低温气瓶制造技术研究
2018-08-22胡健
摘要:LNG车载低温气瓶是一种高真空多层绝热产品,高真空多层绝热系统有效地降低了传入低温液体的热量,使得低温液体的贮存周期得以延长,从而满足行车供气的要求。然而整个真空系统的绝热性能与真空系统的真空度和绝热材料的绝热性能密切相关,要获得较好的绝热性能,那么在真空系统的获得过程中,必须要注意制造的关键点。
关键词:LNG车载低温气瓶;高真空多层绝热系统;吸附剂活化;抽真空;真空度
1 引言
LNG车载低温气瓶是作为一种用以替代汽车油箱盛装、贮存、供给燃料(液化天然气),并且可以多次重复充装的低温绝热压力容器。
其主要结构是双层容器。内胆能够承受一定的压力用来贮存和供给低温液态的液化天然气。在内胆外壁缠绕由玻璃纤维纸和光洁的铝箔组成的多层绝热材料,多层材料在高真空条件下具有热导率低、隔热性能高、重量轻的特点。
外壳主要用来与内胆形成夹层空间(两层容器之间的空间)和把内胆支撑起来的作用。
夹层空间被抽成高真空与多层绝热材料共同形成良好的绝热系统,用以延长液化天然气的贮存时间。
外壳和内胆之间设置支撑系统将内胆外壳合理固定。支撑系统的设计能够承受车辆在行驶时所产生的加速、减速,运行时的振动。
气瓶所有的外部管路、阀件都设置在气瓶的一端,并用保护环或保护罩进行防护。阀门系统的设置能够满足液化天然气的充装和供给。
LNG车载低温气瓶的真空多层绝热系统是一项新的绝热技术,对改善车载低温气瓶的绝热性能,提高真空寿命,降低蒸发率具有重要意义。这项技术工艺要求高,施工难度大。应用这一新技术制造车载低温气瓶时要控制好以下几点:
(1)控制施工过程的清洁度与湿度
多层绝热施工应在有空调器的干燥、洁净的厂房内进行,温湿度应分别控制在25℃和40%以内。操作人员应着洁净的浅色工作服并戴帽子和口罩,双手佩戴白色手套。低温气瓶夹层内、外壁在组装前要彻底去油、清洁并作干燥处理。绝热材料要事先进行脱脂、烘干处理。操作过程中要切实防止油、水和其它污染物进入低温气瓶夹层。这是因为污染物特别是油污、水分子进入低温气瓶夹层都会导致延长抽真空时间,甚至真空度抽不到规定值的严重后果。
(2)控制绝热材料的包扎型式及质量
包扎型式主要是指绝热材料层的缠绕型式,一般有两种方法。一是“螺旋”式缠绕法,其二是“筒体竹节”式缠绕法。在此仅述“筒体竹节”式缠绕法。在内容器外壁先缠绕两层玻璃纤维纸,从第三层开始,缠绕复合好的绝热层。当缠绕达到4层时,剪断绝热层,用铝箔带固定好,在剪断处搭接100毫米复合层后继续缠绕,如此重复,直到达到缠绕要求的层数为止。而包扎质量主要是指包扎的松紧度和贴合度。外筒体连接部位包扎的贴合度,同时也要注意包扎过程的连续性(包扎过程不宜中断)。包扎的松紧度以用手拉紧绝热材料并使其与被包扎的部位贴合为宜。过松过紧都不好。过松影响包扎的均匀性,对外容器的套装造成影响;过紧则不利十空气流动,不利于气体的排放,会影响抽真空的效果和时间。包扎过程之所以要连续,同样是为了提高包扎质量,防止因包扎过程中断而引起松紧度不均匀。
(3)控制绝热材料的厚度
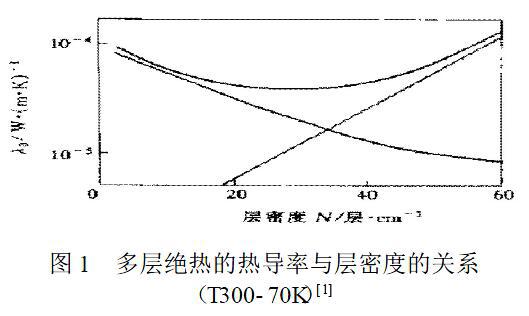
绝热材料包括以雙零铝箔纸为辐射屏(有透气孔)的金属材料和以玻璃纤维纸为间隔物的非金属阻燃材料。绝热材料的厚度由辐射屏和间隔物的层数和每层的厚度决定。对于多层绝热材料。单位厚度内多层绝热辐射屏的数目称为层密度,符号为N,单位为屏/cm。在单位厚度绝热层中,当层数增加时,辐射传热将减小,而接触热阻减小。固体导热将增加,它们的关系如图2所示,故存在一个最佳层密度[1]。 图1是以铝箔和玻璃纤维纸所组成的多层绝热体的热导率和层密度的关系。从图中可以看出其最佳层密度约为20~40层/cm。在制造过程中,可以根据实际协调具体层数。
(T300-70K)[1]
(4)夹层空间真空度的控制
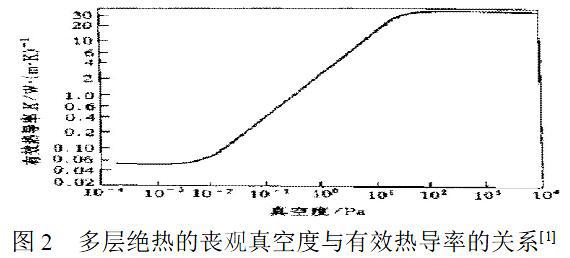
在影响多层绝热性能的诸多因素中,真空度起到十分关键的作用。研究表明,当真空度较低即P>10Pa时,真空度变化对热导率的影响不大;当真空度为10-10-2Pa区间,随着真空度的提高,热导率急速下降;当真空度优于10-3Pa时,热导率趋近恒定值[1]。因此,一般夹层的表观真空度要优于10-2Pa,多层绝热才能充分发挥效果,达到良好的绝热目的,如图2所示。
(5)吸附剂的活化
抽真空封口后,夹层中材料仍继续放气,主要气源有[2]:(a)夹层内外金属壁材料的放气。(b)多层绝热用铝箔的放气。(c)玻璃纤维纸的放气。气体的放出,导致真空度下降,气瓶的绝热性能也随之下降。而吸附剂可以吸收夹层空间的气体,因此,在夹层中放入吸附剂是维持真空度的要求。由于吸附剂在放入真空夹层之前吸收了气体,导致其吸附能力下降,所以,吸附剂在放入真空夹层之前必须进行活化处理,使其吸附的气体充分排出来,以便在装入真空夹层后最大限度地吸收夹层空间的残余气体,从而维持夹层的真空度。所以选择合适的吸附剂活化工艺很关键,LNG车载气瓶的吸附剂选的5A分子筛,经过反复实验研究,5A分子筛在200度的烘烤箱里保温8小时后吸附能力较佳。
(6)控制抽真空的工艺
与普通绝热相比,多层绝热抽真空的难度要大得多。这是因为:第一,多层绝热气瓶真空度要求高。多层绝热气瓶真空度要求由普通绝热的1Pa提高到0.01Pa,提高2个数量级;第二,抽真空的时间长。这是由绝热层的巨大抽气阻力以及要不断抽取夹层材料和吸附剂在抽空过程中放出来的气体所造成的。为加快抽气,要选择合适的抽真空土艺。首先,在抽真空过程中,可以间断地用干燥的高纯氮和高纯度的二氧化碳气置换冲洗夹层,以有效置换出夹层中的难抽气体;其次,在抽真空过程中加热。因为升高材料的温度是加速材料表面出气、缩短抽真空时间的最有效方法。最好的加热方法是在抽真空开始前进行内外同时加热,待所有部件都达到给定温度之后,再开始抽真空。但真空绝热容器的加热不能过高,因为绝热材料、容器中的一些钎焊件以及一些密封元件等不能经受高的温度。通常,LNG车载气瓶真空夹层的加热温度不能高+200C,因此,加热温度一般控制在200℃以内。采用电炉加温时,可通过选择加温电炉的功率和调节电炉与气瓶筒体的距离来实现;再次,还要借助先进的抽真空设备。罗茨泵只能用十抽真空的前期,后期必须用分子泵,才能抽到所需的真空度。
(7)管路的制作
管件必须经过脱脂处理,制作的管件必须去掉毛刺吹扫干净后再焊接,在管件上有密封垫的元件应该注意密封垫是否会受焊接热量的影响。焊接组装完成后,应当用干燥氮气或者洁净空气对管道系统进行吹扫,以免杂质对密封元件造成损害。
2、结束语
本文通过对LNG气瓶制作要点所涉及到的要点进行控制,因为工艺参数、绝热材料的包扎和操作水平、操作环境的不同,每台LNG车载气瓶实际绝热效果都有差别。但在制造过程中,对影响绝热性能的要点加强控制,严格按照制定的工艺施工,均可以保证LNG车载气瓶的绝热质量,保障LNG车载气瓶的优质性能。
参考文献:
[1]徐烈.低温与储运技术[M].北京,机械工业出版社,1999.
[2]徐成海,张世伟,谢元华等.真空低温技术与设备[M].北京,冶金工业出版社,2007.9.
作者简介:胡健,男,1983年4月出生,东北大学机械工程与自动化学院,本科毕业生。
