导电线芯直流电阻测量的误差分析与改进
2018-08-03张宇星
郝 奇 张宇星
(机械工业北京电工技术经济研究所)
0 引言
随着我国经济的飞速发展和城市规模的不断完善,国家对电线电缆的产品要求日趋规范与严格。目前,国内电线电缆的生产水平普遍较低,并且劣质产品充斥着整个市场。电缆导体直流电阻的大小是衡量电线电缆产品质量的一项重要指标,关系到能耗和安全。其在电线电缆电性能检测中尤为重要,在产品质量检测中被列为例检项目。如今,电线电缆导体直流电阻的测量主要采用单、双臂电桥法。虽然从理论分析来看,双臂电桥测试直流电阻的精度相对较高,但在实际测试中由于接触电阻等因素引起的测量误差仍然存在,并且对于绞线结构,绞合方式,尤其是大截面绞线结构的电阻测量,常不易得出准确的数值。鉴于以上情况,本文以双臂电桥测试法为基础,分析了电缆线芯直流电阻测试中的影响因素以及减小测量误差的改进方法,为改进导电线芯直流电阻测量的方法提供理论和技术支持。
1 电缆导体直流电阻的测量原理
根据GB 3048.4—2008规定,导体直流电阻的测量仪器采用单臂或双臂电桥。本文采用直流双臂电桥法为测量导体直流电阻的基本方法。直流双臂电桥是采用凯尔文线路宽量程的携带式精密型直流电桥,多用于测量1Ω以下的电阻,其测量原理图如图1所示。双臂电桥法测量多采用四端子测量夹具,对于精度要求较高的电阻测量值,双臂电桥能够有效地减小接触电阻和接线电阻对测量结果真实值的影响。因此,用直流双臂电桥测量小电阻时,能得到较准确的测量结果。双臂电桥测量时试样电阻计算按下式:
式中,Rx为被测试样的电阻值,Ω;Rn为双臂电桥中的标准电阻阻值,Ω;R1、R2为电桥检流计指针平衡时桥臂上的电阻值,Ω。
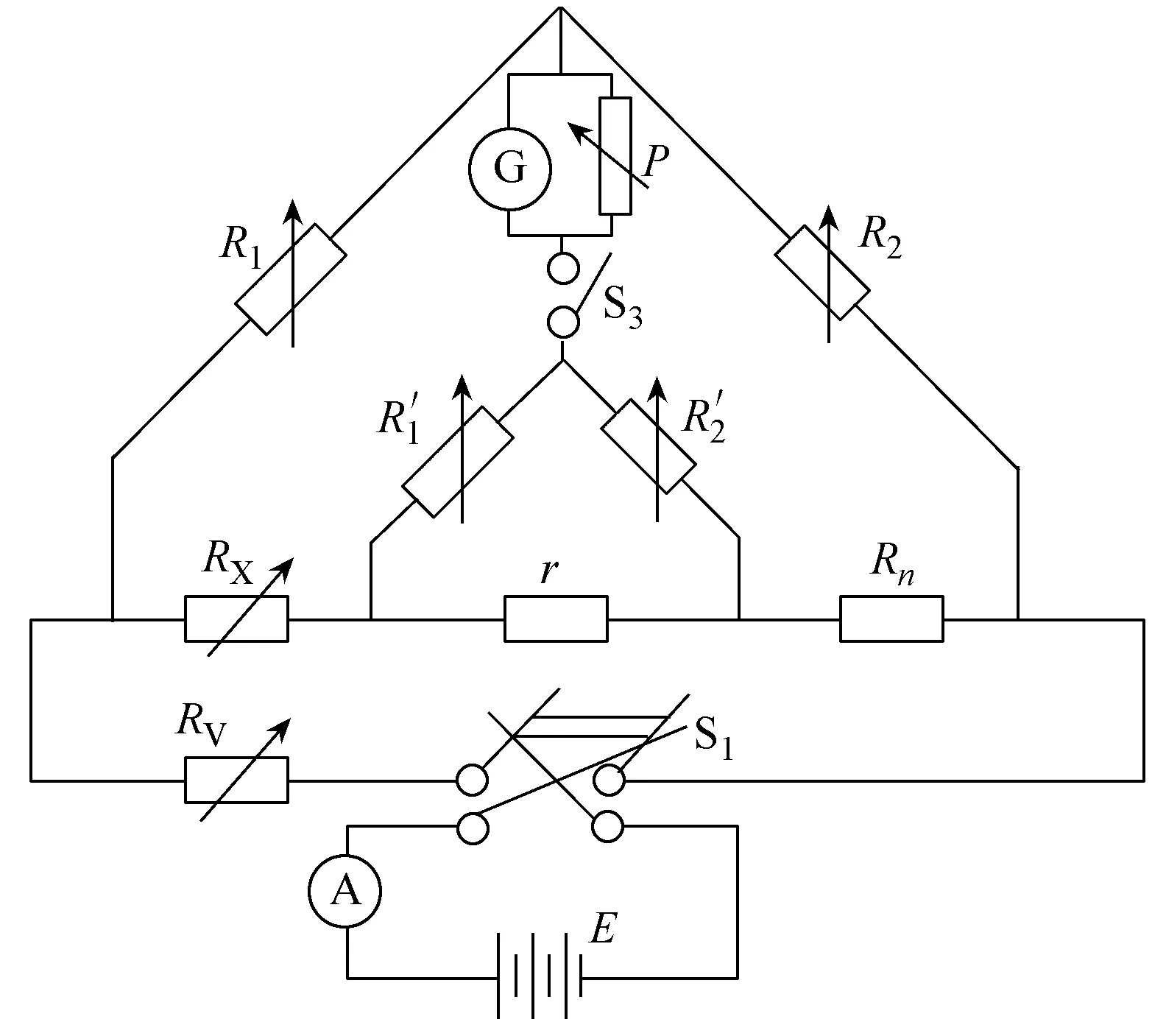
图1 双臂电桥测量原理图
图1 中,E为直流稳压电源;A为电流表;G为检测电桥是否平衡的检流计(一般采用灵敏度高的);P为分流器;Rn标准电阻;Rv为可变电阻器;Rx为未知阻值的被测电阻;S3为接通检流计的开关;S1为接通直流电源的开关;R为跨线电阻;其余电阻均为桥臂上的电阻。
根据GB/T 3048.4—2007标准,测量结果要求换算成20℃时每千米导体的电阻值,换算公式如下:

式中,R20为20℃时每千米导体电阻,Ω/km;Rt为在环境温度为t,被测试样长度为L时导体电阻阻值,Ω;a20为该导体在20℃时电阻温度系数,1/℃;t为测量时的环境温度,℃;L为测量阻值的长度,m。
2 影响电阻测量准确性的因素及分析
2.1 接触电阻对测量结果的影响
由于绞合结构的导体的单线之间接触表面氧化膜层及其他污染物,如杂质,灰尘,会构成膜层电阻。在测量导体电阻时,夹具只是加紧被测试样两端。因此在测量导体电阻时,被测试样同夹具之间就存在接触电阻。接触电阻不仅与氧化层的性质和厚度有关,也受到被测试样与连接导体的夹具之间的接触面积与夹具对导体的松紧程度的影响。接触电阻不仅存在于导体和夹具之间,在绞合线芯的每根绞合导体之间也存在着接触电阻。接触电阻会随着夹紧位置和夹紧力而变化。相对而言,大截面绞合铝导体及绞合电焊机线的电阻最不易准确测量,这主要是因为铝极易氧化,并且氧化铝的电阻比较高,铝导体单线根数愈多,单线氧化程度越严重,其总接触电阻也会越大;电焊机所用软通导体由于绞合方式以及软线的柔韧性导致其单线之间存在缝隙,从而导致其接触电阻也偏大。绞合导体中,被测试样截面越大,电阻越小,在绞合线芯根数较多时,接触电阻甚至会同导体本身电阻处于同一数量级范围,这时接触电阻对导体电阻测量产生的影响就会变得很大。由于接触电阻的影响,被测导体电阻在测量过程中得到的会是一个不稳定的并且与其真实阻值偏差很大的数值
测量导体电阻所用的夹具是呈直角的刀形夹具,其测量导体电阻夹导体时是垂直方向压紧的,没有压紧限度,在对大截面绞合线芯进行测量时,随着夹紧力的增加,线芯严重变形,导致被测绞合线芯松散,甚至彼此脱离接触,从而让测量值的分散性变得很大。虽然环形夹具是沿圆周的方向进行压紧,使绞合线芯中各线接触更为紧密,但线芯间表面氧化层之间的接触电阻并无法消除,因此测量值也具有较大的分散性,用刀型夹具和环形夹具测量的导电线芯电阻的分散性比较如图2所示。从试验结果可以看出:铝芯及电焊机线较硬铜芯的分散率更大;大的截面相比于小的截面的分散率更大。
图2中,1为硬铜线芯,刀型夹具测试;2为硬铜线芯,环型刀具测量;3为铝线芯及电焊机线,刀型夹具测量;4为铝线芯及电焊机线,环型刀具测量。
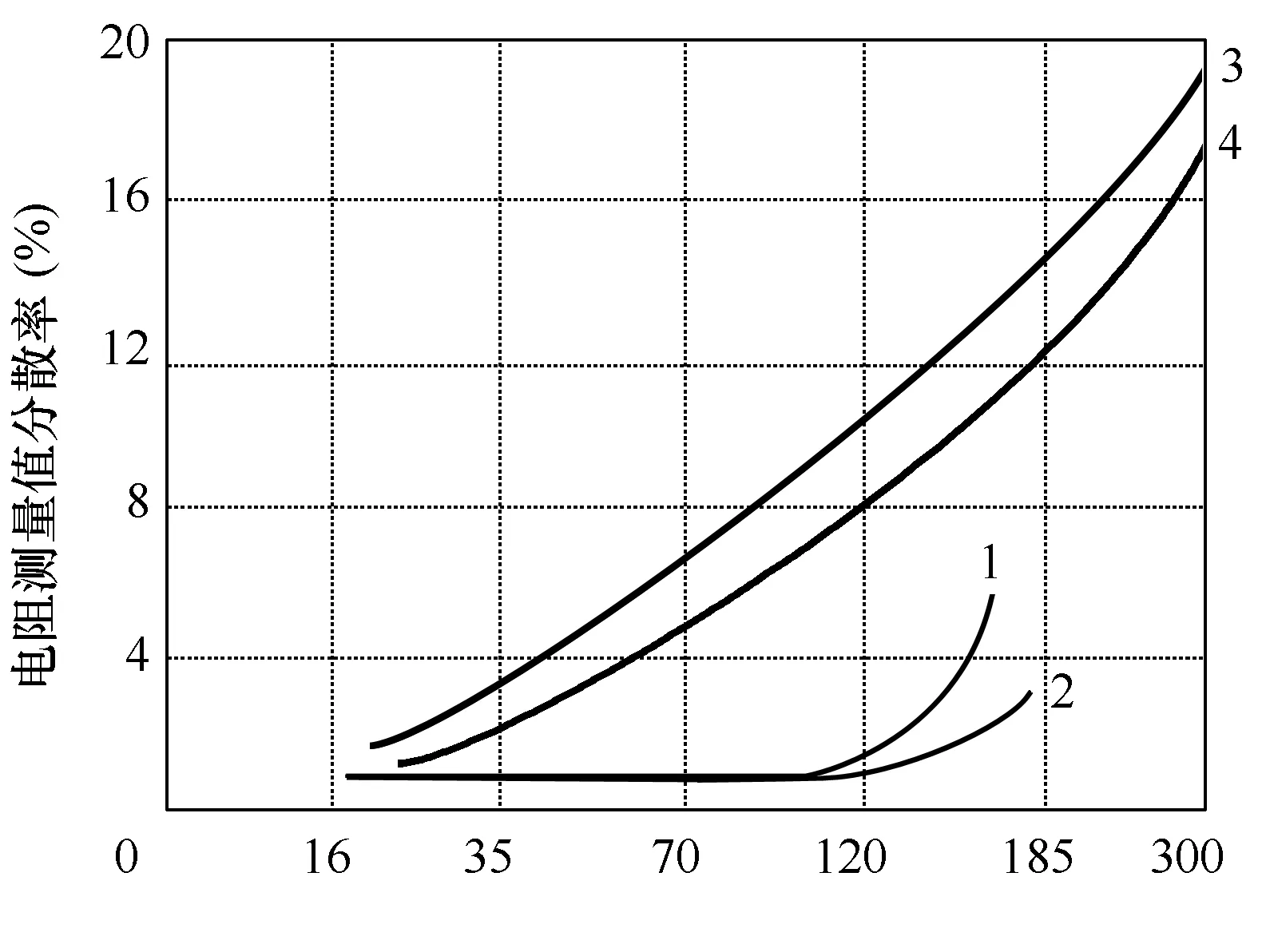
图2 两种夹具电阻测量值的分散率
2.2 电流强弱对测试结果的影响
判断导线的温度是否随测量电流变化而变化,可用大小不同的两个电流分别对其进行测定。如若两者的数值偏差在范围内即小于±0.5%,则认为电流变化并不会对温度导线温度造成影响。但是用多大比例电流进行测量合适,在实际使用中不易确定,为此我们曾对一些试样进行了测量电流密度与电阻测量值之间的变化关系试验,其试验结果如图3所示。试验结果表明,铝芯电缆的测量电流密度不超 0.5A/mm2,铜芯电缆测量电流密度低于1A/mm2时,过经过电位夹片时电阻值的增率,小于0.07%。

图3 电流密度与电阻增率的关系
图 3中,1为铝芯 4mm2;2为铝芯 10mm2;3为铝芯16mm2;4为铜芯6mm2;5为铜芯6mm2。
2.3 其他影响因素
1)电位端同试样的接触面积,接触面积越大流过截面的电流越稳定。
(3)导管相关静脉血栓 有上肢静脉血栓的典型表现:上肢发红、肿胀、有导管的部位或临近部位触痛[8],经彩色多普勒超声诊断为上肢静脉血栓[9]。
2)导体温度与环境温度是否一致。
3)所用夹具点位间的距离。
4)测量大截面到提示电流端同电位端的距离太近导致的测量误差。
5)仪器各个连接线本身的电阻和接触电阻。
6)双臂电桥、检流计及标准电阻本身存在的误差。
7)测量过程中导体温度随通电时间而升高造成的误差。
3 提高直流电阻测量准确性的具体措施
3.1 减小接触电阻
(1)降低径向电阻
朱中柱[1]的研究结果表明,先将试样浸泡在酸性溶液中适当的时间,去除部分氧化层,然后再将试样端部用氩弧焊焊接,再对其进行电阻测量,径向电阻显著降低。
(2)采用端部焊接法使绞线中的电流分布更加均匀
由于夹具与绞合导体之间以及绞合导体各单线间存在接触电阻,导致绞合线芯中单线的电流分布不均。由于施加的电压部分消耗在与外层单线间的接触电阻上:从而导致与夹具接触的单线的电流密度较大。越靠近中心的位置电流密度越小。故绞合导体内部各单线的电流分布是不均匀的。每根单线的等效电阻也不相同。
绞合导体各单线中的电流I1, I2, …, In以及各单线的等效电阻R1, R2, …, Rn都是不相等的,绞线试样总的等效电阻为:

实际电阻为 R=R0/n,不等于R′。式中,R0为每根单线的实际电阻;n为单线根数。
对电位端进行焊接,使测量电流I可以通过焊接处进入试样,然后均匀分布于每根单线中。所以存在R=R0/n。
实验中,尽量从焊接处通入电流,使流入导体的电流更均匀地分布到各个单线之间。
徐林青[2]对几种规格的铜,铝绞线结构样品进行测试比较,实验结果表明,经过端部焊接后,小截面绞合电缆测量分散率下降到 0.1%~0.2%,大截面从百分之几十下降到1%~2%。
3.2 试样的制备与夹具的选择
进行实验前,用酒精擦拭其表面,尽可能除去导体表面的附着物、污秽、油垢和氧化层,如有需求在不影响其截面的情况下可用砂纸轻轻打磨。实验过程中夹具用环形夹具,如是绞合铝导体用铝接线鼻套装连接两个电流端紧固压接,并与双臂电桥配合使用。通过四端环形大号夹具与铝接线鼻的同时配合使用,把试样沿圆周方向完全夹紧,确保试样线芯端部与铝接线鼻充分接触,使得导体与夹具和铝接线鼻完全接触,确保接触和固定良好,把导体与连接线之间和绞线芯的每根单线之间的接触电阻都降到最低。
3.3 试样的温度处理
测量前试样在恒温恒湿实验室内静置存放不小于16h,使其达到与环境温度平衡,在对试样进行测量时也应在恒温实验室中进行,避免环境温度的变化导致导体温度变化,从而对导体直流电阻测量结果产生影响。
3.4 连接线的改进
对测试仪器之间的连接导线进行技术改进,尽量选用大截面积的编制软铜带进行连接,确保连接线的电阻小于标准电阻值,从而降低连接线间的电阻。
4 结束语
本文分析了电缆线芯直流电阻测试中的影响因素以及减小测量误差的改进方法,得出如下结论:
1)采用双臂电桥法测试导体直流电阻的过程中,接触电阻与电流密度是影响结果正确性的主要因素。故若要提高直流电阻测试精度,须主要从以上两方面出发。
2)通过降低径向电阻与采用端部焊接法改变绞线中的电流分布,可以有效地减小接触电阻产生的误差,从而提高测试精度。
