西门子控制系统在EFD感应淬火机床上的开发应用(下)
2018-08-23董振海邹锦卫郝丰林
■ 董振海,邹锦卫,郝丰林

扫码了解更多
三、控制系统软件设计
1. 控制系统的主要功能
精确控制淬火和回火工艺,通过全自动化的配方管理,以及工件热处理状态的实时监控和多个热处理参数的实时监控来保证工艺结果的稳定。
控制系统主要实现以下几个方面的功能。
(1)轮毂轴承表面淬火、回火工艺的稳定性 根据不同的工件类型调整配方中设定的工艺参数,最终通过系统TB30(端子插板)输出4~20mA模拟量信号来控制加热功率。
(2)实时监控 工件状态的实时监控(见图4)和热处理工艺数据的实时监控(见图5)。
(3)质量监测与报警 通过激光打标机功能标识唯一编号可以追踪所有热处理数据,并分析热处理数据的一致性。任何参数超过设定范围都会通过MP277面板显示出现故障的信息,红色报警灯及蜂鸣器起动,提示设备故障。

图4 工件状态监控

图5 热处理工艺参数监控
2. SIMOTION 控制程序设计
淬火机床所有控制由SIMOTION专用软件SCOUT实现,SCOUT工程系统具有友好的系统操作以及强大的功能集成,只需要SCOUT系统就可以完成运动控制、PLC、工艺功能与驱动系统的开发工作。
SCOUT同时提供了多种开发语言,如梯形图(LAD)、功能图(FBD)和结构化文本(ST),也可以使用运动控制图(MCC)来编写运动序列,扩展的控制任务还可以轻松地用结构化风格的驱动控制图(DCC)实现。
为了提高系统的扫描周期,采用系统结构化文本(ST)进行编写程序。
系统初始化程序放入Startup Task中执行,初始化程序中可以定义初始变量、系统诊断程序、系统同步等功能,如图6所示。
Background Task中执行扫描程序(见图6),所有功能块都放入Background Task中执行,扫描执行顺序按照Background Task排列从上往下顺序执行,然后反复扫描执行,程序包括所有手动程序、自动程序、故障分析以及监控程序。程序通过FC、FB功能块方式提高程序的通用性。
系统通电后执行系统初始化程序,检测系统故障,无故障状态下,正常启动程序,进入循环扫描程序,在扫描程序中控制各个执行元件,如气缸、电缸、伺服回零位等,同时处理状态监控、故障报警、热处理数据存储等。自动程序根据所选择的不同配方执行不同的工艺程序。系统运行流程如图7所示。
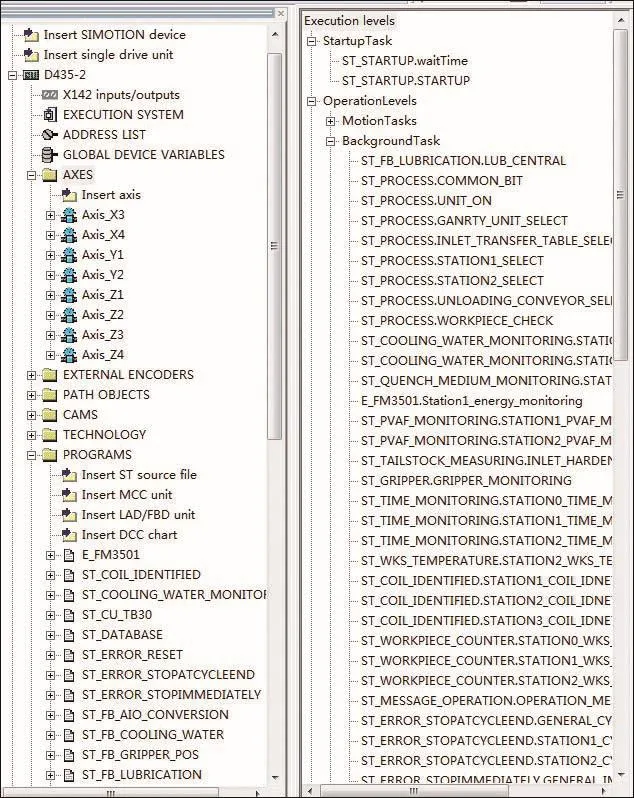
图6 控制系统执行程序结构
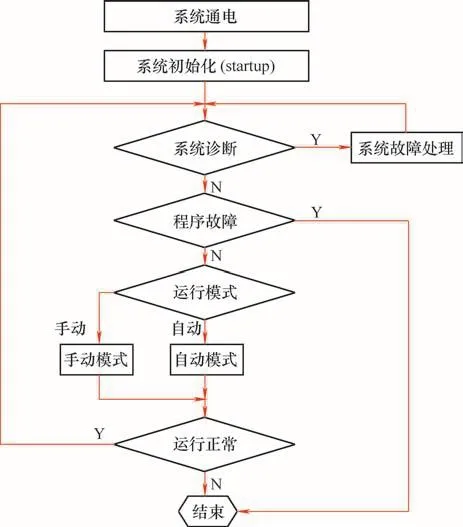
图7 主程序流程
3. HMI触摸屏程序设计
该项目使用MP277触摸屏,各种运行方式清晰可见,面板记录当前报警,且报警记录可追踪,数据记录功能追踪批量工艺结果进行比对分析。触摸屏程序采用WinCC flexible 进行编辑,主要包括以下方面:
(1)起动画面 起动淬火机床运行画面。
(2)手动操作画面 气缸、气阀等操作。
(3)参数监控画面 工艺运行参数实时监控伺服运动画面,如伺服轴点动、正反向运行,以及伺服轴实际位置和速度。
(4)工件状态监控画面 显示运行时热处理工件状态,如图8所示。
(5)配方画面 根据不同的工件类型,选择不同的配方进行工艺处理。
(6)数据记录画面 记录所有工艺数据,可以进行原始数据分析。
(7)报警画面 记录所有报警。
四、热处理产品及工艺结果
热处理工件为411T轮轴,实物如图9所示,技术要求如图10所示,工艺规范见表1,硬度梯度要求见表2,硬化层形状如图11所示,金相组织如图12所示。
五、结语
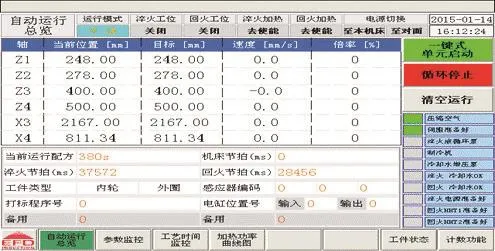
图8 自动运行总览

图9 轮轴
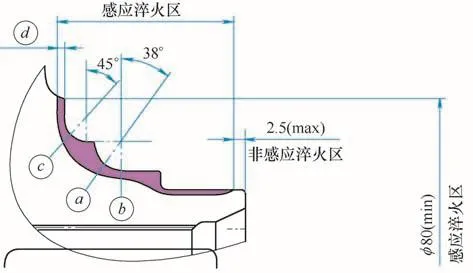
图10 技术要求图样

图11 硬化层形状
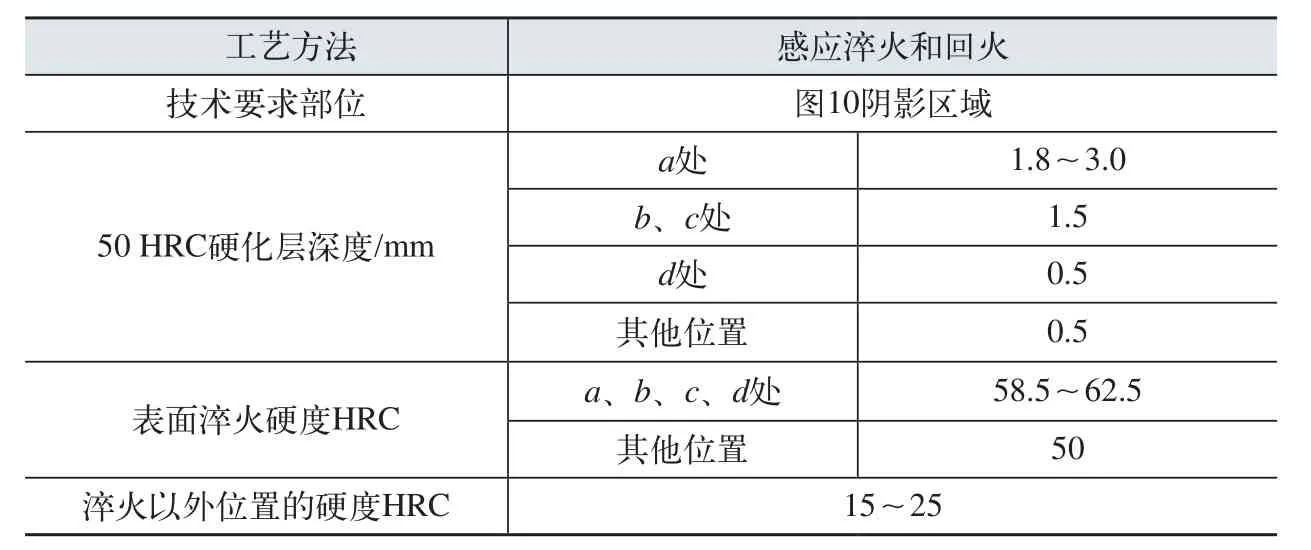
表1 感应淬火工艺规范
该项目采用西门子D435运动控制系统与MP277触摸屏的组合作为淬火机床的控制单元,程序开发软件SCOUT自身集成强大的系统功能模块,以及软件本性能够得到保障,淬火的工艺结果也能得到可靠保证。另外,不同的项目还可以调用系统或自定义功能块,为满足不同的生产需要提供了便利。身一体化的程序设计,使得控制系统软件设计时间大幅缩短,提高了工作效率,同时系统的可靠
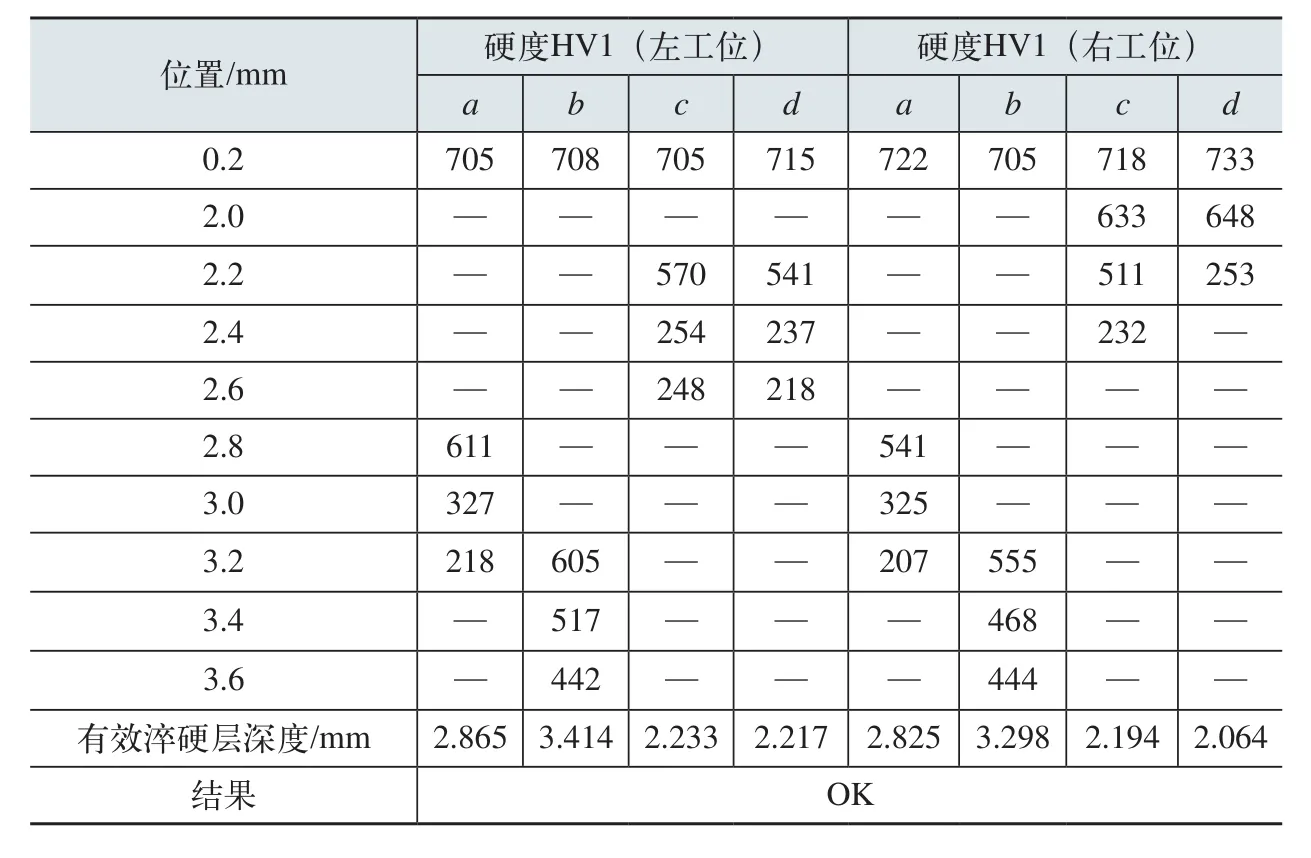
表2 硬度梯度
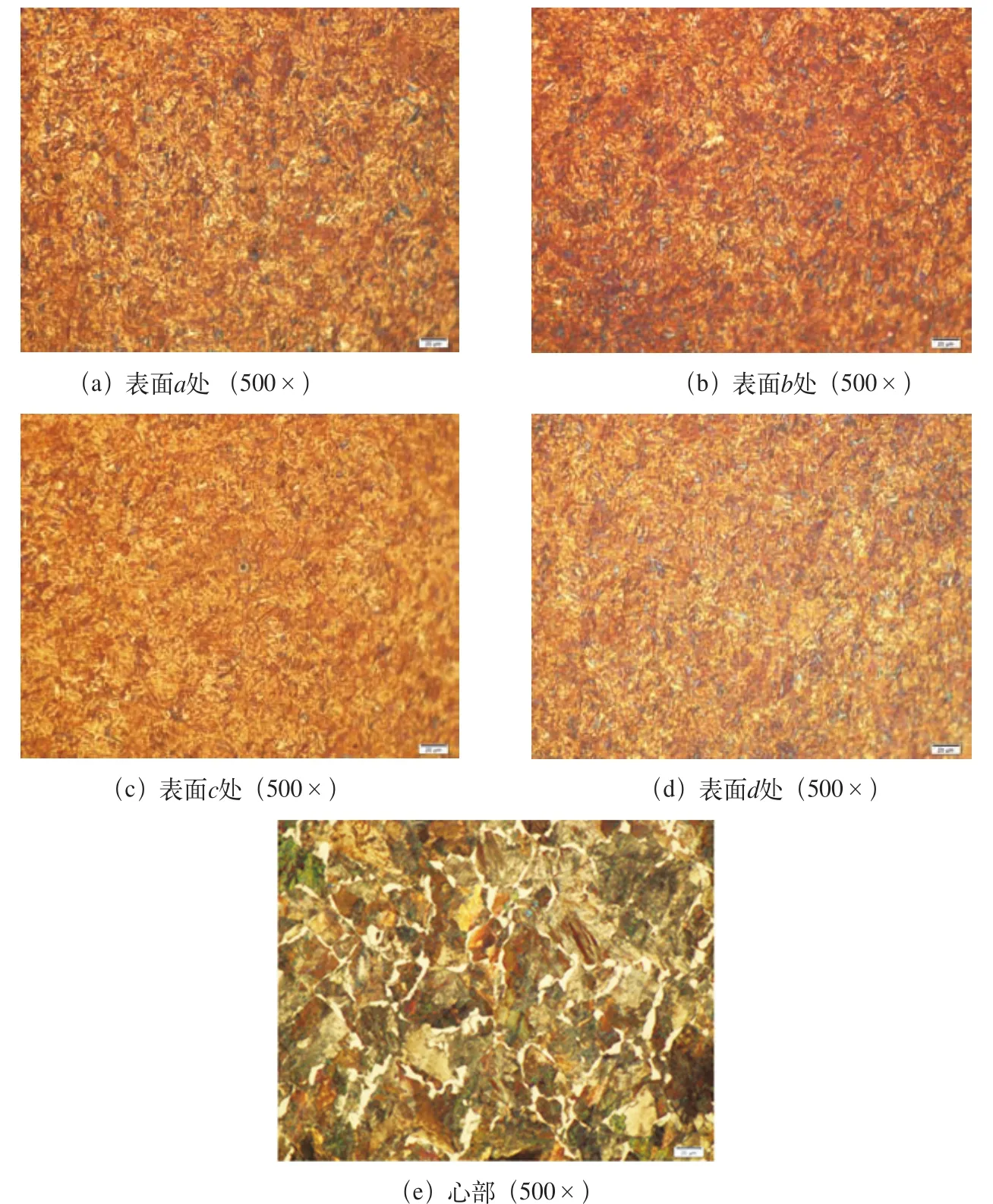
图12 金相组织
(全文完)
EFD易孚迪
EFD Induction专业致力于感应加热设备的生产研发,在世界各地建有几十家生产基地和销售服务中心。主要产品有感应淬火机床、感应钎焊设备、高频焊管设备等各类感应加热产品。

