一种抗腐蚀液冷散热冷板的制备方法
2018-08-28,
,
(中国电子科技集团公司第十研究所,四川 成都 610036)
0 引言
随着微电子技术的迅速发展,电子设备向着微小型化高密度高功率方向发展,使电子设备的热流密度巨增[1]。有资料显示,器件的可靠性对温度十分敏感,在70~80℃水平上,温度每增加1℃,器件可靠性下降5%[2],因此散热技术已经成为影响电子设备可靠性的关键因素。目前,国内外电子设备大多采用液冷技术来解决散热问题,该技术具备散热效率高、噪声低和灰尘少等优点[3],同时,液冷技术也存在限制其大量推广的影响因素,如尺寸、重量、流阻、污垢和腐蚀等[4]。液体冷却通常有3类形式:传导液冷形式、穿通液冷形式和浸渍液冷形式[5],就工程实用性而言,在航空电子设备上采用的液体冷却形式通常是前两种[6]。液冷冷板焊接工艺和焊缝强度的要求极高,液冷冷板流道的焊接工艺可以采用熔焊和钎焊[7-8],目前常用的焊接方法主要有真空铝钎焊、直空电子束焊和搅拌摩擦焊[9]。上述冷板的显著特点是流道与金属基体一体化、冷却液在流道中运行以带走热量,一般采用铝合金材料,通过高速切削加工技术加工液冷冷板腔体和盖板零件,用定位销和工装装配定位夹紧后,整体焊接成形。由于传统焊接冷板在加工完成后,冷板内部的流道连最基本的化学氧化处理都不能进行,更无法进行其它防护处理,只能依靠材料自身的耐蚀性来保障冷板的防护能力,防护处理死角或不均匀性导致冷却液长期运行产生腐蚀产物堵塞流道或腐蚀破坏流道,此外,受冷板基材自身抗蚀能力、电偶腐蚀作用和冷却液酸碱度变化等综合因素影响,冷板内部流道的抗腐蚀问题更加突出。
1 抗腐蚀液冷散热冷板的制备
为了解决现有技术冷板内部流道日益突出的腐蚀堵塞问题,降低传统焊接散热冷板的渗漏风险,提供制造成本低,无需繁琐的焊前焊后处理,长期工作可靠性好的抗腐蚀液冷散热冷板的制备方法,即内置钛管的铸造液冷散热冷板制备方法。
液冷散热冷板是通过经流散热冷板内部流道的冷却介质带走热量,而内置钛管的铸造散热冷板,其流道全部为内置钛管,如图1所示。内置的钛管流道具有很强的防腐蚀能力及环境适应能力,具有长期工作可靠性,因此从设计上提升了散热冷板整体的防腐蚀能力。
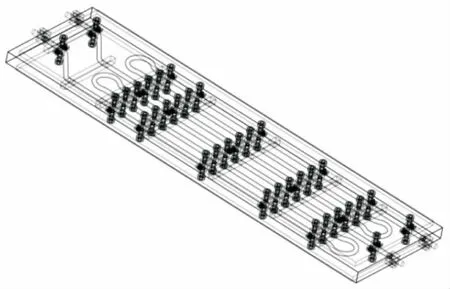
图1 抗腐蚀液冷散热冷板的结构
1.1 流道管路成型
采用钛合金管材材料按照冷却液流道设计的要求布局液冷散热冷板流道,增大液冷散热冷板流道钛管纵向两侧的折弯半径,利用折弯工装对液冷散热冷板流道钛管进行折弯成型。通过专用折弯工具完成折弯,加大液冷散热冷板流道钛管折弯半径以减小冷却介质流动阻力。完成成型的液冷流道管路实物如图2所示。

图2 液冷流道管路
1.2 流道管路装夹定位
对成型后的液冷散热冷板流道钛管进行管道装夹工装和模具定位板设计制造,采用具有半圆槽的管道装夹工装,沿液冷散热冷板流道钛管纵向平行排列进行固定装夹定位,以保证液冷散热冷板流道钛管的共面性。装夹定位工装如图3所示。
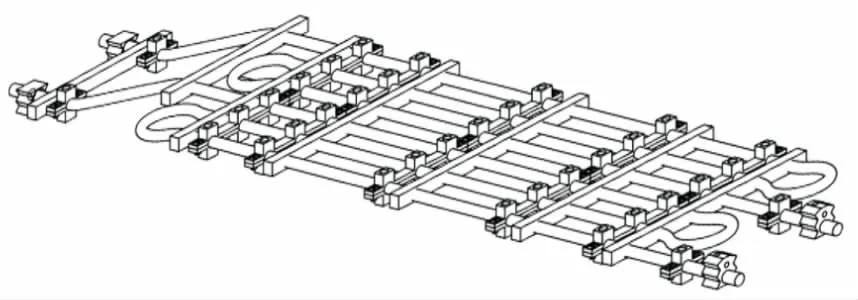
图3 装夹定位工装
1.3 熔模铸造
选用ZL101A为铸造材料,并使用Al-Sr中间合金对铝合金熔液进行变质处理;制作蜡料熔模和石膏型壳,通过蜡模将焊接后的液冷散热冷板流道钛管和两侧接口法兰整体放入熔炼炉中进行融模铸造成型,蜡模通过平行排列的螺钉装夹在两块模具定位板之间;采用真空吸铸方法,在740~750℃的精确控温条件下进行浇注,实现散热冷板整体一次成型,后经固溶处理加不完全人工时效(T5处理),获得满足II类铸件要求的散热冷板毛坯。成型后铸铝散热冷板成为液冷散热冷板基体,液冷散热冷板流道钛管呈迂回蛇形状嵌在铸铝散热冷板中。液冷散热冷板铸造毛坯如图4所示。
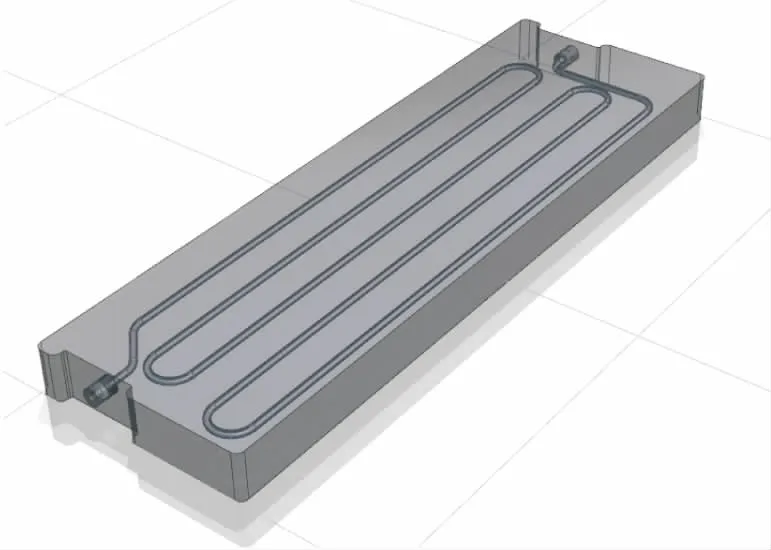
图4 抗腐蚀液冷散热冷板铸造毛坯
其中,浇注温度的选取较为关键,因散热冷板结构尺寸厚薄不均,为了获得更好的铸件晶粒,避免材质疏松和其他缺陷,根据铸造质量对浇注温度进行了多轮迭代优化,最终选取了740~750 ℃的浇注温度,该浇注温度区间小,对于浇注温度的精确控制要求较高。
1.4 机械加工
铸造散热冷板只需经过精密数控加工成型后,再经本色导电氧化、油漆处理、刻字等常规的加工工序即可制成抗腐蚀液冷散热冷板的成品,液冷散热冷板结构设计模型如图5所示,加工成品如图6所示。

图5 抗腐蚀液冷散热冷板结构设计模型
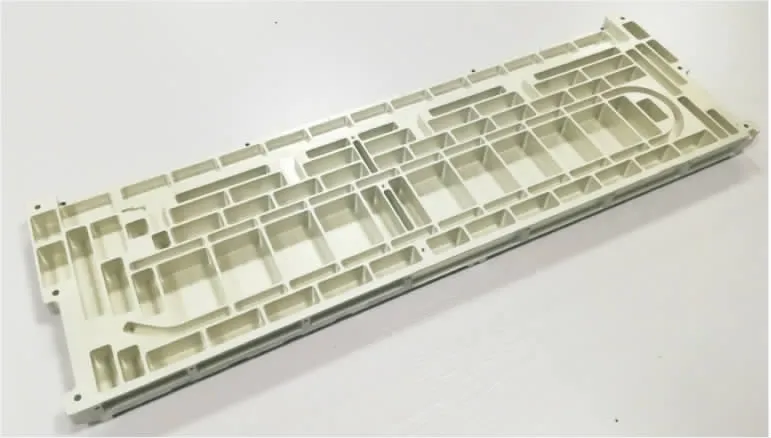
图6 抗腐蚀液冷散热冷板加工成品
2 创新点
2.1 异种材料一体化成型工艺创新设计
对液冷散热冷板一体化成型工艺进行创新设计,采用钛合金管路包裹于蜡模中,整体放入熔炼炉中进行消失模铸造成型为长方形平板,该长方形平板中蜡模消失后被注入的液态铸铝合金填充替代,液态铸铝合金冷却凝固后即为铸铝散热冷板散热板,埋入铸铝散热冷板散热板中的液冷散热冷板流道钛管和接口法兰组件成为该液冷散热冷板的有机组成部分,保证散热冷板的高耐压要求。
2.2 液冷散热冷板接口的结构形式创新设计
对液冷散热冷板接口的结构形式进行创新设计,采用钛合金管路直接穿通法兰,两端面设计坡口的接头结构形式,利于装配精密焊接后产品的气密保证。同时,为了保证散热冷板对外接口处的密封连接,需要对法兰两端面处与钛合金管路接触部位均进行焊接,对外一侧焊后铣削精加工余量,保证端面平整。两端焊接的方式能够最大限度保证焊缝密封质量。钛合金管路与端面接口法兰连接形式如图7所示,冷板对外接口端面结构设计形式如图8所示。
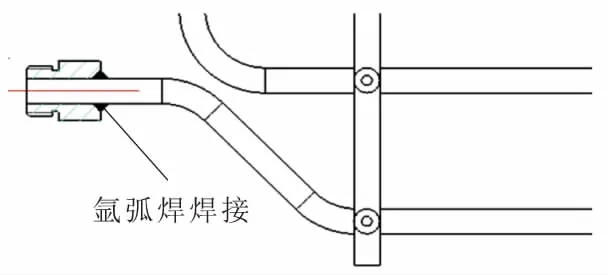
图7 钛合金管路与端面接口法兰连接
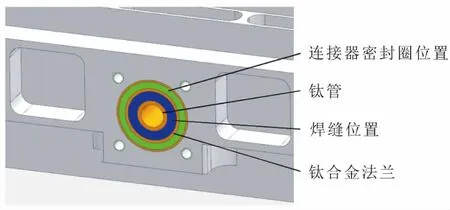
图8 冷板对外接口端面结构设计
2.3 定位成型工装创新设计
创新性地设计了系列工装,保证了内置钛管液冷散热冷板的质量。工装包括流道钛管折弯工装、钛管共面夹持工装、流道钛管焊接检测工装、一体化铸造成型工装、散热冷板成型耐压密封检测系统和散热冷板自动流阻测试系统。钛管共面夹持工装与一体化铸造成型工装如图9,散热冷板成型耐压密封检测系统原理框架如图10,散热冷板自动流阻测试系统原理框架如图11所示。
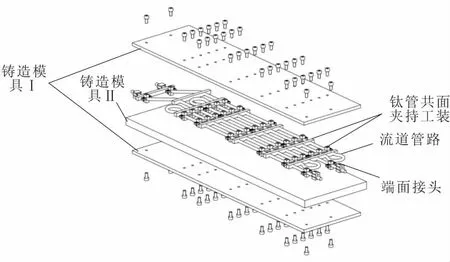
图9 一体化铸造成型工装
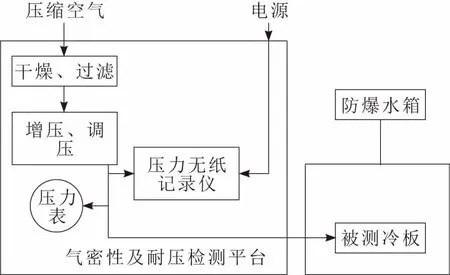
图10 散热冷板成型耐压密封检测系统
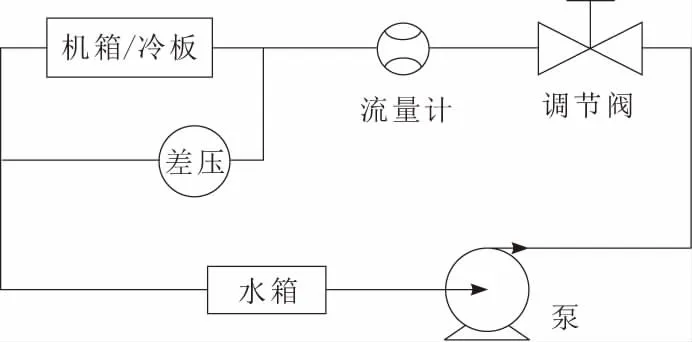
图11 散热冷板自动流阻测试系统
3 技术指标
抗腐蚀液冷散热冷板一般的技术指标如下:
①散热冷板的最大工作压力不低于4 MPa,爆破压力不低于10 MPa
②散热冷板内部钛管流道最小转弯半径Rmin=15 mm。
③散热冷板内部钛管布局定位精度±0.1 mm。
④散热冷板内部钛管共有3个规格,外径分别为φ6 mm、φ8 mm、φ10 mm,壁厚1 mm。
⑤散热冷板能按GJB150.11A的要求通过96 h盐雾试验。
⑥散热冷板(一般结构形式的散热冷板)在正常工作流量低于0.067 L/s时, 其流阻不大于50 Pa·s/m2。
4 主要成效
a.工艺方法简便,大批量制造成本低。按照流道设计的要求对液冷散热冷板流道钛管,利用折弯工装进行折弯成型,对成型后的液冷散热冷板流道钛管进行管道装夹工装和模具定位板设计制造,并固定装夹以保证液冷散热冷板流道钛管的共面性。所采取的铸造加工工艺方法对液冷散热冷板流道钛管的结构形式要求不大,能放入熔炼炉进行铸造的散热冷板均可进行制造加工。在散热冷板外形尺寸相同的条件下,相比目前由铝合金真空钎焊成型的液冷散热冷板流道,工艺简单,无需繁琐的焊接前处理、焊接件组装与预处理,以及后处理。
b.具有突出抗腐蚀能力和长期工作可靠性。液冷散热冷板流道钛管呈弯曲状嵌在铸铝散热冷板散热板即散热冷板基体中,两者成一整体,基于钛管的优良抗腐蚀性能,避免了对流道进行复杂的防护处理,可防止防护处理死角或不均匀性导致冷却液长期运行产生腐蚀产物堵塞流道或腐蚀破坏流道,保证了冷却液在流道中的长期可靠的运行,大大提高了散热冷板的抗腐蚀能力和环境适应性。
5 结束语
通过创新设计与工艺方法,提供一种抗腐蚀液冷散热冷板的制备方法。其中,通过内置钛管并整体铸造,内置的钛管能够保证冷板内部液冷流道具有较高的耐压能力和抗腐蚀能力,散热性能也满足要求;通过冷管与冷板端面的创新设计,保证内部流道对外接口端面密封的可靠性以保证整个液冷冷板的耐压可靠性。总的来说,通过上述工艺技术方法,能够制备出具有耐高压、抗腐蚀的散热液冷冷板。
