采用感应电炉使用废钢生产高牌号灰铸铁件的探讨
2018-08-06黄永强芦陆平邓刚虎
黄永强,芦陆平,邓刚虎
(山西华德冶铸有限公司,山西临汾 041000)
受环境保护和降低成本两大因素的影响,目前企业用中频感应电炉进行熔炼采用废钢生产高牌号铸铁件的优势逐渐呈现出来。但部分企业,尤其是新的操作工人由于对中频电炉的认识不够,生产的铁水质量不稳定,甚至产生操作失当和安全事故。了解中频感应电炉的熔炼特点和认识高牌号灰铸铁的特性,掌握实际的操作与控制方式与方法是生产合格铁水最基本的保障。
1 中频感应电炉的熔炼特点
感应电炉熔炼原理是电炉通过电磁感应产生涡流获得热能,熔化炉料生成铁液,同时经过电磁搅拌铁液,使得铁液温度上升,化学成分更加均匀,一些非金属夹渣等杂物逐渐漂浮在液面上,由于其与空气接触形成渣层,一定程度上可以起到保温作用,还可以防止铁液中硅、锰及合金元素氧化,也防止了铁液吸收外部的气体。熔炼过程中与冲天炉所不同的是铁液不会增碳增硫。
感应电炉开炉后可连续运行,或者间断性生产,而且能够进行多种材质金属熔炼。
2 高牌号灰铸铁的化学成分
要使得高牌号灰铸铁各项性能达标,必须关注其金相组织,符合标准的化学成分决定了金相组织。因此合理选择铁水的化学成分是提高灰铸铁铸件性能的重要途径。高牌号灰铁成分控制如表1.
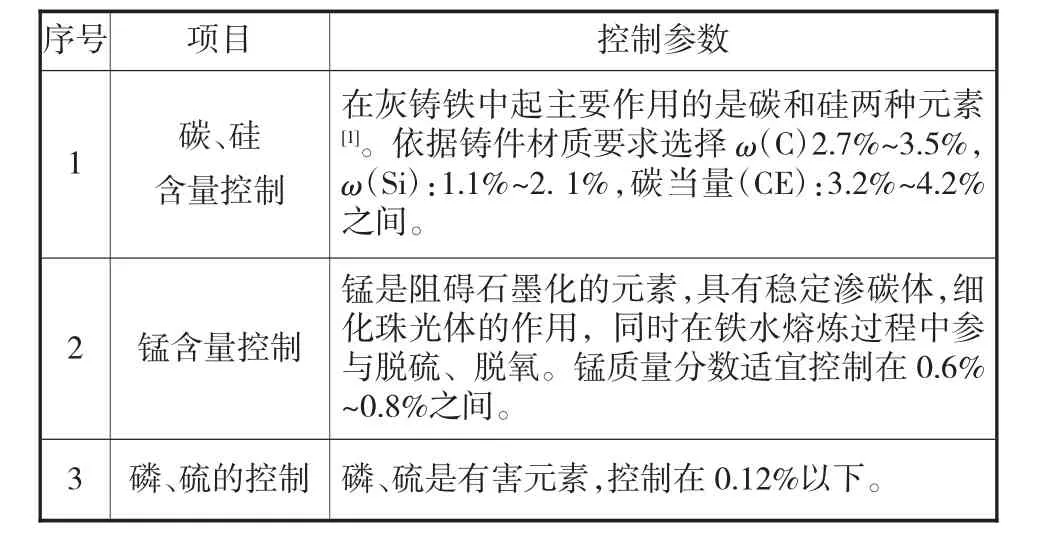
表1 高牌号灰铁成分控制
3 熔炼高牌号灰铁的原料选择
感应电炉熔炼由于其熔化与冲天炉熔化工况的区别,不仅对金属炉料的材质和块度形状有要求,而且对熔炼高牌号灰铸铁的原材料的质量也提出了要求:1)生铁选用国标铸造生铁Z14、Z18等,使用化学成分不准确和不稳定的生铁会严重影响铁水质量;2)废钢选用普通碳素废钢、优质碳素废钢,不能选择合金废钢以及含有干扰元素的废钢,同时要求表面干净、无锈、无杂质;3)回炉料要求抛丸后干净的回炉料[5]。感应电炉熔炼主要炉料配比如表2.

表2 熔炼高牌号灰铁主要原材料配比(质量分数,%)
特别注意的是为降低成本,目前企业实际操作中,废钢的加入量已经很大很大,加入量甚至到了80%以上。
4 增碳剂和孕育剂质量控制
实际生产当中,对增碳剂和孕育剂的选择相当重要,选用质量高层次的增碳剂和孕育剂收得率就高,获得的铁液质量也就品质可靠,质量有保证。
了解增碳剂加入,随采用随原材料加入和铁水熔化后期1 400℃以上时加入相结合的方法进行增碳。通过检验数据可知,增碳剂的吸收率在85%~90%,满足基本需求。
常用的增碳剂主要是石墨和石油焦,两种增碳剂的含氮量都可能在较大的范围内改变:石墨的含氮量可在0.15%~2.5%之间;石油焦的含氮量则在0.3%~2.0%之间。无论采用何种增碳剂,都应选含氮量低的品种。选用石墨电极作为增碳剂最佳[3]。
孕育剂一般采用硅-钡类复合孕育剂[2]。孕育处理的主要目的是促进石墨化和减少白口倾向,增加共晶团的数量,控制石墨形态以获得A型石墨,改善灰铸铁的性能。采用包内冲入法孕育,加入质量分数为:0.4%~0.6%.
5 高牌号灰铸铁感应电炉熔炼铁水质量控制与检测
电炉熔炼熔炼高牌号灰铸铁铁水时对铁水质量的控制和检测,除了对加入炉内的原辅材料进行重量配比外,还要关注以下几点。
5.1 碳当量CE与抗拉强度σb的对应数据关系
炉前采用湿型砂浇注φ30 mm的试棒,加工出标准试样,并测量其抗拉强度σb,同时进行化学分析并计算碳当量C E.结合实际的经验公式推算碳当量C E与抗拉强度σb的对应数据关系式σb=909.83-167.66C E[2].灰铸铁化学成分、碳当量C E及抗拉强度σb的控制范围见表3.

表3 灰铸铁化学成分(质量分数,%)、碳当量CE及抗拉强度σb的控制范围
根据炉前测得铁水碳当量,得到碳当量C E与抗拉强度σb函数关系,从而预测铸件的抗拉强度。碳当量C E可通过热分析仪快速测定,故在炉前就可以预先控制每炉、甚至控制每包铁水的质量,达到稳定铸件质量和提高生产效率的目的。
通过抗拉试棒用拉力机检测其抗拉强度值,对应实际检测的抗拉强度数值,以及炉前测得铁水碳当量,得到碳当量C E与抗拉强度σb函数关系预测铸件的抗拉强度数值,更能及时在炉前做到及时微调和提前控制,确保获得的铸铁件达到需要的机械性能。
5.2 感应电炉熔制的铁液中气体含量指标控制
对感应电炉熔制的铁液中气体含量指标进行控制,中频感应电炉熔炼铁液中气体量控制指标见表4.其目的就是要保证灰铸铁件的内在和外观上没有或者控制到一定程度上的气孔量。为此首先要了解感应电炉熔炼和气体含量指标控制办法。
感应电炉在熔炼铸铁的时候,金属炉料和炉气接触的时间是很短的,熔融的金属液与炉气接触的界面也很小,因而感应电炉熔炼的铁液中,氢和氧的含量都非常低,但氮含量很高[6],这个指标控制要在原辅材料的选用上解决。

表4 中频感应电炉熔炼气体指标
控制的重点主要是铁水中的含氮量,而关键在于加入炉内的原辅材料,重中之重就是,一选用废钢要求是普通碳钢,而且要在加入量上适当控制,并不是越多越好;二含碳量低的增碳剂,如前面提到的石墨和石油焦。
5.3 电炉熔炼时的铸铁结晶特性
不同碳当量下熔炼工艺对铸铁共晶结晶过冷度有一定的影响[6]。
电炉在熔炼过程中,共晶结晶时晶核的数量减少。从炉料开始熔化到出铁需要经过1 h左右,感应加热所独有的搅拌作用,使铁液中作为石墨外来晶核的物质大大减少,所以在用感应电炉熔炼灰铁时,要做好孕育处理,孕育剂的用量要比冲天炉熔炼时多一些,最好在出炉前先进行一次预孕育,以改善铸铁的共晶结晶生核条件。
铸铁中的氮主要来源于熔炼过程,中频感应电炉熔炼铸铁,主要是铁水内结晶核心少,铁水白口倾向大之外,还应考虑氮对机体的强化作用。铸铁成分在:ω(C):3.12%,ω(S i):1.35%,ω(Mn):0.71%,ω(S):0.09%,ω(P):0.13%的铁液中随氮含量的增加,铸铁强度也逐步增加。氮含量对灰铸铁抗拉强度的影响见表5.

表5 氮含量对灰铸铁抗拉强度的影响
适量氮在灰铸铁中稳定并细化珠光体,可作为间隙原子而固溶于铁素体和渗碳体中,并使其产生晶格畸变,基体组织得到强化,强度性能提高。
5.4 合金元素钛的控制
除了五大元素之外,对重要的有害微量元素也必须做出要求,高牌号灰铁熔炼一定要注重氮、钛含量。钛在灰铸铁中的作用,对于要求珠光体量大于95%的灰铸铁,无疑是有害元素,因为钛与氮化合明显消耗铸铁中强化基体的氮,从而降低灰铸铁强度和硬度。
铸铁中含少量的钛,钛是石墨化元素,能减少白口倾向,细化石墨。当铁液中含钛量高时,钛氮结合使得灰铸铁基体铁素体量增加,降低铸件的强度和硬度。
对灰铸铁化学成分钛质量分数要求<0.025%最佳。
6 采用电炉作业熔炼过程计算机控制提高熔炼质量
在生产现场加强5S管理,有效的对原辅材料进行精细化分类,对材料进行洁净化处理,使用材料计量统计管理等等,科学的对高牌号灰铸铁生产系统管理,数据管理,进行系统数据分析,能有效提高熔炼质量,更能促进生产系统的良性循环。对电炉作业熔炼过程计算机控制更能有效的提高电路熔炼铁水的质量:
1)原辅材料管理、配料计算等,炉前电脑与配料系统相关联,及时计算和验算配料结果;
2)自动冷启动控制炉衬烧结时间,延长炉衬寿命,自动控制熔炼过程;
3)电脑连接自动监测炉况,对电源、炉体、炉衬、水冷系统预测故障,增加安全、减少损害。
4)集中对高牌号灰铸铁电炉熔炼的生产物料数据管理,进行系统数据分析,确保化学成分的一致性,综合分析加以改善归纳并提高。
综上所述,随着我国对环境的保护越来越重视,使用中频炉进行熔炼的企业也越来越多。中频感应电炉熔炼过程中需要严格控制增碳剂对铁水含氮量的控制,铁水中微量的氮元素能提高铸件的力学性能,但过量则会产生气孔缺陷。炉前测得的铁水碳当量,可根据铸件碳当量(C E)与其抗拉强度σb的函数关系,预测铸件的实际抗拉强度。
7 结论
了解中频感应电炉的熔炼特点,结合熔炼高牌号灰铁性能,化学成分等,科学的对高牌号灰铸铁生产进行系统管理,数据管理,进行系统数据分析,能有效提高熔炼质量。