一种简单的840D数控系统界面开发方法
2018-08-13刘玉琳徐双满
刘玉琳 徐双满 霍 凯
(北京交通大学机械与电子控制工程学院,北京 100044)
人机界面(humen machine interface,HMI)是操作人员进行操作选择、参数输入及观察机床运行状态的接口。西门子840D数控系统已经具备通用的人机交互界面,可供操作人员进行机床操作、程序调用、参数设置、状态监控等。针对某些加工过程比较复杂的情况,如加工过程要求严格的操作流程、加工前需要输入多个参数、加工的不同阶段需要调用不同的加工程序、需要自定义的操作提示及信息反馈等。此时通用的人机界面已经不能满足用户的需求,为了适应更复杂的应用需要针对加工任务进行人机界面的二次开发。
1 840D数控系统开发的方法介绍
西门子840D数控系统具有很好的开放性,用户可根据需要开发适合生产需要的自定义界面。针对人机界面的二次开发,西门子提供了3种方法,包括系统扩展用户接口编程、HMI编程包(HMI programming pachage)配合高级语言编程及西门子专业组态软件WinCC Flexible编程。其中系统扩展用户接口编程无需购买任何软件,只需利用记事本等文本编辑器即可进行开发,且能够无缝嵌入系统界面是一种经济高效的开发方法。
本文主要介绍基于系统扩展用户接口进行西门子840D数控系统界面二次开发的方法。
2 基于系统扩展用户接口的界面开发
2.1 人机界面程序文件结构及窗体树
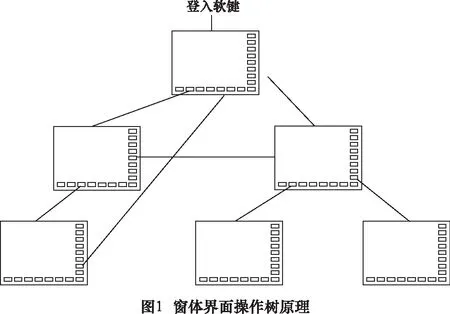
基于系统扩展接口的界面开发功能基于ASCII文件配置来实现,通过记事本等文本编辑软件进行编写,文件的扩展名为“.COM”。文件保存在“C:SiemensSinumerikHMI-Advanceddhcus.dir”目录下,这些文件经数控系统的HMI软件自动编译并显示。每个COM文件内可定义一个或多个界面,界面之间可以通过自定义软键相互调用,在HMI操作界面中,多个相连的界面构成了一个操作树,如图1所示。
每个窗体界面都对应某个COM文件下的一个界面定义。如在TIAOSHI.COM文件内有如下定义:
//M(TIAOSHI10/"调试界面"//) ;界面名称
DEF ....
HS1=("");定义水平软键
....
2.2.4 腹痛复发情况 试验组与对照组进入4周随访的分别为20例、13例;复发例数分别为5例(25.00%)、7例(53.85%),组间比较,差异无统计学意义,FAS、PPS分析结论一致。
HS8=("")
VS1=("");定义垂直软键
....
VS8=("")
PRESS(VS1);定义软键动作
....
END_PRESS
//END
文件中定义了一个调试界面“TIAOSHI10”,它的调用方法为:LM("TIAOSHI10","TIAOSHI.COM"),界面调用时既要包含文件名也要包含界面名。
2.2 人机界面中显示系统参数及自定义参数
人机界面的主要功能就是监控机床的工作状态,特别是机床各坐标轴的位置信息。在COM文件中显示机床坐标轴的方法非常简单,只需一条定义语句即可。
DEF X=(R2///"","","","mm"///"$AA_IM[X]"/40,10,80/10,20)
其中$AA_IM[X]为X轴机床坐标系坐标值,如果需要观察工件坐标系则改为$AA_IW[X]。
由于开发语法支持几乎所有数学运算,所以加工过程中的一些中间变量如:到某个关键位置的距离、正在加工第几个部位等都可以灵活地显示在人机界面上。
2.3 人机界面中显示图形
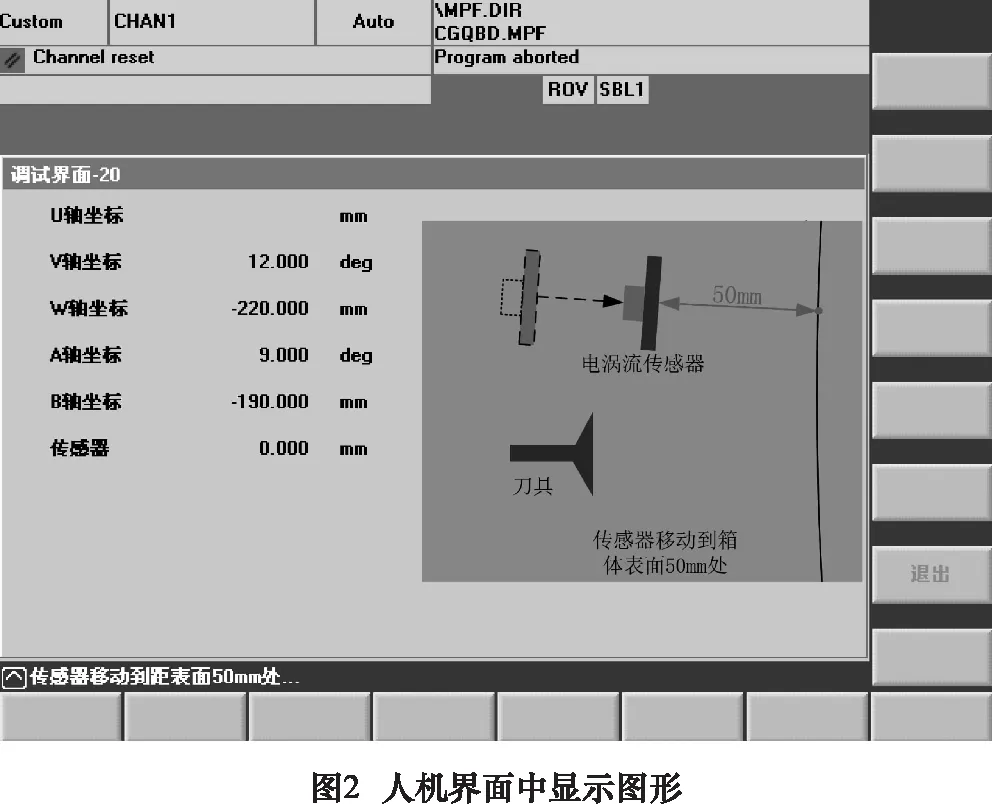
针对某些复杂的加工,要求机床操作人员严格按照加工流程进行操作。通过在人机界面上显示图形的方式可以更加直观地让操作人员理解操作流程,并可配以文字对每一步操作进行详细说明。图2所示为一个传感器与刀具位置关系校准界面,界面提示当前程序正在控制传感器移动到距测量表面50 mm处。
2.4 人机界面中进行参数输入
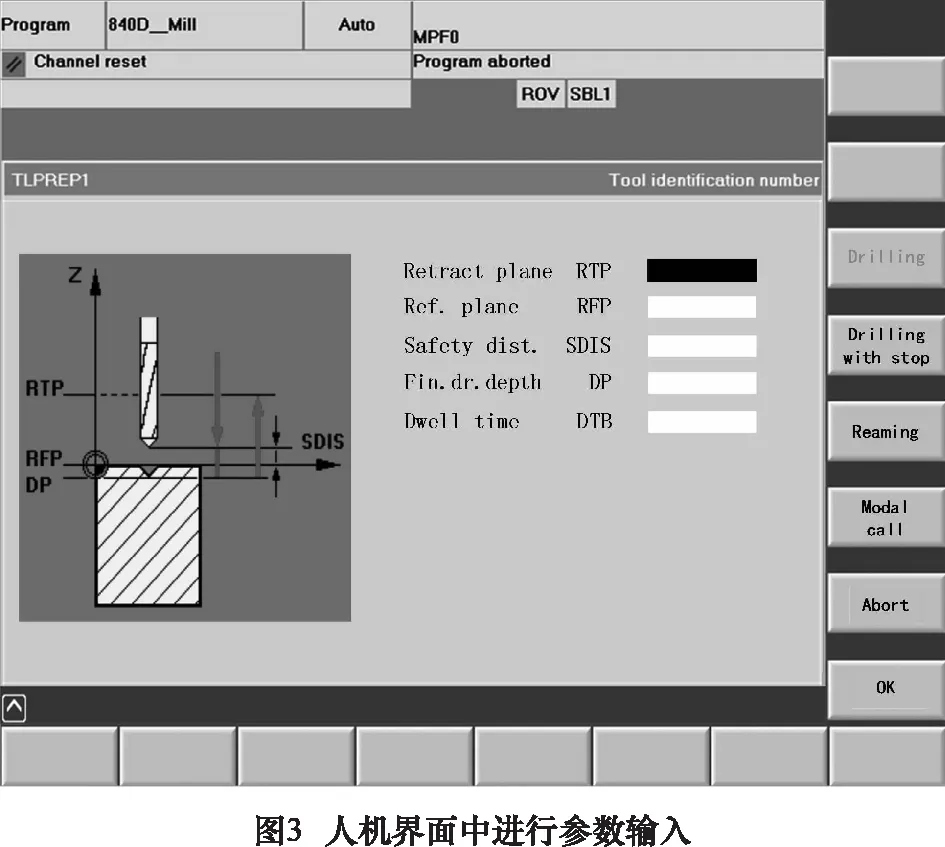
在加工过程中,经常遇到加工方法和流程不变,但针对不同的加工对象需要经常调整加工参数。此时如果在NC程序中将加工方法和流程固定,通过人机界面输入加工参数,NC程序根据输入的加工参数进行加工则避免了频繁修改加工程序,提高了生产效率。参数输入界面见图3。
2.5 人机界面中调用NC程序
在数控加工过程中NC程序的调用步骤通常为:切换软键菜单→进入程序管理界面→找到所需NC程序并选定→回到主界面→启动NC程序。通过自定义人机界面进行数控加工操作,可实现加工程序一键调用。例如通过右侧垂直第2键启动DRILL.MPF可通过如下语句实现。
PRESS(VS2)//按下垂直第2键
AP("MPF.DIRDRILL.MPF")//加载NC程序
SP("MPF.DIRDRILL.MPF")//选择NC程序
WNP("I100.0",1)//启动NC程序
WNP("DB151.DBB30",1)//点亮运行灯
END_PRESS
3 结 语
经过以上对西门子840D数控系统界面二次开发方法的介绍可以看出,基于系统扩展接口的界面开发方法能够适应复杂加工的需要,给出操作提示、丰富显示内容、简化加工操作,且此方法能够与数控系统无缝连接,编程简单、响应迅速、改造成本低。能够有效降低加工中的误操作,提高加工精度,降低工人的劳动强度。
