理县电站1号机组轴线调整
2018-08-07沙列尔
沙 列 尔
(金沙水电站,四川 攀枝花 617000)
1 概 况
理县水电站位于阿坝州理县境内岷江支流杂谷脑河的中下游河段上,是杂谷脑河流域梯级水电站的第四级,为一低闸引水迳流式电站。上游与红叶二级电站相接,下游与已建成的甘堡电站大坝相接。装机三台,单机容量为1.1万kW, 总容量3.3万kW 。水轮机型号HLD85—LJ—145,转轮直径1.45 m,最大水头出力1.05 MW,额定流量 14.45 m3/s,额定转速428.57 r/min,飞逸转速91 r/min。蜗壳型式为金属蜗壳,旋转方向为俯视顺时针,发电机型号为SF11-14/3250,额定容量/功率为11 MW,额定电压为10.5 kV,额定电流为711.6 A,额定功率因数为0.85,额定转速为428.57 r/min,飞逸中中转速791 r/min。
2 轴线摆度的调整原理
通过盘车测出上导、下导、法兰和水导处的摆度值,各摆度都满足规范要求则无需对轴线进行调整。若有一处或多处测点摆度超出规范,则需对法兰组合面或绝缘垫进行刮削等处理,直到各摆度都符合要求为止。水轮发电机盘车相对摆度允许范围值如表1所示。
特别注意,发电机转速在250~600 r/min之间时,任何情况下水导的全摆度都不能够大于0.25 mm。

表1 水轮发电机摆度允许范围值
3 处理方法
3.1 盘车方式
盘车就是用人为的方法使机组的转动部分慢慢旋转,再利用百分表测量其摆度值。转动部分的旋转一般可以通过三种方式实现:
(1)人力盘车,利用人力直接推动旋转部分旋转,该方法适用于小型机组;
(2)机械盘车,利用厂内桥机起重机作动力,通过一套钢丝绳和滑轮组来拖动旋转部分;
(3)电动盘车,在定子、转子绕组中通电,产生电磁力来拖动旋转部分。
3.2 盘车前准备工作
(1)在上导、下导、法兰盘和水导处,按逆时针方向分成八等分并顺序编号,上、下号数要竖直对齐。
(2)调整推力瓦受力,使镜板处于水平状态,推力瓦面应涂洁净猪油作为润滑剂。
(3)安装推力头附近的导轴瓦,以控制主轴径向位移。瓦背支柱螺栓要拧紧,以盘车过程中主轴位移量在0.02~0.03 mm之间为宜。瓦面可滴入透平油作润滑剂。
(4)清扫转动部件上的杂物,检查所有转动部分与固定部分的间隙,应绝对无杂物卡阻及刮碰。
(5)在上导、下导、法兰盘和水导处,按X、Y方向各设2只百分表,作为测量摆度值和相互校核之用。百分表测杆应留有足够的预压缩量,大针调零位。
(6)在水导处推动主轴,若表针摆动,则证明主轴处于自由状态,否则,应查明原因,是否有刮碰卡阻之处。
上述准备工作完毕之后,各百分表派专人监护记录,在统一指挥下,使主轴接机组转动方向慢慢旋转,并且准确停止在各等分线测点上。然后推动主轴,验证主轴是否处于自由悬垂状态,并通知各监表人记录。如此逐一测出八点的读数。
3.3 摆度值的测量
根据现场情况通过人工盘车的方式测出主轴各位置的摆度值。在主轴顶端安装了盘车装置,利用杠杆人工力量推,从而带动主轴旋转。
推力头底部直径为1.02 m,下导测点至推力头底部垂直距离为3.5 m,水导测点至推力头底部直距离为7.8 m。
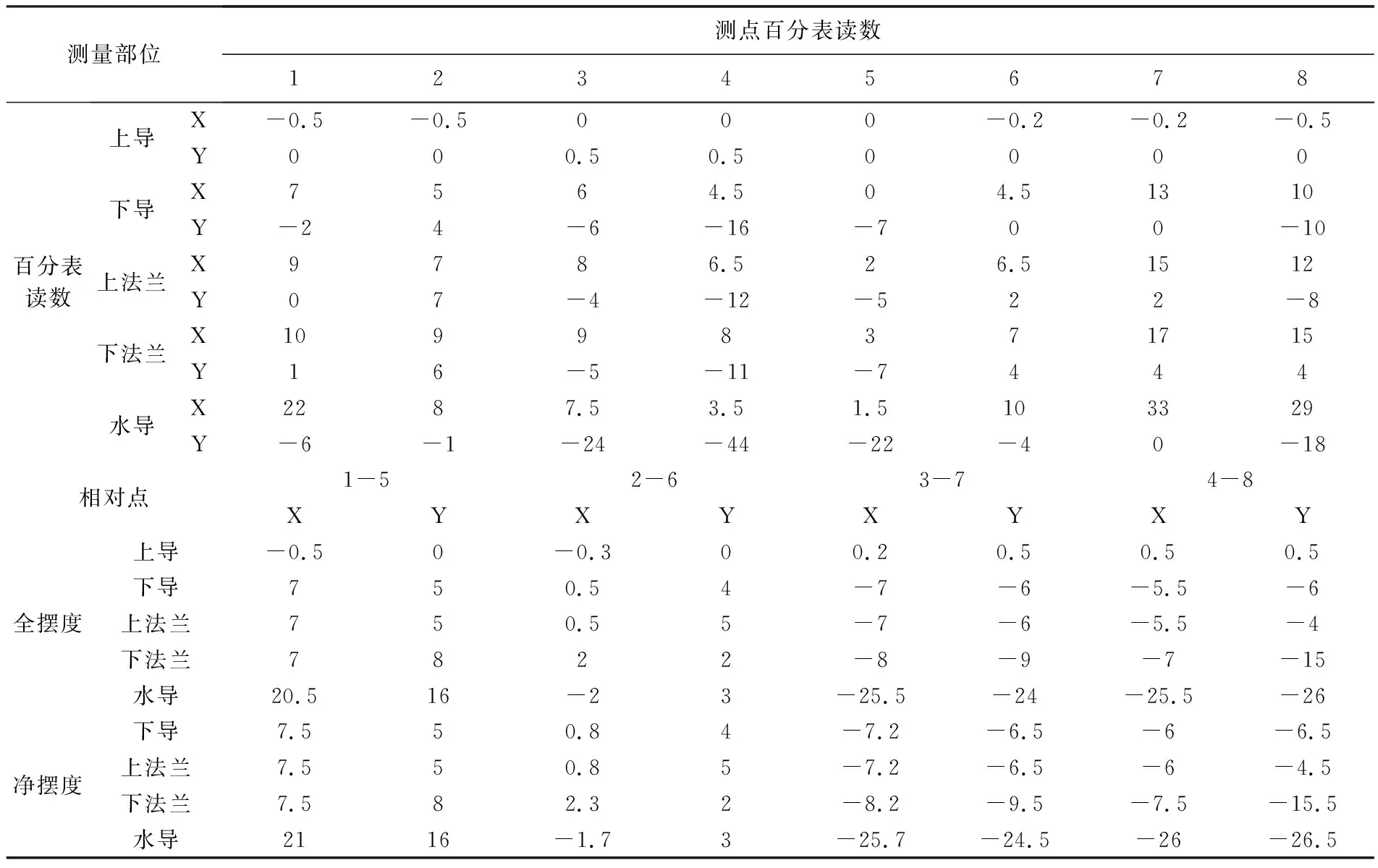
表2 测得各部位数据 单位:0.01 mm
根据表2可以看出,水导处的X表所测3—7方向摆度值-0.257 mm,4—8方向摆度值-0.26 mm,其相对摆度满足规范要求、全摆度大于0.25 mm不满足规范要求。需要先对推力头与镜板间的绝缘垫进行刮削来调整各摆度值。
3.4 磨削的最大方位及刮削量的计算
(1)实际最大净摆度按下述方法计算
式中β为实际最大倾斜方向与计算中的最大倾方向的夹角;T1为计算出的最大净摆度;T2为计算出的次最大净摆度;T为实际最大净摆度
(2)绝缘垫刮削量的计算
绝缘垫的刮削量算公式如下:
式中δ为绝缘垫上的轴线倾斜方向上的最大磨削量;D为推力头的直径;φba为轴线倾斜方向上的最大净摆度;L1为上导处百分表与水导处百分表的轴长是7.8°
3.5 绝缘垫的刮削量
根据盘车数据分析,可以对推力头与镜板间的绝缘垫进行处理来减小水导处的摆度值。表2数据和公式可以计算出绝缘垫的刮削量,最大刮削量为0.017 mm,方位为轴号8号偏7号8°,绝缘垫均匀分为4各区域,依次根据分区过度,在实际刮削过程中,因为绝缘垫的刮削量较小,同时对水导处的摆度变化非常灵敏,所以刮削过程中不能够操之过急,以防超出刮削量。一定要保守操作,一人操作最好,有利于控制刮削量,保持统一性,也保证摆度仍在规定范之内。

图1 绝缘垫分区的刮削量
3.6 刮削的工艺步骤
(1)将盘车编号从推力头上对应引至绝缘垫,并做好记录及相对位置记号。
(2)先用制动器将转子顶起制动器加锁锭,使转子重量转移到制动器上。顶起高度一般控制在10~15 mm左右,同时监视会影响起升的部件间隙是否满足。
(3)拆卸推力头与镜板的组合螺栓,再对称均匀落下镜板。
(4)抽出绝缘垫,在按绝缘垫应刮削的最大点方向作一中心线,按此中心线等分刮削区(根据表二数据可分为4个区,因刮削量较少,使用只分4个区。从理论上讲,分区越细,刮削越精准),如图1。在绝缘垫刮削面用记号笔均匀涂抹一层,在用砂纸手工研磨涂抹记号,研磨完成后用0-50外径千分尺效核绝缘垫厚度,一般研磨一层涂抹层的厚度在0.008~0.01 mm,然后按照分区刮削要求进行研磨,至到所有分区全部研磨完成。最后0.005 mm区一般不进行大面积处理,只对局部高点进行研磨处理,用平尺研磨平面,此时在该平面会出现一些亮点,这些亮点则属于局部高点。
最后用酒精和白布将绝缘垫清洗干净,在清洗过程严禁将记号檫掉,清洗完成后将绝缘垫按原位置装上,放入时不得混入灰尘、铁屑、组合面相互重叠等。
由表3可以看出,水导处的相对摆度、全摆度大于0.25 mm满足规范要求。如果盘车检查摆度数据不合格,按照以上工艺重复处理,直到摆度合格为止。

图2 水导处摆度曲线
通过处理理县电站1号机组轴线使其水导处最大摆度从0.44 mm降低至0.15 mm,试运行后,机组各轴承瓦温比修前平均降低3度,摆度、振动均满足规范所要求。
4 结 语
用盘车的方法测定水轮发电机组主轴摆度和调整轴线的工作,一般分两步进行,即先对发电机进行单独盘车,测量调整合格后,再组合水轮机联轴进行机组整体盘车测量并进行调整。消除摆度过大的方法分别有刮削推力头卡环、刮削推力头与镜板之间的对开绝缘垫板以及主轴法兰盘的组合平面等,同时也可以在推力头下或法兰盘结合面间加设金属薄垫片调整。如采用加垫片不易太厚,也就是说当摆度值较大时,最好采取修刮的方法来处理。刮削绝缘垫的过程中,所刮削平面应尽可能少的出现局部高点,控制加工误差,否则各摆度值将无法精确调整。

表3 处理绝缘垫后的盘车数据 单位: 0.01 mm
