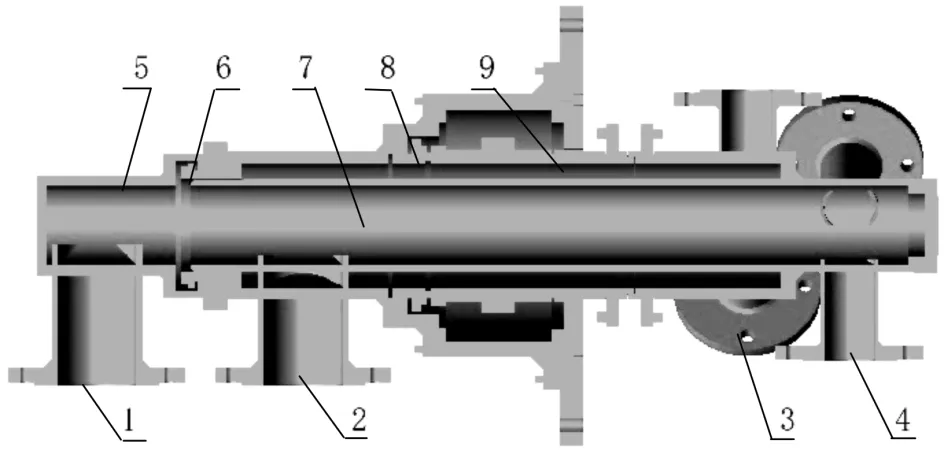
1.介质进口 2.介质出口 3.烘丝筒出口接头 4.烘丝筒进口接头 5.壳体(静壳体) 6.进油管端面密封 7.进油管 8.出油管端面密封 9.出油管(动壳体)图1 旋转接头结构图
烘丝机旋转接头的内部密封有端面密封和球面密封两种形式,端面密封和球面密封是按照密封面的形状来分类的,二者的工作原理基本相同[2]。端面密封旋转接头相对能够承受较大的摆动,所以使用更为广泛。本文就以端面密封旋转接头为例,对烘丝机旋转接头进行结构和工作原理分析。
端面密封旋转接头结构如图1所示。进油管和出油管分别通过端面密封与壳体密封。进油管和出油管连接成一个整体,再与壳体之间通过轴承连接,保证进出油管和壳体相对转动。加热介质依次经过进油口、进油管和烘丝筒进口接头进入烘丝机的烘丝筒夹层,加热烘丝筒筒壁;加热介质经烘丝筒夹层释放热能后依次经过烘丝筒出口接头、出油管和出油口返回介质管道。
端面密封动、静环的面接触实现介质密封,静环与旋转接头壳体通过静环密封圈密封装配,动环与旋转接头进出油管通过动环密封圈装配,随进出油管一起转动,动环上安装有弹性补偿圈,可保证动、静环工作面紧密配合。端面密封的结构如图2所示。
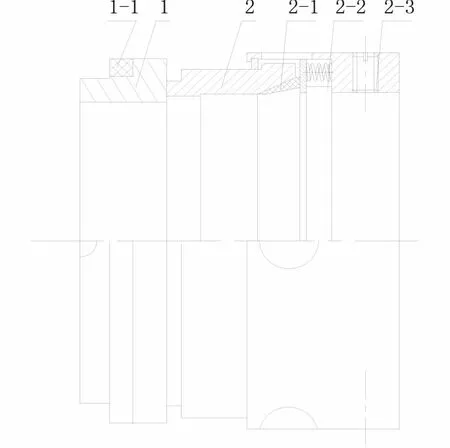
1.静环, 1-1静环密封圈 2.动环, 2-1动环密封圈, 2-2弹性补偿圈, 2-3动环支撑架图2 端面密封的结构图
3 旋转接头安装及特点
旋转接头是高精度装置,正确安装才能保证旋转接头的密封性,延长旋转接头的使用寿命。现有烘丝机旋转接头与旋转烘丝筒体之间的连接都采用旋转接头悬臂或悬挂的方法连接,旋转接头的动壳体与烘丝筒通过连接支架固定连接,随烘丝筒一起旋转;旋转接头的静壳体与固定支架固定连接,另外,静壳体上还有止转吊杆悬挂连接;旋转接头与固定管道通过进出口软管连接;旋转接头与烘丝筒的介质输送通过进出口连接软管连接;旋转接头安装连接形式如图3所示。

1.烘丝筒 2.旋转接头 3.固定支架 4.止转吊杆 5.进口软管 6.出口软管 7.进口连接软管 8.出口连接软管,1-1烘丝筒进口,1-2烘丝筒出口,1-3连接支架,2-1旋转接头进口,2-2旋转接头出口,2-3进管连接口,2-4出管连接口,2-5调节板图3 旋转接头安装结构
旋转接头的安装连接形式要求烘丝筒与旋转接头之间具有较高的同心度,尤其对于直径超过2米的中大型滚筒的制造精度限制了同心度要求,所以普遍存在旋转接头运行中摇摆幅度大,经常发生运行过程中介质输送管疲劳损坏,旋转接头的动静壳体之间的端面密封失效,引起旋转接头内部渗漏及外部渗漏等问题,影响设备运行的稳定和可靠性。
4 旋转接头安装方法改进
针对现有旋转接头安装普遍存在的技术问题,对旋转接头安装方法进行改进,减小旋转接头运行的摆动量,提高旋转接头运行的稳定性、可靠性,改进方案如下:
旋转接头的动壳体与烘丝筒通过连接支架之间增加一个万向节,万向头一端安装在旋转接头动壳体上,另一端安装在烘丝筒的连接机架上,将旋转接头的动壳体与烘丝筒进行过渡连接,不改变传动方式的情况下变固定连接为柔性连接。其他连接方式不变。旋转接头安装方法改进如图4所示。
通过万向节的柔性力矩传递,可以消除或减少烘丝筒与旋转接头中心偏差引起的旋转接头摆动量大的问题;同时,设备在受热膨胀的过程中,产生的轴向位移也可以通过万向节的活动间隙抵消[3]。旋转接头安装方法的改进,从径向和轴向减小或消除了旋转接头安装误差,保证了旋转接头运转的稳定性和可靠性。

1.烘丝筒 2.旋转接头 3.固定支架 4.止转吊杆 5.进口软管 6.出口软管 7.进口连接软管 8.出口连接软管9.万向节,1-1烘丝筒进口,1-2烘丝筒出口,1-3连接支架,2-1旋转接头进口,2-2旋转接头出口,2-3进管连接口,2-4出管连接口,2-5调节板图4 旋转接头的改进安装图
5 改进效果
该改进方案在SH31型叶丝烘丝机(干燥筒规格φ900X7000)上实施后,在相同工作状态下,改进前后旋转接头的端部最大摆动量由3.5mm减小到0.4mm,轴向位移由4.8mm减小到1.4mm。
