一种针对开源3D打印机的故障检测系统
2018-08-13蒋经纬龙俊琪罗嘉良龚子怡
蒋经纬,龙俊琪,梅 文,罗嘉良,龚子怡
一种针对开源3D打印机的故障检测系统
蒋经纬1,龙俊琪1,梅 文1,罗嘉良1,龚子怡2
(1. 湖南工业大学电气与信息工程学院,湖南 株洲 412008; 2. 湖南工业大学机械工程学院,湖南 株洲 412008)
针对高校创新实验室常用的熔融沉积型(FDM)开源3D打印机容易出现的打印机断丝、耗尽和堵头等故障,本文设计一种基于光电传感器的故障检测系统。当信号检测装置检测到故障信号时,利用信号处理电路中的51单片机处理光电传感器检测到的信号并做出反应。通过系统的实验测试表明,该检测系统运行稳定,能有效检测出上述故障,从而使用户能够及时发现故障,避免时间和材料的浪费。
FDM型开源3D打印机;故障检测系统;光电传感器
0 引言
21世纪以来,3D打印技术通过电子技术和自动化控制的手段得到了迅速的发展。3D打印技术是一种快速成型技术,也被称为增材制造,其中最具代表性和广泛性的就是熔融层积技术(FDM),由美国的ScottCrump于1988年率先发明,并成立了Stratasys公司[1]。目前,绝大多数开源3D打印机采用的是FDM技术,因其组装成本低、可创新性高等特性广泛被应用于各大高校创新实验室。
目前国内对于3D打印机故障检测尚处于萌芽阶段。学术界上,国内浙江大学用声发射采集系统检测3D打印机故障情况[2]。同时各个研究机构也在加紧研发3D打印机故障检测的解决方案,目前市面上已经出现基于温度检测的3D打印机故障检测方法[3]和利用按压感应器的故障检测方法[4]。
然而,以上解决方案因成本过高等原因,仅应用于学术研究以及高端产业。我们就开源3D打印机常出现的故障进行研究。发现在3D打印的过程中,会因为原材料丝受热不均、进丝不畅,出现断丝、耗尽和堵头等故障。本文针对这几种常见故障设计一种更为简单经济的故障监测系统,适用于一些高校创新实验室以及DIY爱好者的使用。本系统以51单片机作为控制器、光电传感器为检测器,包括故障检测机械装置和信号处理电路两个部分。当3D打印机在出现以上类型故障时,系统会自动做出反应——立即暂停打印工作并发出警报。
1 系统整体设计
本文主要研究的是针对熔融沉积型开源3D打印机的故障检测系统,对于开源3D打印机来说,它会出现的故障主要分为两种,一种称为软件故障,主要由软件上的建模问题以及参数问题所导致,第二种为硬件故障,主要包括断丝、堵头、耗尽、传动带断裂、挤丝机构异常等[5]。而本文主要的研究对象就是硬件故障中的打印机断丝、堵头、耗尽的故障类型。因此类故障均会导致停止进丝,我们利用此共性设计故障检测系统。本系统分为信号检测装置和信号处理电路两个部分。
其中,信号检测装置采用槽型光耦传感器检测信号,并由自主设计的机械结构辅助完成信号检测。槽型光耦传感器存在一个光发射器和接收器,在无阻情况下光接收器可以接收到发射器发出的光,输出一个电平信号,反之,若光被遮挡,输出一个相反的电平信号。因其响应时间能够满足3D打印机要求,同时它对于外界有一定的抗干扰能力。其中响应时间是指光信号转换成电信号的时间,即光由暗变亮转换成电信号所需要的时间,一般分成两个部分:上升时间和下降时间。在远小于1 ms的光源下,实验测得上升时间、下降时间、负脉冲宽度分别为20.14 us、4.413 us、43.31 us[6]。这样所测得电信号响应时间极短,对于3D打印机故障的测量完全能胜任。其次,槽型光电传感器以光为媒介,所以不需要与被测对象直接接触,间接完成对被测对象的检测。这一特点使得检测过程中,不会对传感器以及被测对象带来影响,更适用于高精度、抗干扰能力弱的系统。同时,光电传感器已经能够保证投射的光束一直稳定集中在一个极小的光点上,即光电传感器已经具有了性能特殊的受光系统,确保其识别率和分辨率精确又强大。因此有一定的稳定性和抗干扰能力,能完成对于精确掌控检测和对微小物体的细微检测[7]。

图1 系统整体设计框架
信号处理电路利用A/D模数转换器将模拟信号转换成数字信号,采用STC公司生产的89c52单片机作为控制器处理数字信号,并完成与3D打印机的通信以及报警等功能。
2 系统硬件设计
本文重点针对信号检测装置和信号处理电路进行设计。
2.1 信号检测装置
我们设计了一种用于采集进丝信号的检测装置。如图2所示,其机械结构主要包括底座、固线器、传动杆、光栅传动轮、槽型光电传感器、进丝口和出丝口。固线器主要是以调节进丝口的松紧,以保证3D打印机正常进丝过程的进行;传动杆 用于带动光栅传动轮;槽型光电传感器作为检测元件。

图2 信号检测装置图
槽型光电传感器通过与此机械结构的结合,利用其检测来反映3D打印机工作状态[8]。同时因其工作具有非接触性的特点,避免了与加热头的直接接触,保证在正常工作过程中检测装置不对其正常抽丝、进丝有影响[9]。
信号检测装置安装在进料装置之前,3D打印机正常工作过程中,为保证正常供丝,其进料装置本身设有电机、主动进丝轮、压紧装置。电机负责抽送丝线,主动进丝轮与压紧装置保证进丝不易滑脱,使得装置整体运行流畅[10]。在正常工作时,电机正常带动进丝轮,信号检测装置的机械结构也被正常带动,传动杆带动光栅传动轮,光电传感器检测到正常进丝的信号。当出现了如堵头、断丝等故障时,进丝过程无法正常进行,抽丝停止,信号检测装置的机械结构也停止转动,光电传感器检测到异常进丝的信号。
信号检测装置检测进丝状况信号的同时将其传输给信号处理电路,从而判断3D打印机是否出现了堵头、断丝等故障。
2.2 信号处理电路
信号处理电路主要完成的是对光电传感器发出信号进行分析处理并做出反应,使得原本开环的系统变成闭环的系统从而实现控制。硬件电路主要包括5 V直流电路模块、晶振电路、复位电路所构成的单片机最小系统以及故障信号接收模块、报警电路模板、通信电路模块。我们选用价格低廉、品种齐全、支持环境丰富的AT89S51作为控制芯片,满足开源产品低成本、可开发性的特点。直流电路模块以7805芯片为核心,通过将3D打印机自带的12 V电压变换成5 V电压,给单片机以及光电传感器提供电压。故障信号接收模块由A/D转换芯片构成,将光电传感器接收的模拟信号变成数字信号传给单片机。正常进丝时,信号是呈高低电平近似周期性变化的,即正常进丝信号;当出现故障时,信号将一直保持在高电平或者低电平不会改变,即出现故障信号。利用C语言编写程序实现对于这两类信号的识别,并且驱动通信电路和报警电路。当3D打印机出现断丝、堵头、耗尽等故障时,报警电路LED闪烁、蜂鸣器报警,并且将故障信号发给3D打印机主板,中断打印进程。
3 系统软件设计
本系统以单片机为控制核心,利用编写好的程序来处理光电传感器发出的信号,并使系统做出相应的反应。单片机有两个数据端口做收发数据, 将其与3D打印机主板通信端口相连,然后配合 硬件电路,当检测到故障,利用上述通信端口实现中断。
在程序算法上有两种策略,第一种测量相邻脉冲时间间隔的区间,并且设计延时函数,这种手段针对于运动速度相对较慢的情况精确度更高;第二种便是在单位时间内测量脉冲个数,并且通过大量原始实验数据总结积累得出较为合适的预设值,利用与预设值的比较得出3D打印机的运行状况,这类方法对于运动速度更快的时候更为适用。
4 系统测试
我们以一台基于arduino的熔融沉积型开源3D打印机作为实验对象。如图模拟了3D打印机由启动到正常运行再到发生故障停止的过程。在3D打印机正常工作过程中,运动速度并不是匀速,因此光电传感器所测得的每个电信号的周期也有所不同。

图3 状态波形
在实验过程中,在不同的初始预设值下,每一个预设值重复做30次实验,用秒表记录故障发生到打印机停止打印的时间,并得出平均反应时间,以及记录误判次数,得出误判率,如表1所示。其中反应时间表示了实验浪费材料的多少。实验结果表明预设值越低,反应时间越短,浪费材料越少,但误判率越高;反之,预设值越高,反应时间越长,浪费材料越多,但误判率越低,因此在一定预设值下本系统检测效果较好,误判率低,有效节省材料并且长时间稳定运行,能够满足高校创新实验室的要求。
表1 不同的预设值下的实验结果
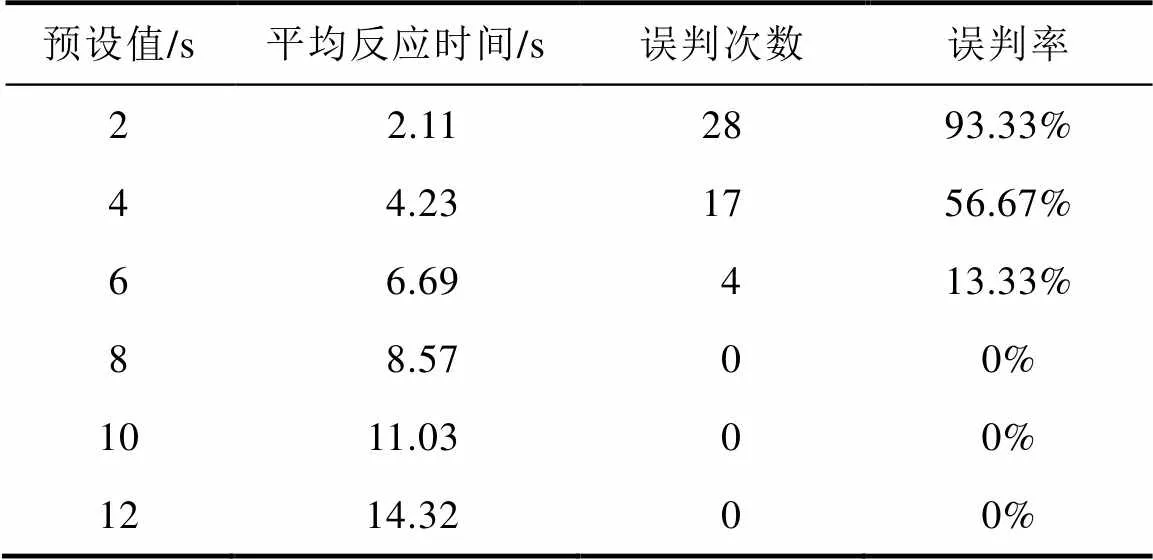
Tab.1 Experimental results under different preset values
5 结语
本文针对开源3D打印机常会发生的一些故障进行研究,通过分析3D打印机故障的共性,即导致进丝问题,设计了故障检测系统,选择以光电传感器对信号检测装置机械结构的检测反映3D打印机的工作状态,以单片机作为控制器,实现实时控制,同时设计报警电路和通信电路,使得在发生故障时能中止打印并且发出报警信号[11]。以简单、经济的方式实现对故障的检测,并且具有很强的可改装性,更适用于高校创新实验室以及开源硬件爱好者来使用和改进。
[1] Musso G,Lentini G, Enrietti L, et al. Portable on Orbit Printer 3D: 1st European Additive Manufacturing Machine On International Space Station[M]. Advances in Physical Ergonomics and Human Factors. Springer International Publishing, 2016.
[2] 吴海曦, 余忠华, 张浩, 杨振生, WANG Yan. 面向熔融沉积成型的3D打印机故障声发射监控方法[J]. 浙江大学学报(工学版), 2016, 50(1): 78-84.
[3] 苏爱民. 项目经理之二——热升华打印机[J]. 软件, 2000(4): 10-11.
[4] 张洋. 基于FDM技术的3D打印机机械结构设计及控制系统研究[D]. 长春工业大学, 2017.
[5] 杨向东, 莫煦健, 张鹏飞. FDM型3D打印机典型故障诊断与维修[J]. 机电工程技术, 2017, 46(7): 102-104.
[6] 屈仁超. 光电传感器响应时间的准确测量方法[J]. 电子质量, 2014(04): 64-66.
[7] 耿楠. 光电传感器在变电站通信控制系统中的应用[J]. 中国高新技术企业, 2012(12): 62-63.
[8] 徐军, 王天伦. 3D打印机控制系统的设计[J]. 计算机测量与控制, 2017, 25(3): 51-54.
[9] 沈冰夏, 管宇鹏. FDM型混色3D打印机的设计[J]. 北京信息科技大学学报(自然科学版), 2016, 31(5): 60-63.
[10] 梅武军. FDM型3D打印机电机控制系统的设计与优化[J]. 电子设计工程, 2016, 24(12): 179-181+184.
[11] 吴海曦, 余忠华, 张浩, 杨振生, WANG Yan. 面向熔融沉积成型的3D打印机故障声发射监控方法[J]. 浙江大学学报(工学版), 2016, 50(1): 78-84.
A Fault Detection System of Open Source 3D Printer
JIANG Jing-wei1, LONG Jun-qi1, MEI Wen1, LUO Jia-liang1, GONG Zi-yi2
(1. Electrical and Information Engineering School, Hunan University of Technology, Zhuzhou, Hunan 412008; 2. Mechanical Engineering School, Hunan University of Technology, Zhuzhou Hunan 412008)
Abstract: the article discusses design of fault detection system based on photoelectric sensor for problems of breaking, drainage and plugging of FDM open source 3D printer commonly used in university innovative laboratories. When signal detection device detects fault signal, 51 Singlechip in signal processing circuit may process and respond signal detected by photoelectric sensor. Experimental test shows the system runs stably and can detect above fault effectively, help users find fault in time and avoid waste of time and materials.
FDM type open source 3D printer; Fault detection system; Photoelectric sensor
TP211+.6
A
10.3969/j.issn.1003-6970.2018.07.033
蒋经纬(1997-),男,本科,研究方向:电气工程及自动化。
本文著录格式:蒋经纬,龙俊琪,梅文. 一种针对开源3D打印机的故障检测系统[J]. 软件,2018,39(7):157-160
