纤维钢丝压延机设备改造
2018-08-23任元元王小宁蒋凝
任元元,王小宁,蒋凝
(安徽吉驰轮胎股份有限公司,安徽 蚌埠 233400)
本公司引进的纤维钢丝压延联动线是意大利鲁道夫公司开发设计制造的。整条生产线由压延前段、压延主机、压延后段组成,最大生产速度为60米/分。其中干燥辊预热装置位于压延主机前,主要用途是对纤维原丝进行干燥,降低纤维原丝中残存的水分,以满足纤维原丝进入压延主机时所需要的干湿度条件。另外修边装置属于压延主机的附属装置,对称分布在两侧,其主要用途是:整齐割掉覆胶完成后钢丝两边边料,满足生产出的钢丝压延物边部没有残留胶片。投入运行以来,在生产运行过程中发现干燥辊的温度控制和钢丝修边装置的不合理,造成操作不便和原材料的浪费,易导致生产出不合格的半成品。
1 设备问题
1.1 干燥辊的预加热装置的不合理
干燥辊的预加热装置包括10根直径为600毫米长度为1700毫米的辊筒,特殊旋转接头配备软管,液体分配旁路管,通断阀,温度表,手动调压阀。10公斤蒸汽经过手动调节阀进入特殊旋转接头进入每个辊筒,辊筒内冷凝水则由同轴特殊旋转接头流出。10公斤的蒸汽温度是179.40℃;根据工艺要求,生产聚酯纤维时温度要求110+100℃,生产尼龙纤维时温度要求80+100℃;每次生产时必须手动控制蒸汽调节阀达到工艺要求,浪费人力。当生产速度变化时,使用手动调节阀不能做到准确、及时的控制,纤维原丝烘干效果不好,烘干不均匀,造成纤维原丝收缩率不一致,覆胶的效果不好,容易出现扒皮现象。
1.2 钢丝修边装置的不合理
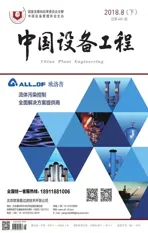
修边装置由滚珠丝杠、气缸、刀座、圆盘刀等组成,如图1。工作过程如下:滚珠丝杠由电机驱动,根据钢丝压延物的宽度调整两侧刀座的位置,气缸加压,圆盘刀抵到辊筒上,安装在刀座上的刀跟随辊筒快速转动,切割边料。圆盘刀通过轴承安装在刀架上,运行一段时间后,由于轴承磨损,圆盘刀有轻微晃动,就会造成钢丝边料切割不整齐或割到钢丝出现钢丝裸露的情况。这种出现质量问题钢丝压延物,不能用于后续的生产,否则生产出轮胎有质量隐患。
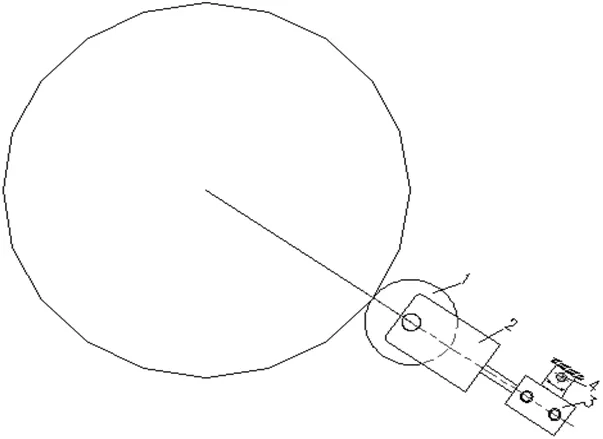
图1 修边装置示意图
2 设备改造方案
2.1 干燥辊的预加热装置改造与实施
利用一套自动温度控制装置替代手动控制蒸汽阀门的开启。系统的结构如图2所示。该系统采用闭环控制,工作方式如下:温度传感器能过够实时检测辊筒进口蒸汽温度,与设定的温度比较,通过智能仪表PID运算,输出4~20mA的电流信号,控制气动比例阀的开度。
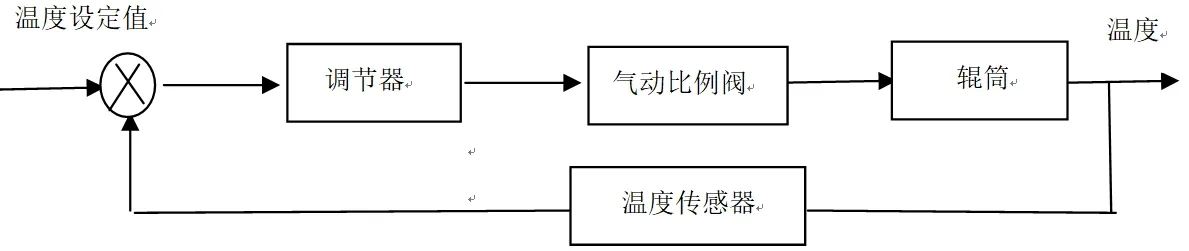
图2 温度控制装置系统结构图
实施方案:温度传感器采用铂热电阻PT100,型号WZP-231,检测温度范围为0~2000℃,插深为50mm,安装在辊筒进口处,用来检测进口蒸汽温度,将信号传寄给调节器;调节器采用智能PID控制器,型号为DDCB-32DRNN1,实时采集辊筒温度,与设定温度相比较,进行PID运 算, 输 出 4~20mA电流信号,驱动气动比例阀工作。气动比例阀型号为CG-16K。
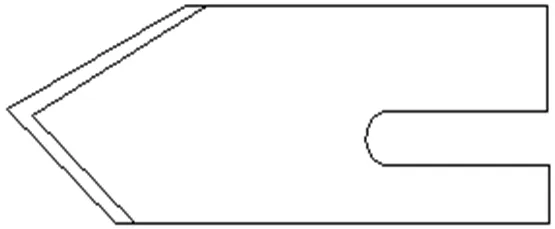
图3 切胶刀示意图
2.2 钢丝修边装置改造与实施
首先改变刀的构造,将圆盘刀改为切胶刀,如图3所示。其次改变刀与刀座间的固定方式,由原来轴承固定安装,改用两颗螺丝固定,如图4。改造后的修边装置,当气缸加压后,片刀抵到辊筒上,固定安装在刀座上面的片刀不再跟随辊筒快速转动,从而不会出现因为刀晃动割到钢丝,出现钢丝裸露的情况。
实施方案:根据切胶刀的设计图纸加工制作,材质和硬度与原有圆盘刀一致,均为钨系高速钢(W18Cr4V)硬度为60HRC。采用两个硬度12.9级M12螺母穿过切胶刀的固定槽将刀具固定在刀座上。
3 结语

图4 改造后修边装置示意图
经过纤维钢丝压延机长时间生产运行,结果表明改造后的干燥辊的预加热装置操作方面,控制准确及时;改造后的钢丝修边装置,整齐割掉覆胶后钢丝两边边料,使由于修边不良造成的废料大量减少,提高压延物质量。