手把压型工装的设计优化
2018-08-23常小刚薛强
金属加工(热加工) 2018年8期
■ 常小刚,薛强

扫码了解更多
1. 概述
采煤机电控箱护板把手在我公司生产中多采用经过加工的φ20mm圆钢通过平面压形胎具压制而成,平面压形胎具上下胎的平面部分与圆钢接触面过小,对圆钢表面不能形成有效保护,工件表面摩痕严重。压形后需要用角磨机打磨修复工件表面,生产效率低,并且此种工装不易操作,圆钢在压形中容易从胎具两侧滑出,造成安全隐患。普通压形工装及压形效果如图1、图2所示。
2. 工装的设计优化及效果
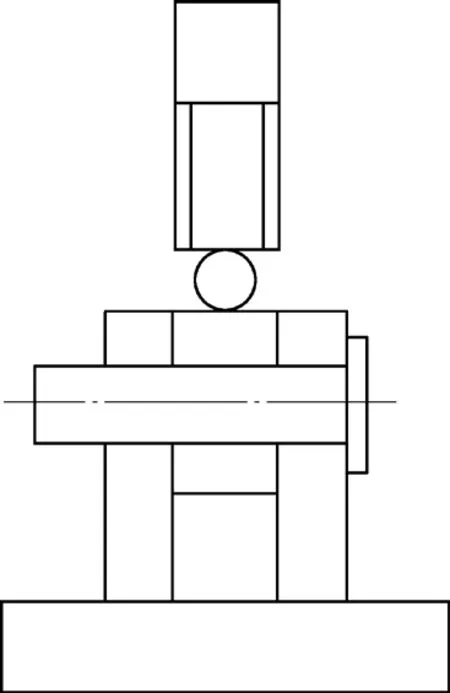
图1 普通压形工装
出现以上问题的根本原因在于上下胎平面设计缺陷。因此,对工装与圆钢的接触面进行优化设计,将平面改为和圆钢直径匹配的曲面,优化后的工装上下胎与圆钢接触面增大,不仅提高了手把的外观质量和尺寸精度,而且操作简单,安全可靠,可一次压形成活,无需后续打磨处理,生产效率大幅提高,适合批量生产。压形时,先将胎具固定于油压机上,再将工件卡在压形下胎上,两端用定位螺栓顶住工件,做好定位,便可进行压形。设计优化后的压形工装及压形效果如图3~图5所示。
3. 结语
通过对压形工装进行局部优化,结果表明,压形工件更容易定位,工件外观质量更好,为公司后续相似加工件压形工装的设计提供了经验。
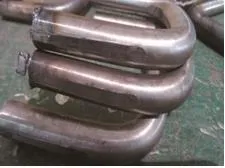
图2 普通工装压型效果
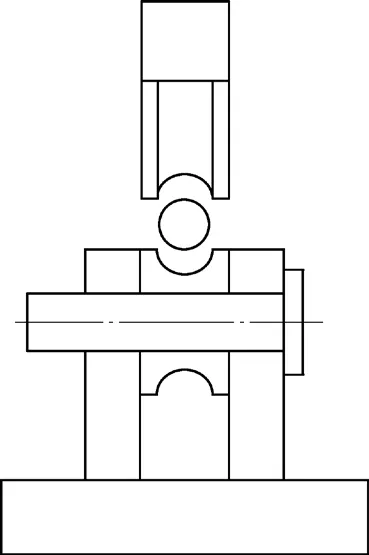
图3 设计优化后的压型工装

图4 优化后的压型工装实物

图5 优化后的工装压型效果
