一种综合计算热处理工时定额的方法
2018-08-23刘瑞钊
■ 刘瑞钊

扫码了解更多
我国目前有三种工作时间制度,即标准工时制、综合计算工时制、不定时工时制。热处理企业生产普遍采用的是“综合计算工时制”。合理的、标准的工时定额,能正确反映出该工作的劳动时间和劳动量,对企业的生产计划、成本核算、收入分配、量化工作等方面起到基础作用。
目前对工时定额采用的方法有计时算法、按吨位算法、数学模型算法、附加系数法等。各算法的基础都是设备、材质、工艺,目的都是科学有效地管理工时。本文主要介绍制订工时定额时考虑产能和出勤天数对工时定额的影响的方法,工时为工人工资发放时的计算工时。
1. 常规产品的定额方法
(1)计时算法 计时算法公式:
式中 T——一炉工件用的总时长(h);
N——装炉数量(件);
n——根据热处理工序及工艺所产生的时间的个数;
ti——工序及工艺时间(h),取i=n。
本文中所采用的时间为:熟练工作时用的时间。
我公司热处理车间生产80D-456D型6种型号整体式抽油机减速箱和2种型号分箱式抽油机减速箱。以160D减速器三轴(材质42CrMo)调质、两轮(QT700-2)正火回火为例。热处理炉参数:四台RT3-180-9台车电阻炉,炉膛尺寸1500mm×1050mm×750mm,每台最大装炉量5t。
采用计时算法得出工时,如表1所示。说明:表1中“工艺时间”以仪表记录仪纸盘上画出的时间为统计样本(总量为20个),样本均值为“工艺时间”各阶段的时间。表1中“工序时间”:首先,用计时法测算各人工工序的用时,每个工序时间至少测20次以上,再用均值作为该工序的工序时间。

表1 工艺及工序时间
同理,得出其他型号的工时,如表2所示。以我公司月产能100台为例,则产生工时为1385.5h。
月产能用上年度每月平均产能。
(2)考虑出勤天数后,修正计时工时 每班定岗2人,出勤天数26天,8h每班,三班倒,6人每月出勤时间总和为:8×3×26×2=1280h,这与工作量不符。
热处理炉升温、保温阶段的时间基本上是固定的,而人工操作时间则是可控的。热处理产品、工艺不同,其中几台热处理炉升温、保温阶段的时间与人工操作时间可能是重叠的,这时需引入修正系数α来完善工时。
引入修正系数0.9后,工时变为表3。
(3)修正工时的适用 修正工时的基础是月产能。月产能充足,修正后的工时可能超过出勤工时,这反映了工作量的增加;月产能不足,修正后的工时小于出勤小时数,间接反映工作量的减少。
2. 非常规产品的定额方法
非常规产品即每次处理量少,单一产品达不到满炉装炉量的产品。非常规产品的两种情况如下:
(1)热处理工艺参数与上面提到的常规产品相似。这样无需单独一炉,可混合装炉进行热处理。其定额方法采用计时算法。由于产品量少,为提高工人积极性,可直接用计时算法得出的时间作为工时定额。
(2)热处理工艺参数与上面提到的常规产品不同,无法混合装炉。其定额方法采用计时算法,再用修正系数修正。修正系数按照工人操作的熟练程度来定。初次2倍,再次1.5倍,之后用1.2倍。
工时定额原则上每年修订一次,当产品结构发生重大变化时可立即修订。
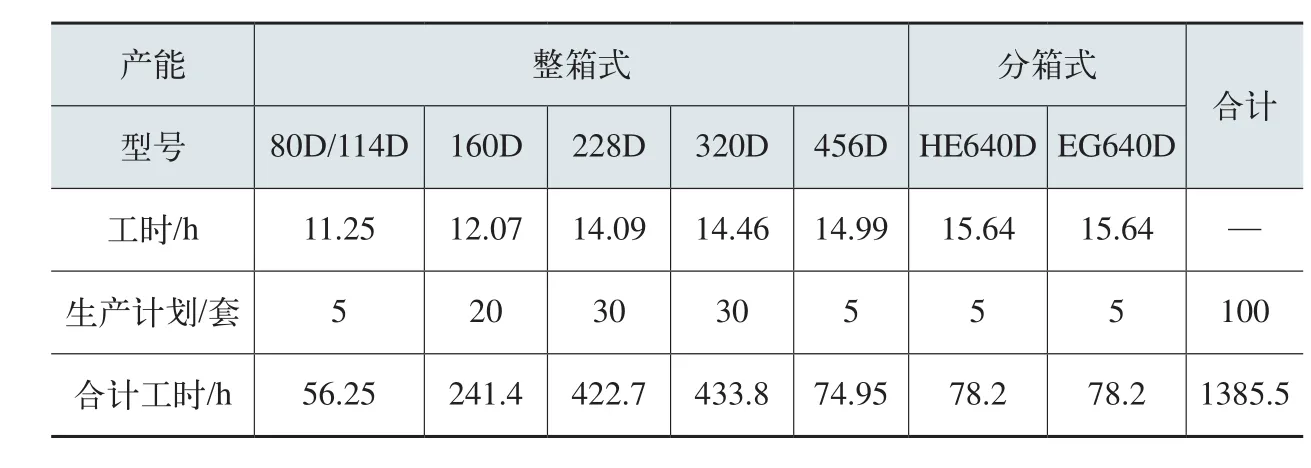
表2 月产能对应的工时

表3 修正工时
3. 工时的工资定额
工资定额按照集团公司人力资源部的工资构成及工资线标准,对单个工时进行工资定额。工时工资作为效益工资,具有普遍性,集团公司统一工资定额。
4. 结语
出勤天数是管理工人的依据,而月产能则是每个企业考核工资的根本。工时和出勤是很多公司在核算工资时的基本依据,两者不能分开。
本文引入出勤天数、月产能来综合考虑工时定额,再根据工资线标准确定每个工时的效益工资,比较科学地反映工作量与工资水平。
