凯勒特自动焊接工位的设计
2018-08-15陈倍颖
陈倍颖
(凯勒特燃烧技术与设备(上海)有限公司,上海 201317)
1 焊接机器人简介
目前主流焊接机器人品牌有ABB、方那科、松下和库卡等。从技术层面上,机器人焊接可以完全取代手工焊接。焊接机器人的焊枪有氩弧焊机和气保焊枪,可以轻松应对平焊,对接焊,角焊等各种焊接要求。无论从机器人硬件上还是焊接软件上,机器人焊接都已经相当成熟。最近几年,焊接机器人已经作为标准产品投入市场,在各大制造领域广泛应用,尤其是汽车行业、大型设备生产制造业都已基本取代了手工焊接。
1.1 机器人焊接的优点
采用机器人焊接的焊接质量稳定,效率高,并且可以实现无人操作,保护工人免于职业病的侵害。
(1)焊接机器人可以在平面、弧面、球面等各种表面进行焊接,也可以应对不锈钢、碳钢等各种型材。机器臂为六轴关节,十分灵活,配合合适的工装夹具完全可以满足绝大部分作业要求。对于厚板焊接,机器人可以通过摆焊来达到焊接要求,无论是打底还是盖面都能做的十分完美,从而把工厂从对资深焊工的需求中解放出来。对于薄板焊接,例如铝合金板也可以轻松搞定,不会随便焊穿。
(2)机器人焊接质量稳定,不需要休息,对作业环境要求低,完全可以24小时作业,从而提高工厂的生产效率。而且,一台机器人往往可以等价于2~3个熟练焊工的劳动效率,可以大幅度节省人力资源,优化工厂配置。
(3)机器人配合合理的工作站设计可以实现无人工厂,使得生产更加安全,极大的减少安全隐患。
1.2 机器人焊接的缺点
目前的焊接机器人还有以下几个局限性:
(1)要求产品标准化程度高。种类单一数量大的产品才能最大化地发挥机器人的效率。而对于小批量多品种的产品,对于机器人配套的工装夹具设计的兼容性有很高的要求,这会增加设计成本和产品之间的换型时间,降低效率。而且,还需要场地去存放适用于不同产品的工装夹具,每一次重新安装夹具都需要矫正调试,对效率产生极大的影响。
(2)焊接姿势上对立焊缝和仰焊还不太适用。这两种姿势会导致焊接时融透的金属液体滴下,无法焊透母材,从而失去焊接效果,因此,在焊接时通常都要将工件躺倒平放。为了能一次性完成工件表面不同位置的焊接,通常需要选用二轴变位机或者设计较为复杂的工作站,多台焊接机器人配合使用。这样会增加投资成本并降低效率。
(3)焊接作业前期的需要进行编程,需要有经验的焊接工程师负责。对于不同材质和不同焊接要求的工件,适用什么焊接参数也需要不断的尝试。同时,还要跟生产工程师合作,对于原材料打坡口、是否留钝边等都有一定的要求,也要一同尝试。调试过程少则几小时,多则几天甚至半个月,也会在一定程度上影响生产进度。
2 项目背景及要求
凯勒特燃烧技术与设备(上海)有限公司(以下简称凯勒特)自2015年起就开始做市场调研,走访具有自动焊接经验的工厂,实施自动焊接生产改造升级。拟新建一个侧壁燃烧器的机器人自动化焊接工作站,以机械取代人工,通过自动化生产形式来实现整个燃烧器侧壁管件制造工艺整体优化,缩短制造时间,提高焊接质量,同时降低生产过程中的风险。该工位要能够实现3寸以下法兰与管道、管道和管道之间对接焊接要求,从而最终达到提高劳动效率30%,扩大年产量的目标。
2.1 设计输入
凯勒特需要在初期明确项目的具体要求和希望达到的效果,并提供明确的设计范围、产品图纸资料、成品照片、产品外形尺寸范围、具体工艺参数要求及检验标准等书面资料。
凯勒特提供的资料包括如下信息:
(1)所有图纸及半成品图。
(2)保证工件一致性良好,来料需满足以下要求:a.工件表面不得有影响焊接质量的油锈、水份等;b.工件不得有影响定位的毛刺等;
c.水平角焊焊接姿态下,工件装配后工件之间的组对间隙精度不大于1.5mm,可以正常进行焊接;若组对间隙在1.5~3.0mm,也可进行焊接,但焊后焊缝大小一致性将会偏差1.5~3.0mm;立焊状态下组对间隙小于1.0mm;
d.环形坡口对接焊,焊接要求单面焊双面成型时,破口不留钝边,组对时要求不留间隙,同时工件的圆度≤1.5mm,背面成型的焊缝余高的一致性将会偏差0~ 1.2mm;
e.使用低压寻位的情况下,工件位置一致性偏差不大于10mm;使用寻位对于对接坡口形式的焊道,可以起到改善焊缝质量,但板厚≤5.0mm的对接坡口焊道,坡口的一致性要求≤2.0mm;若为提高效率,不使用寻位的情况下,工件一致性精度不大于1.0mm。
(3)提供焊接的具体位置及焊接相关工艺要求,以及产品检验标准(以质量部检验文件为准)。
(4)提供厂房平面布局图纸、电源配置图、气路图。(5)提供焊接所需的气体。
(6)能够为集成商施工调试提供必要的协助,比如吊装辅助、搬运辅助。
2.2 设计输出
集成商需要认真研读凯勒特提出的设计要求及所有技术图纸资料,完全领悟后进行需求分析和概要设计。经与凯勒特讨论沟后进行方案细化设计,提供动画演示和实物模拟实验来验证方案的可行性,并辨识主要技术风险和难点,从而作出相应的解决措施。在凯勒特认可后进行最终的施工设计,提供所有设备选型清单和施工图纸,并负责项目采购、安装、调试及投产全过程,对项目进展把控并对最终效果负责。
集成商的最终设计方案和工装夹具,必须能够适用于凯勒特所提供图纸的全部产品,并具备以后产品升级改装能力。
集成商最终提交的成果清单为:
(1)完整的侧壁管件焊接工位设计方案,包含布局、设备选型、工位内物流方式、电气系统、员工操作系统、安全围栏、焊烟处理以及配套电气/气路要求等;
(2)完整的设备选型清单,包含设备品牌、主要参数、数量、电源/气源要求等;
(3)项目整体进度计划表;(4)日常维修保养计划;
(5)备品、备件数量及清单;
(6)员工培训计划;
(7)简单故障处理说明和日常操作手册。
3 设计介绍
3.1 设计概要
新建一个燃烧器侧壁管件机器人自动焊接工位,以机械代替人工。工位内部布局设计、设备选型及其配套、工装夹具的设计选用、工作台的设计、员工操作安全保护及焊烟处理以及工件物流路径规划等,均属于集成商设计范畴。
3.2 设计目标
工位内所有工作的安全、稳定性必须满足霍尼韦尔的HsE相关要求,不能影响凯勒特对国内安全法规的符合性;
工位布局合理,有效利用空间;
实现由人工装卸工件,机器人完成自动焊接动作,机器人工作期间员工仅在安全围栏外对设备进行操作;
提高焊接成品一致性和焊接质量;
缩短工序的节拍时间,提高单日产量。
3.3 整体布局
工位内配备一台1.4米的焊接机器人,一个双轴联动焊接变位机,一台工件装卸辅助小车,和配套的电气控制柜、电源等。平面布局图如图1所示。
整个工位的相关动作为:
由AGV小车将侧壁管件运至工位指定位置;
由人工将待焊接件搬运到装卸辅助小车上,移动到焊接变位机前,并装夹在焊接变位机上;
由焊接机器人对管件进行焊接,人工在安全护栏之外;
焊接完毕后,由人工将焊成品卸到辅助小车,并移动、搬运到AGV运输小车上;
成品由AGV小车运至指定位置。

图1 侧壁管件焊接机器人工作站
备注:此工作站满负荷运行总功率为30kW,总电流为136A,铜芯电缆为50mm2。
3.4 工人操作说明
工人所有的操作都在安全围栏外的工位预约按钮上进行,在机器人动作的时候不得进入工位。具体操作步骤如下:
(1)工人检查现场设备,确认无安全隐患后上电开机;
(2)按“启动”按钮,系统完成初始化、使能等步骤;
(3)工作人员在安全围栏内,将工件固定到辅助小车,工人移动辅助小车并将工件准确安装到变位机的夹具上,确认工件定位准确,手动操作卡盘夹紧。按“待焊”按钮,机器人开始对工件进行焊接;焊接完成后,取下工件,再重新安装工件,依次循环;
(4)系统依次循环。
3.5 主要设备说明
3.5.1 焊接机器人
焊接机器人选型为松下TM-1400,最大动作范围1437mm;焊接电源选用松下超低飞溅焊机350GsHNE;焊枪选用松下350A空冷焊枪。
3.5.2 工装夹具
工装夹具为气动卡盘方式,如图2所示,可以适应如表1所示产品所有规格。

图2 工装夹具示意图
工装夹具采用物流运输车与夹具夹持工件在同一高度,解决了客户现场的工件搬运距离问题。同时,变位机上的气动卡盘采用了气动夹紧方式,减轻工人装夹的劳动强度。
3.5.3 系统电气控制设备
控制系统要求:TM-1400连接原理如图3所示。

图3 电气控制示意图
外围设备要求:按钮盒1个(带启动键、1暂停、1急停及1个主程序启动等);三色指示灯1个(黄绿红);防护光帘一套、光电安全门一套。
3.5.4 变位机设备
3.6 集成商供货范围
图4为变位机示意图,表1为设备清单。
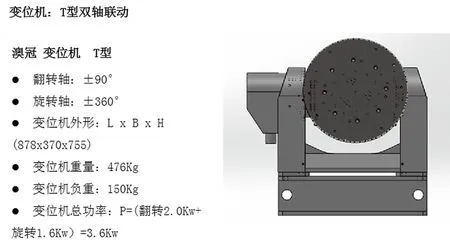
图4 变位机示意图

表1 设备清单
3.7 集成商需满足的安全要求
新的工位设计方案、施工过程和最终成品,均需要满足凯勒特在安全方面的相关条例和文件要求。常规要求如下:
1)工位内噪音必须低于60dB;
2)工位内必须具有焊接烟尘收集处理装置;
3)工位内机器人活动范围和人的活动范围之间,必须有安全围栏隔离;
4)工位内所有的人机操作平台,必须考虑人机工程学;
5)工位屏风需考虑一定的耐火等级和防弧光作用,并提供相应的资质证书;
6)在机器人工作期间,如果有人打开安全围栏机器,必须立刻停机。
3.8 凯勒特需满足的基础设施要求
凯勒特现场公共设施及安全要求包括但不限于如下信息:
1)厂房平面布局图纸,用于布局机器人位置和控制柜位置;
2)电源要求:三相380V,50Hz+地线,总功率30kW;
3)接地要求:每台机器人一级接地;
4)温度要求:0~45℃;
5)周围湿度要求:一般不高于75%RH,无结霜;
6)震动要求:不大于0.5G;
7)其他:强无线电等干扰不小于EMC等级3级;
8)工厂标准0.5~0.7MPa气压管接口及保护气体(98%氩气+2%二氧化碳)一处。
9)安全要求:机器人工作范围附近设置封闭式安全围栏;禁止操作者以外人员进入,机器人工作期间,禁止操作者进入机器人工作范围内;物流只能转运工件到机器人封闭安全围栏外,机器人焊接完成一个工件时,由机器人操作者将焊接完成工件取下,转运到机器人安全围栏外,再将待焊工件转运到变位机上安装,在这一段物流转运期间,机器人不进行工作。
10)凯勒特安装机器人的场地,需按照集成商提供的图纸(附件布局图纸)进行场地准备,必须保证三相380V电源接头,同时凯勒特应提供施工过程中需要用到的相应辅助设备。

表2 吊装设备清单
3.9 主要技术指标说明
凯勒特需在集成商设备到厂前,准备好焊接工艺试板,而工艺试板图纸需由集成商提供。同时,凯勒特提供焊接要求和检验标准,集成商根据凯勒特焊接要求进行试板焊接。试板焊接完成后,由凯勒特品控部门相关人员进行工艺评定;集成商在凯勒特对试板工艺评定合格后,集成商开始调试产品试焊。
4 结束语
自动焊接取代手工焊接是大势所趋,有越来越多的集成商和咨询公司可以为中小企业提供完整的解决方案,让企业在短期内实现产业升级换型,提高效率、稳定质量、降低成本,达到更高的投入产出比,加速实现中国制造2025的宏伟蓝图。