酵母菌发酵降低L-苏氨酸母液糖含量的工艺研究
2018-08-03郑立国邹应立于艳萍
◎ 郑立国,邹应立,于艳萍
(1.吉林大学动物科学学院,吉林 长春 130000;2.长春大成实业集团有限公司,吉林 长春 130000)
苏氨酸是人体必需氨基酸之一,有缓解人体疲劳、促进生长发育的效果[1]。随着养殖业的发展和工艺水平的提高,以淀粉等糖质为主要原料,经微生物深层发酵、提取、精制而成L-苏氨酸的发酵技术得到广泛应用[2]。该技术具有投资少、见效快,经济与社会效益显著等诸多优点[3],然而生产过程中剩余的母液有化学含氧量高等特点,不可直接排放[4],严重困扰着发酵行业[5]。国外采取膜分离技术分离营养物质、无机盐等方法处理母液,具有工艺复杂、设备及工艺要求较高、成本高的特点;国内一般采用二次提取,母液污水处理后直排的方法[6],但存在高浓度有机废水的处理费用高、周期长、对环境影响较大等问题[7]。一部分企业采用母液制造化肥或再提取工艺处理母液[8],存在环境污染严重、成本高、质量不稳定等问题。
本试验将苏氨酸母液糖化后,用酵母菌发酵将还原性糖转化为酒精、二氧化碳和水,这样有利于降低母液黏度,方便对苏氨酸母液中残留的苏氨酸二次提取和废液处理[9]。
1 材料与方法
1.1 实验材料
啤酒酵母菌,购自青岛慧瑞生物科技有限公司;糖化后的苏氨酸母液,由大成生化科技松原有限公司提供。
1.2 仪器设备
生化培养箱(上海科晓科学仪器有限公司)、TDL-80-2B型离心机(上海安亭科学仪器厂)、超净工作台单人双面(山东博科生物产业有限公司)、722分光光度计(上海精密科学仪器有限公司)、pH计(梅特勒-托利多仪器有限公司)、分析天平(上海奕宇有限公司)、摇瓶机(金坛市良友仪器有限公司)。
1.3 发酵条件的确立
1.3.1 接种量对糖化后苏氨酸母液发酵的影响
分别量取300 mL糖化后的苏氨酸母液于5个三角烧瓶中,调pH值在4.0~4.5,分别加入0.5%、0.75%、1%、1.5%和2%的啤酒酵母干粉。先好氧培养,6 h之后再盖上瓶盖厌氧培养。
1.3.2 发酵温度对糖化后苏氨酸母液发酵的影响
分别量取300 mL,调pH值在4.0~4.5,加入1.3.1确定的啤酒酵母干粉量。先好氧培养,6 h之后再盖上瓶盖厌氧培养,分别为在30、31、32、33 ℃和34 ℃的恒温培养箱中培养。
1.3.3 发酵时间对糖化后苏氨酸母液发酵的影响
分别量取300 mL,调pH值在4.0~4.5,加入1.3.1确定的啤酒酵母干粉量。先好氧培养,6 h之后再盖上瓶盖厌氧培养,在1.3.2确定的培养温度下分别培养6、12、18、24 h 和 30 h。
1.4 检测方法
1.4.1 还原糖测定方法
(1)化学反应:
CuSO4+KI=I2+CuI+2K2SO4
I2+2Na2S2O3=2NaI+Na2S4O6
(2)试剂。A液:硫酸铜;B液:酒石酸钾钠、氢氧化钠;C液:碘化钾;D液:硫酸;E液:硫代硫酸钠、无水碳酸钠;2%淀粉指示剂;浓盐酸;0.2%甲基红指示液;40%NaOH;0.1N K2Cr2O7标液的配制:准确称取4.903 g经140~150 ℃烘干至恒重的K2Cr2O7溶于200 mL水中,完全溶解后,移至1 L容量瓶中,以蒸馏水稀释至刻度。
(3)葡萄糖的测定(RS值)。向已加入30 mL蒸馏水的250 mL锥形瓶中加入1.00 mL样品,摇匀,准确加入10 mL A液、10 mL B液后置于电炉上加热至沸腾后计时2 min,取下锥形瓶冷却至室温,向其中加入10 mL C液与10 mL D液,立即用E液滴定,近终点时,加入一管淀粉指示剂,继续滴定至淡粉色即为滴定终点。同时做空白(空白时终点为淡紫色)。
计算公式。
D=F×(VA-VB);F=VK÷VE;C=G÷10×0.95
式中,D为消耗标液的系数;VA为A液体积(空白滴定量),单位mL;VB为B液体积(样品滴定量),单位mL;F为E液因数;VK为K2Cr2O7标液体积,单位mL;VE为消耗E液体积,单位mL;C为苏氨酸母液中葡萄糖浓度,单位g/dl;G为由得出的D值对应糖表的葡萄糖浓度,单位g/dl。
1.4.2 总糖的测定方法
用移液管准确移取5.00 mL样品,加入90~100 mL蒸馏水、5 mL浓盐酸,置于500 mL锥形瓶中(移液管需用少量蒸馏水冲洗二次),加塞,塞上插有一玻璃弯管,用纱布包好,置于100 ℃的水浴锅内水解2 h后取出,冷却后清洗瓶塞、锥形瓶,加入2 d甲基红指示液,用氢氧化钠调成黄色,定容至500 mL。
从中取出5.00 mL,测定方法同葡萄糖。
计算公式。
D=5×(VA-VB)×F;F=VK÷VE;C=G÷10×0.95
式中,D为消耗标液的系数;VA为A液体积(空白滴定量),单位mL;VB为B液体积(样品滴定量),单位mL;F为E液因数;VK为K2Cr2O7标液体积,单位mL;VE为消耗E液体积,单位mL;C为苏氨酸母液中葡萄糖浓度,单位g/dl;G为由得出的D值对应糖表的葡萄糖浓度,单位g/dl。
2 结果与讨论
2.1 接种量对糖化后苏氨酸母液发酵的影响
采用对比方法,设置相同培养条件,5个培养瓶中分别添加0.5%、0.75%、1%、1.5%和2%的酵母菌粉。温度为32 ℃的培养条件下培养24 h检测,记录实验数据。如图1所示,随着接种量的提高,还原糖、总糖含量会逐渐降低。然而当达到1.5%及2%时,降低虽然比1%添加量大,却无明显差异。根据成本控制原理,确定1%为最佳添加量。
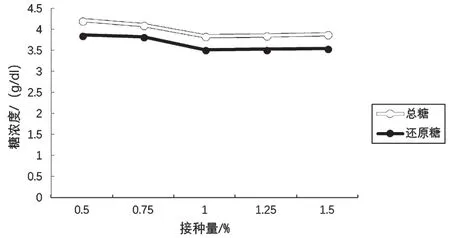
图1 接种量对苏氨酸母液糖浓度的影响图
2.2 发酵温度对糖化后苏氨酸母液发酵的影响
啤酒酵母在适度温度情况下,作用效果较好。温度对酵母菌的影响直接决定了效果。在确定了最佳接菌量后,根据酵母菌培养特性,适度调整接菌温度,分别在30、31、32、33 ℃和34 ℃温度条件下进行培养。试验中经过24 h培养后,对比5种温度培养条件下还原糖、总糖变化情况。记录实验数据。如图2所示,几种培养条件下,还原糖明显降低。在32 ℃培养条件下还原糖、总糖降低幅度最大,因此确定32 ℃为最佳培养温度。
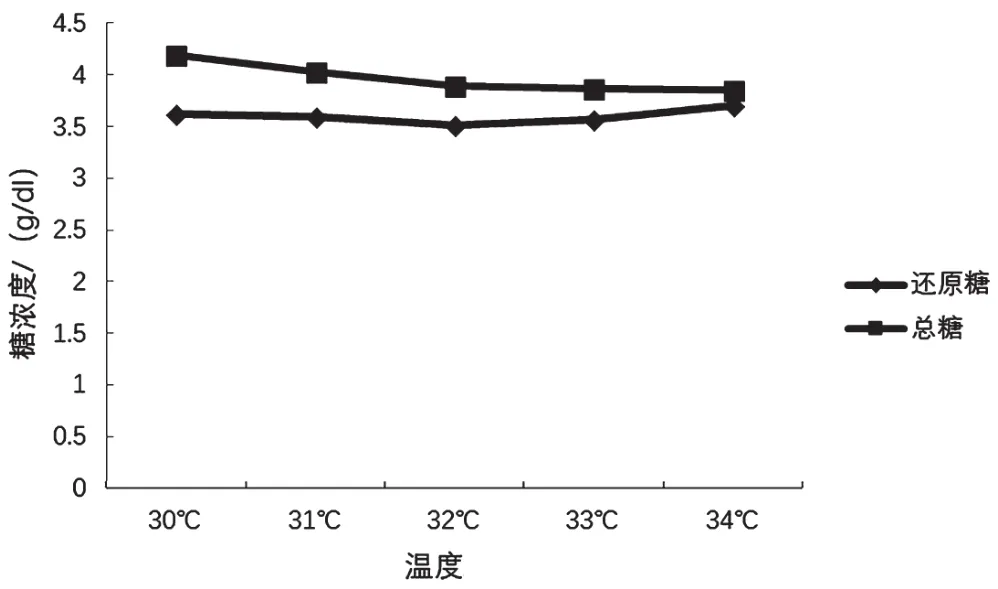
图2 发酵温度对苏氨酸母液糖浓度的影响图
2.3 发酵时间对糖化后苏氨酸母液发酵的影响
在发酵过程中,发酵时间是根据菌种作用效果及产量与能耗对比值确定的。在菌种作用接近最佳效果时,应立即结束培养,否则产量与能耗不成正比,而造成成本降低。
在确定最佳接菌量、最佳培养温度后,实验确定培养时间对还原糖、总糖的作用效果。分别在12、15、18、21 h和24 h进行取样检测,并记录检测结果。如图3所示,培养随时间增长而逐渐效果明显,在18 h后,作用效果便缓慢,确定18 h后继续培养成本价值低,因此确定最佳培养时间为18 h。
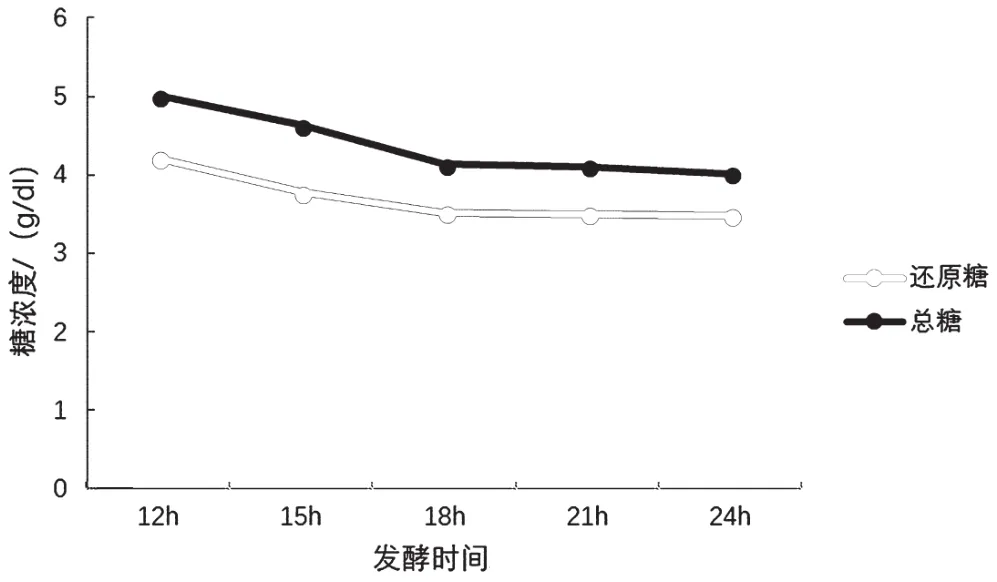
图3 发酵时间对苏氨酸母液糖浓度的影响
3 结论
经过酵母菌处理后的糖化母液还原糖、与总糖明显降低,更利于再浓缩提取。总收率比未处理的母液收率高,同样在膜过滤处理过程中收率提高约1.3%,此实验方法具有一定可行性。在大生产中具有相当优势,有一定利润空间。
对啤酒酵母菌作用糖化母液的培养条件中的接菌量、发酵温度、发酵时间进行了确定。在母液处理与综合利用和检测方面论述了应用的可行性。酵母菌菌种在适当条件下对还原糖进行利用,转化为酵母菌体蛋白。证明酵母菌对残糖的利用价值。为发酵行业母液处理提供了全新的思路。