城轨车辆一体式贯通道配套端墙结构设计及焊接工艺
2018-08-08李磊臧兰兰毕长生
李磊,臧兰兰,毕长生
(1.中车大连机车车辆有限公司,辽宁大连116021;2.国网大连供电公司,辽宁 大连116032)
0 前言
随着社会的快速发展,城市对便利交通的需求与日俱增,私家车辆的增多对交通造成的巨大压力使得公共交通再次成为被关注的焦点[1]。地铁车辆因其具有经济、快速、安全、节能等特点正逐步走进人们的视线,并以其优越的表现而受到青睐。地铁车辆在承担城市交通运输工作的同时,也逐步演变为一个城市发展水平的体现,因此地铁车辆的设计理念也正在被重视起来[2]。贯通道系统作为车辆的连接机构,其美观实用性也备受关注,这对用于固定贯通道系统的端墙钢结构及相关的生产工艺提出了新的设计要求。由于一体式贯通道系统结构上的变化,实现车体连接时接口结构也发生了相应的变化。为了适应其安装要求,需从实际生产出发,对原有车辆结构中的端墙结构作出合理的设计改进,使端墙结构在满足车辆基本强度要求的基础上,能够具有良好的系统结构安装适应性。文中将从一体式贯通道在城轨车辆中的应用出发浅谈端墙钢结构的改进设计及焊接工艺。
1 贯通道简介
城轨车辆贯通道位于两节车厢的连接处,是连接两车厢通道的重要组成部分[3-5]。作为车辆曲线通过时的关节部位,贯通道系统强度和结构设计必须满足乘客自由的在列车各客室之间穿行且没有任何潜在的危险,并能在任何条件下保持整列车的连接。一体式贯通道不但具有组件少、结构简单的特点,同时还具有高等级的隔热、隔音、防火和水密性能,主要应用于相对较固定编组的车辆上。随着地铁车辆设计水平的提高,贯通道系统也朝着更安全、更美观的方向迈进,达到与车辆整体运行环境相匹配的目的。
1.1 贯通道的基本结构
城轨车辆用贯通道主要由渡板总成、滑动侧墙、侧墙锁闭机构、顶板总成、带有固定件的螺钉框和折棚6部分组成[6],如图1 所示。
(1)渡板总成。渡板总成由上渡板和下渡板组成,渡板总成能够保证与连挂车辆运行过程中的各种复杂运动相适应,在确保乘客安全通过的同时为站立的乘客提供安全的站立空间。具有足够的强度和刚度,具有不少于8人/m2的承载能力,其中单个人的质量按照60 kg计算。
(2)滑动侧墙。滑动侧墙总成包含以铝合金型材为主体的侧墙、上下橡胶挡板及覆盖、滑杆机构、转轴折页等部件。满足车辆对贯通道的要求,可满足车辆在各种工况下的运动。
(3)侧墙锁闭机构。由锁杆机构和安装螺钉板组成,用来锁闭侧墙机构。
(4)顶板总成。由双层顶板和单层顶板构成,单层板插入双层板的槽内,铰链用螺钉与车体端墙面实现连接[3]。
(5)螺钉框。由U形铝型材与压板结构焊接组成,通过沉头内六角螺钉来实现与车体端面的连接。通过压板结构、橡胶型材实现折棚总成与其两端螺钉框的整体连接。
(6)折棚。折棚由向内开放的灵活U形棚布构成,每个折环的下部设有两个排水孔。折棚总成用棚布的材质所需选用特制的阻燃、高强度、耐老化材料,在-35~+45℃范围内能够正常使用[4]。棚布采用双层中空式结构,大大提高了整个折棚机构的隔声、隔热性能。折棚各个折缝边缘采用铝合金型材镶嵌,折棚体通过锁闭机构与螺钉框之间进行连接[3]。
1.2 贯通道的性能特点
贯通道通常的运行温度为-30~+80℃,结构部件使用寿命为30年,折棚寿命不少于15年。贯通道需要具有良好的纵向伸缩性和横向、垂向的柔性,以适应车辆运行中振动并满足安全通过曲线、道岔的要求;同时还应具有减少空气阻力的结构设计以及良好的气密性和隔声性能,在保证运行速度的前提下尽可能地为乘客提供舒适的乘车环境。此外,贯通道系统中涉及非金属的材料还需要具有高等级的防火性能、烟雾测试和毒气测试需符合行业内国际相关标准规定,其主要特点如下。
(1)贯通道采用端部快速解编方式,两端设连接框,通过内设旋转解锁装置可以完成贯通道系统的快速连接锁定和快速解编[3]。
(2)贯通道内部设有内饰板,颜色采用与客室内装颜色相同或相近颜色,保持车内装饰风格的一致性。
(3)贯通道系统具有良好的防雨、防风、防尘、隔音和隔热功能,可满足车辆在地下、地面线路运行的要求。
(4)贯通道能顺利通过最恶劣的运行条件,并保证没有零件损坏且运动不受到限制、无异响和摩擦声。恶劣工况包括过半径R弯道运行、直道进入半径R弯道运行、过半径R的S曲线运行等工况,同时应考虑在各个工况下车钩分别拉伸最大量和压缩最大量时的运行状况。
1.3 贯通道的安装
一体式贯通道系统是一个整体结构,不可拆分,适用于固定编组的车辆上,与车体之间通过机械连接而成。安装过程主要包含以下内容。
(1)确保车体端墙结构上的螺纹孔位置与螺钉框安装孔相对应。
(2)将螺纹孔上油漆等异物清除干净。
(3)用起重机将折棚总成置于安装位置,保证车厢侧渡板总成位于中间渡板上方。
(4)慢慢抬起渡板页直到恰当地搭在中间渡板上,使中间框上的滑动支撑位于车钩上。
(5)用螺栓固定螺钉框,中间可使用定位销定位,先对准对角线上螺栓并预紧,随后安装其它螺栓。
(6)将两节车厢靠近并连挂车钩,重复从(1)~(5)的安装步骤将折棚安装到另外一节车厢的端墙上。
(7)用钥匙锁紧渡板上的直角回转锁,完成贯通道系统的安装。
1.4 贯通道安装注意事项
安装过程中需注意,安装过程中尽可能在折棚外部区域升降折棚总成,保证折棚机构受力均匀,避免变形产生。运输过程中需将贯通道机构固定于车厢一侧并支撑收紧,避免事故发生和机构的损坏。
2 端墙钢结构方案设计
一体式贯通道需要与车体端墙间进行机械连接,因此地铁车辆的端墙钢结构除了需要满足车体承载要求的同时,保证车辆之间贯通道的安装,使乘客能在车厢内自由通行,还需要考虑电气走线座固定位置、制动脚踏泵的安装和生产工艺的可操作性,本着安全、环保、节约成本的前提,力争打造更加优质精品化的城轨车辆。
2.1 一体式贯通道端墙钢结构方案
城市轨道车辆车体端墙结构选用SUS301系不锈钢薄板,通过电阻点焊搭接方式组焊构成,具有质量轻、强度高、免涂装等特点。端墙钢结构主要用于车辆两端封闭,并作为两辆车之间贯通道的连接基础,由上部横梁、侧弯梁、小立柱和底部横梁共同组成,结构如图2所示。其设计在满足功能的同时,还应具有足够的强度以承受车辆运用过程中的各种载荷。
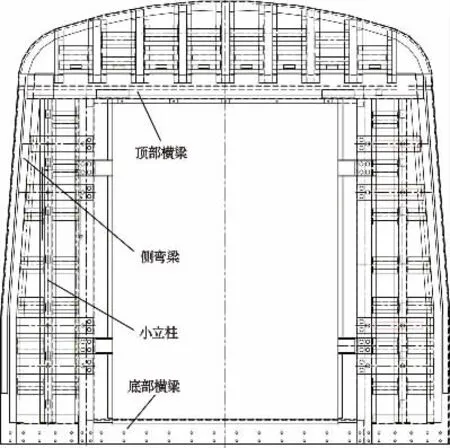
图2 端墙钢结构示意图
2.2 端墙钢结构方案工艺优势
根据焊接标准,考虑板材之间的搭配并选择合适的焊接参数组焊端墙,合理控制电阻点焊熔核直径,以此控制整个端墙结构的承载能力。通过模型的有限元分析,计算结果满足对车体钢结构的强度要求。
该端墙方案在原有方案基础上做出了如下改进。
(1)符合一体式贯通道的安装方式。
(2)顶部横梁在车辆宽度方向上为通长结构,能够更好地保证顶部蒙皮的焊接平整度。
(3)顶部横梁装配改进为9根竖梁的整体性横梁支撑结构,增强端墙上部整体性和承载能力。
(4)门口处作出大开口设计,能够更好地与贯通道进行连接,改善包裹度和美观度。
(5)减少异形件的设计,在保证端墙性能同时降低生产难度。
3 端墙结构焊接工艺
3.1 接头应力有限元计算分析
参照点焊接头剪切拉伸疲劳试验方法的规定制备试件几何模型[7](图3),运用有限元分析软件初步分析不同板厚搭接点焊接头在剪切拉伸试验中的应力大小及分布情况,并依据此分析结果初步确定焊接参数。为了防止不等厚板焊接试样在剪切拉伸试验过程中产生偏心作用,在上、下板均焊上垫板,以保证焊接接头受力均匀[8-9]。

图3 几何模型
建立有限元模型并进行网格划分,分析模型如图4所示。焊缝附近区域为重点计算区域,单元尺寸设置为0.2 mm ×0.2 mm ×1.0 mm,电阻点焊接头计算单元为13 100,节点数为19 500。模型为3D实体模型,单元类型为C3D8。

图4 有限元分析模型
冷轧SUS301L奥氏体不锈钢的基本参数根据其轧制程度的不同而存在差异,模拟主要针对焊接较多的端墙蒙皮与压型弯梁材料进行分析,该种材料较普通的碳钢材料具有强度高、硬度大、电阻率高、导热性差以及线膨胀系数大的特点,其物理属性见表1。

表1 SUS301L钢的物理性能
考虑熔核、热影响区和母材的材料差异,模拟过程依附于试验中室温(293 K)下测得的应力-应变关系曲线来控制材料的应力应变特性,如图5所示。
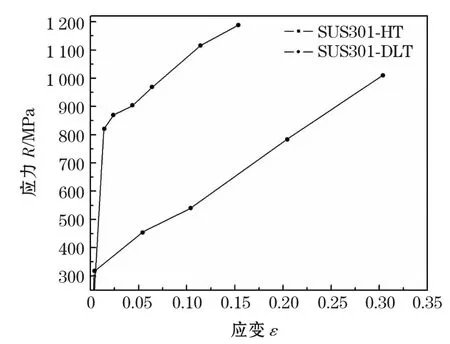
图5 母材应力-应变曲线
3.2 计算结果及分析
图6 为电阻点焊接头在进行剪切拉伸模拟状态下的应力分布云图。焊缝接合面边缘处易出现较大的应力集中,即裂纹起始位置。

图6 应力分布云图
根据Mises屈服准则,等效应力率先达到屈服强度的位置将出现屈服现象,裂纹的扩展路径与应力分布和应力集中状况有着必然的联系[8]。由试验结果可知,焊接接头边缘热影响区位置是裂纹源产生的位置,该处应力集中最大。电阻点焊于骨架板上焊点热影响区处率先出现屈服。选择模型上通过热影响区最大应力处试件横向方向为路径提取计算所得应力值,在不同的外力水平下,得到图7所示的应力分布情况。图7是应力在模型上的横向分布,应力最高点位于中间(焊缝处)。计算结果表明,电阻点焊模型在外加面均布应力为30 MPa 时发生屈服[8]。

图7 电阻点焊接头应力分布
由此可见,试件的破坏位置在应力峰值处(产生最大应力处)出现,计算所得应力随着外加载荷的增大而增大,电阻点焊熔核边缘为焊缝质量的主要关注位置。
3.3 端墙结构焊点布置
基于以上分析结果可知,对于电阻点焊接头承载薄弱位置为焊点周围热影响区附近,结合应力分布状态及承载能力分析,同时为保证美观度并综合考虑车间设备规格及生产能力,确定端墙钢结构电阻点焊焊点布置如图8所示。
对于不锈钢薄板的电阻点焊,已经掌握了较为成熟的参数配置方法。工艺参数选择原则如下:焊接电极的端面形状为圆形,电极端面直径为5.0~6.0 mm。根据材料和厚度初步选定电极压力和焊接时间,然后调节焊接电流,得到不同的电流焊接试样;经检查熔核直径符合要求后,再在适当的范围内调节电极压力、焊接时间和焊接电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。为了保证冷作硬化不锈钢板的点焊质量,需结合该种材料的点焊工艺特点,采用较小的焊接电流、较短的焊接时间和较高的电极压力,以防止产生缩孔、裂纹等缺陷。通过准确地控制加热时间、焊接时间及焊接电流,来防止热影响区晶粒长大和出现晶间腐蚀现象,进而确保端墙结构的强度能够满足整车强度要求,同时能够适应一体式贯通道的安装连接要求,见表2。

图8 端墙结构焊点布置
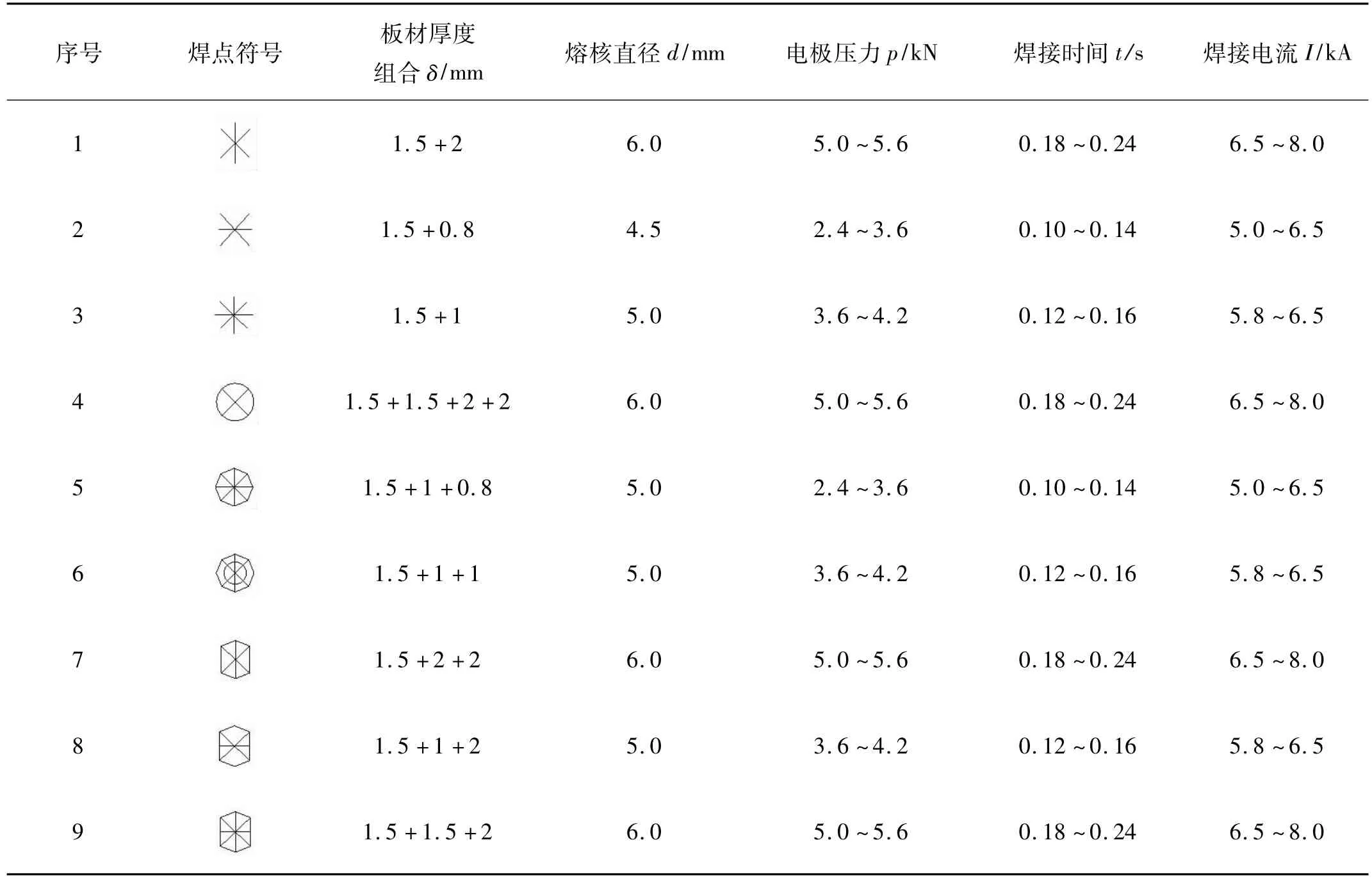
表2 端墙结构焊点分布及工艺参数
4 结论
(1)一体式贯通道以其结构简单、美观度高、隔热隔声性能强等优势成功应用于各大城市地铁车辆的设计中,适用于一体式贯通道的端墙钢结构新方案能够满足现有贯通道的安装和使用要求。
(2)应用数值模拟软件对电阻点焊承载时的应力分布作出分析,得到电阻点焊接头处应力分布趋势,同时确定了决定焊缝质量的关键部位。
(3)结合实际生产条件及焊接设备,给出具有参考意义的不锈钢端墙结构电阻点焊工艺方案,为城轨车辆的模块化设计打下了基础。