钢铝混合车身连接工艺的应用与发展
2018-08-14韩杰
韩杰
(国机智骏汽车有限公司, 江苏南京 210000)
0 引言
随着环境保护和提升燃油经济性的呼声逐渐增高,世界各国降耗减排法规的日趋严格,汽车轻量化成为大势所趋。而车身轻量化是整车轻量化的核心目标之一。除了常见的结构设计轻量化之外,最重要的是车身材料的轻量化,因此,全铝车身被很多人认为是未来汽车的轻量化趋势。比如首款国产全新捷豹XFL以75%的铝合金材料应用而闻名,于2017年12月正式上市的蔚来ES8车身用铝高达96.4%,还有以全铝空间框架式车身结构(Audi Space Frame,ASF)而闻名的奥迪A8系列、特斯拉Model S等。但铝合金高昂的材料成本、维修成本成为全铝车身发展的障碍。
近年来,随着碰撞法规的日趋严格,以及第三代高强钢的不断发展,综合考虑成本、性能、减重效果,许多车企悄然改变了看法,推出了钢铝混合车身。比如奥迪A8 D5摒弃了原先的全铝空间框架式车身结构(ASF),采用了40%的钢;特斯拉Model 3作为Model S、Model X的后来者,仅在车后部使用了铝合金材料;相同选择的还有宝马新5系、卡迪拉克CT6等。由此可见,更为全面、更为平衡的钢铝混合车身正逐渐成为轻量化的重要趋势。
由于铝合金和钢在导电率、导热率、热膨胀系数等方面的显著差异,如何实现钢铝异种材料的可靠连接是钢铝混合车身发展过程中必须解决的问题。传统钢车身连接工艺中大量使用的电阻点焊应用在钢铝异种材料之间时,会出现界面硬脆相、电化学腐蚀以及零件变形的问题,因此,对于钢铝混合车身而言,新型连接工艺的应用势在必行。目前,钢铝异种材料的主要连接工艺有FDS工艺、SPR工艺以及Clinching工艺。
1 钢铝混合车身连接工艺的应用与发展
1.1 热熔自攻钉连接技术
热融自攻钉连接技术(Flow Drill Screw,FDS),也称流钻螺钉连接技术,1996年首次应用于莲花轿车车身框架的连接。2000年,Audi A4使用Weber公司研发的FDS自动化设备完成了后轮罩部位的连接。现阶段,FDS工艺已广泛应用于中高级轿车的车身连接,如捷豹XK和X150,奥迪R8、A8、TT等。其中新奥迪A8上有多达740个FDS螺钉,国内的凯迪拉克CT6车型也使用了多达750个FDS螺钉。
1.1.1 原理
FDS工艺的原理是利用特制螺钉高速旋转产生的摩擦热来软化待连接材料,同时在巨大的轴向压力下挤压并攻丝旋入,最终形成螺纹连接。其工艺过程可分为6个步骤:定位预热→热熔穿透→锥孔成型→螺纹形成→螺钉拧入→紧固落座,如图1所示。
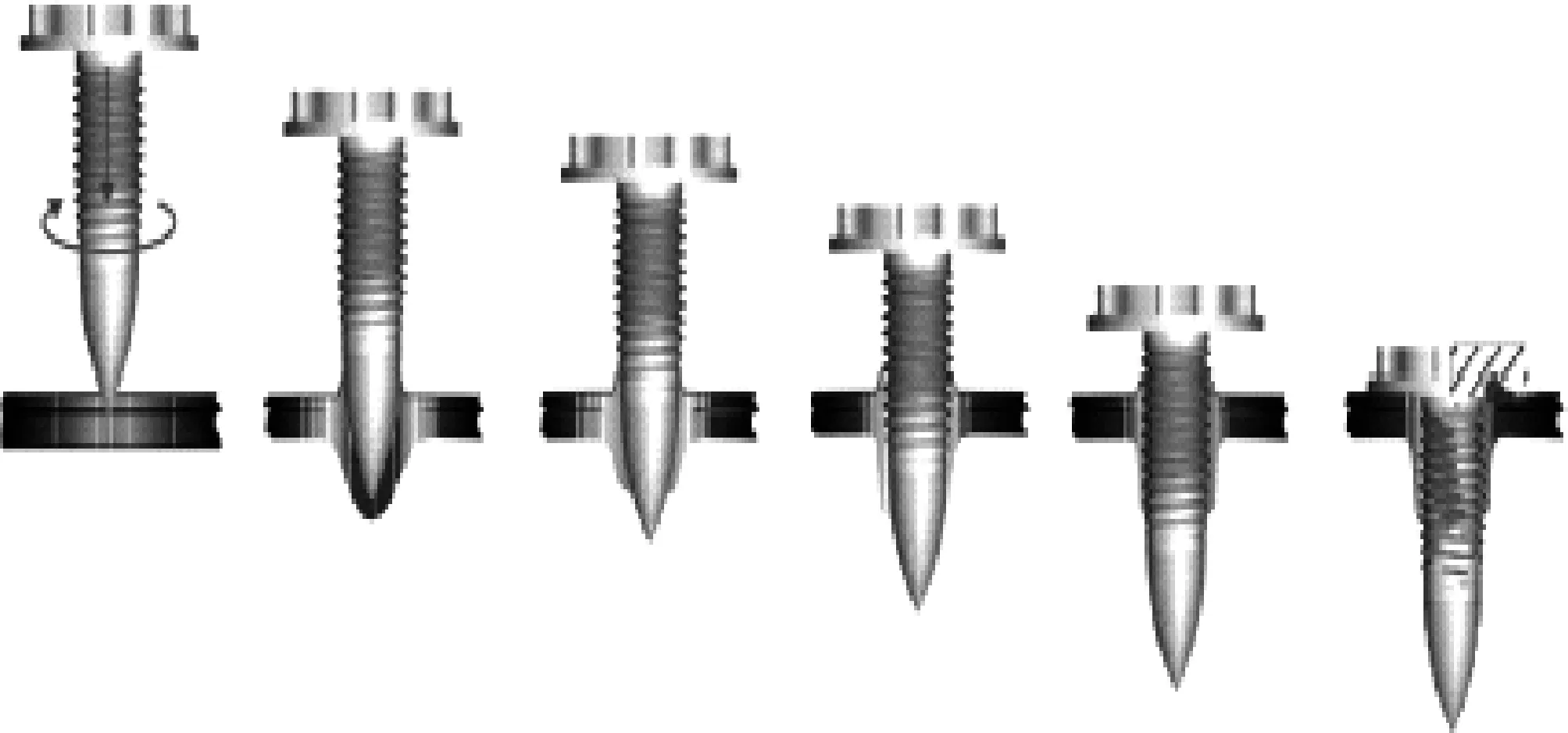
图1 FDS工艺过程示意图
1.1.2 应用
FDS工艺在应用中有以下特点:(1)单面可达即可完成连接,降低了对铆接空间的需求,设计时只需考虑铆枪的尺寸,一般要求连接点中心距离板材边缘大于10 mm、距离翻边大于12 mm、连接点间距大于20 mm;(2)连接可拆卸,不合格的连接点可以更换更大直径的螺钉进行维修;(3)可结合涂胶工艺,实现异种材料的连接;(4)由于下层板要穿透,因此接头的防腐蚀能力会降低,同时由于螺钉尖端会外露,考虑到安全与美观,FDS工艺只能用于空腔类结构的连接;(5)螺钉尺寸较长,大量使用会增加车质量。例如一个M5×20型号的FDS螺钉大约4.5 g,以CT6车型中FDS螺钉应用的数量700多个来计算,螺钉总质量超过了3 kg;(6)设备、螺钉的成本较高;(7)由于连接时存在强大的下压力(可达3 500 kN),因此连接位置需要有足够的刚性。
1.1.3 高强钢带来的挑战与最新进展
汽车轻量化的需求导致车身用钢向着更强、更薄的方向发展,这就给FDS工艺带来了新的挑战:(1)下层板较薄时,它与FDS螺钉的接触只有1~2圈螺纹,接头的正拉强度低;(2)当上层板材为高强度钢(>600 MPa)时,很难被FDS螺钉穿透,目前的解决方案是在高强钢上预制孔,但预制孔会导致3个问题:①多层板连接时,若孔数超过1个,很难实现多个孔的精确定位和对中,如图2所示;②当FDS工艺与结构胶复合使用时,胶会从预制孔中挤出,污染FDS设备的枪头和连接件;③不同板厚带来了不同的孔深,而FDS工艺在应用时需要使螺钉压紧板材,因此设备设置复杂。

图2 多层板FDS预制孔对中问题示意图
为了解决上述问题,国内外研究机构积极开展研究,以下是最新进展:
(1)FPS(Flow Push Screw)工艺
针对高强钢不易被FDS螺钉穿透的问题,德派公司在FDS工艺的基础上,推出了一种FPS连接工艺,其原理是特制螺钉高速旋转、热熔穿透板材后,在巨大的轴向压力下直接压入板材,利用螺钉上的齿牙倒刺结构与板材实现连接。该工艺与FDS工艺相比,减少了攻丝和拧入的过程,因此其工作过程可分为4个步骤:定位预热→热熔穿透→锥孔成型→紧固落座,如图3所示。FPS工艺能够用来连接强度在1 000 MPa以下的钢材,并且工作时间缩短在了1.5 s以内。

图3 FPS工艺过程示意图
FPS工艺使用的螺钉结构与FDS工艺有很大不同。FDS铆钉从上到下可分为5个部分,即螺钉头部、底面槽沟、紧固螺纹、攻丝螺纹以及尖部。工作时尖部用于穿透板材,攻丝螺纹部分用于攻丝,紧固螺纹部分用于紧固,底面槽沟部分用于吸收被挤压出来的板材。而FPS螺钉的结构从上到下依次为螺钉头部、底面槽沟、齿牙圈、加速段以及尖部。对比可知,FPS工艺用齿牙圈和加速段代替了FDS工艺中的螺纹连接部和螺纹攻丝部。加速段可以在齿牙部分进入板材前,为螺钉提供足够的加速度,用来穿透强度更高的钢材;而齿牙圈部分则依靠倒刺结构实现与板材的连接。二者的对比如图4所示。

图4 FDS螺钉与FPS螺钉结构对比示意图
(2)搅拌摩擦盲铆工艺
针对下层板较薄时、FDS工艺接头正拉强度低的问题,通用汽车公司提出了搅拌摩擦盲铆工艺(Friction Stir Blind Riveting,FSBR)。该工艺将FDS工艺与抽芯铆接工艺结合起来,使用抽芯铆钉代替了FDS工艺中的螺钉。其原理是在巨大的轴向压力下,使抽芯铆钉高速旋转,利用摩擦热软化板材并完成钻孔,在铆钉完全进入板材后,利用抽芯铆接锁住被连接板材,如图5所示。目前的研究是通过数控机床实现铆钉的旋转与进给,手动完成回抽与芯轴的移除。如何实现自动化并保证运行的稳定性是亟待解决的问题。

图5 FSBR工艺过程示意图
(3)浮动头技术
为了解决预制孔孔深不同的问题,Weber公司提出了一种浮动头技术,该技术可以使FDS枪头自动补偿不同深度的预制孔。该技术已经在第三代RSF21系统中实现了应用。
1.2 自冲铆接工艺
自冲铆接工艺(Self-Piercing Riveting,SPR)在1999年已经大量使用于奥迪A8铝制车身,铆点数达到1 100个;随后宝马Z8全铝车身也使用了该工艺,铆点达到1 000个;奔驰SL级全铝车身使用了1 200个铆点,捷豹XFL使用了2 754个铆点,其他还有凯迪拉克CT6、沃尔沃V90等。
1.2.1 原理
自冲铆接工艺(SPR)的原理是特制铆钉在冲头的作用下,穿透上层和中间层板材后,在凹模的反作用下,铆钉尾部扩张刺入但不刺穿底层板材,形成咬边结构,从而实现板材的连接。这样形成的连接点可以保证良好的气密性和抗腐蚀能力。其工艺过程如图6所示。

图6 SPR工艺过程示意图
1.2.2 应用
SPR工艺在应用中有以下特点:(1)适用于铝-铝连接(总厚度1.8~11 mm)、钢-钢连接(总厚度1.2~6.5 mm)、铝-钢连接;(2)板材搭接原则是“从薄到厚,从硬到软”,具体要求为:两层板搭接时,下层板的厚度至少为总厚度的1/2以上;三层板搭接时,下层板的厚度至少为总厚度的1/3以上;强度高的材料要位于冲模侧,且冲模侧材料强度最高不能超过1 600 MPa,强度低的材料要位于凹模侧,且凹模侧材料强度最高不能超过600 MPa;(3)当冲模侧材料为铝材时,铝材的延伸率需大于12%;(4)无热效应,不会破坏板材的镀层;(5)可与胶粘工艺组合使用;(6)不同材质、不同厚度的接头需使用不同的铆钉、铆模组合,且铆点需保留双侧的进枪空间,因此对板材组合形式的设计有很高的要求,特别是有共线生产需求的时候。
1.2.3 高强度钢带来的挑战与最新进展
高强度钢同样给SPR工艺的应用带来了挑战。当高强度钢强度大于800 MPa时,会出现以下问题:(1)由于钢材变形困难,从钢铆向铝时,连接点间易形成空腔,而从铝铆向钢时,铆钉尾部难以形成自锁;(2)铆钉易发生墩粗或开裂;(3)铆枪因受力更大,易变形,难以保证铆钉和凹模的同轴度,导致接头质量稳定性降低。
为解决以上问题,国内外开展了大量的研究,目前有以下几种新型自冲铆接技术。
(1)电辅助自冲铆接工艺(Electrical Assisted SPR,EA-SPR)
该工艺旨在解决高强度钢变形困难的问题,其原理是通过外部高密度电流的短时间作用,利用电致塑性效应和焦耳热效应来降低高强度钢的变形抗力,从而实现连接,如图7所示。

图7 EA-SPR原理示意图
(2)热辅助自冲铆接工艺(Thermal Assisted SPR,TA-SPR)
该工艺同样为了解决高强度钢变形困难的问题,其原理是在高强度钢一侧布置蚊香式线圈,通过高频交变电流的激励在钢板内形成涡流,对局部铆接区域进行快速加热(感应加热可在1 s内将钢板加热到所需温度),来降低高强度钢的变形抗力,如图8所示。
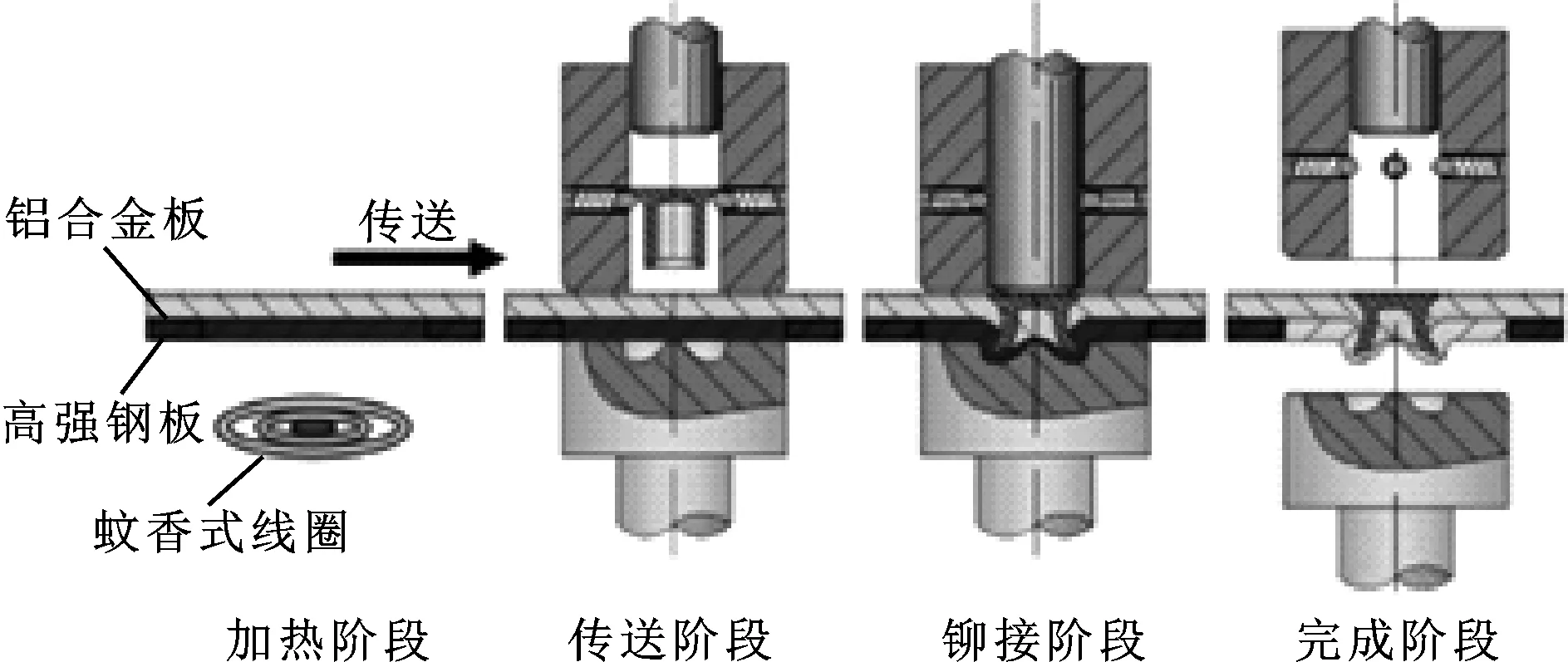
图8 TA-SPR原理示意图
(3)自冲摩擦铆焊技术(Friction SPR,F-SPR)
该工艺借鉴了FDS工艺中螺钉高速旋转软化板材的思路,来解决高强钢变形困难的问题。其原理是使铆钉在轴向进给的同时高速旋转,通过铆钉高速旋转产生的摩擦热软化金属,在铆钉到达连接位置后,在原位置进行搅拌,实现铆钉与板材的固相连接,如图9所示。与传统SPR工艺相比,F-SPR固相连接的引入使得最终F-SPR接头的力学性能提高了1倍。但是F-SPR对设备和铆钉提出了较高的要求。

图9 F-SPR原理示意图
1.3 无铆钉连接工艺(Clinching)
无铆钉连接工艺,又称为冲压铆接,在1994年首次运用于奥迪A8车型,实现了178个铆接点铆接。2005年奔驰S级采用全自动设备完成了645个铆点连接。随着轻量化的发展,北京奔驰全部车型,一汽奥迪部分车型,国内SVW的途安、斯柯达明锐以及SGM的科鲁兹、迈锐宝、君越等都采用了该工艺。
1.3.1 原理
无铆钉连接工艺的原理是在特定冲头和凹模的作用下,利用板件本身的冷变形能力,实现多层薄板的互相咬合,从而实现板材的连接,如图10所示。在钢铝异种材料连接的情况下,通常配合涂胶工艺一起使用。
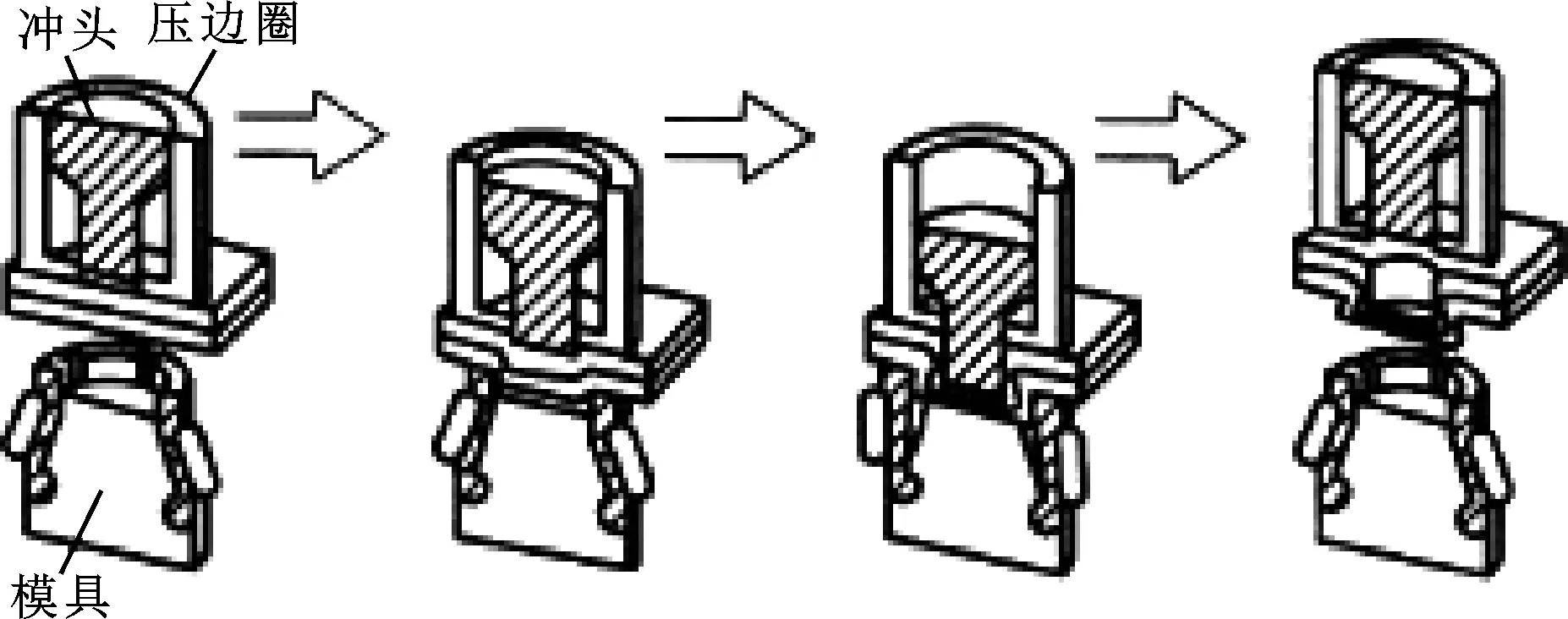
图10 无铆钉连接工艺示意图
1.3.2 应用
无铆钉连接工艺在应用中的特点是无需消耗铆钉或螺钉,成本低廉,但无铆钉铆接接头的剥离强度和疲劳强度都比较低,通常只用在引擎盖、行李箱盖、后轮罩等非承载部位。
1.3.3 最新进展
为了提高铝钢异种材料铆接的可铆性范围以及接头强度,日本丰桥科技大学提出了一种阶梯冲头无铆钉铆接工艺。该工艺使用阶梯冲头代替传统冲头,在从钢铆向铝时,可以有效避免上层钢板发生断裂失效,而从铝铆向钢时,可以增加上层铝板在冲头侧的剩余壁厚,提高接头强度。
2 结论
钢铝混合车身作为综合了成本、性能、轻量化等各方面因素,更为全面平衡的车身,是未来车身轻量化发展的必然趋势。随着钢铝混合车身的发展,钢铝异种材料的连接工艺必将日趋成熟,推动汽车轻量化快速发展。
