电解锰废渣中硫酸铵的最佳回收条件研究
2018-08-02李明艳
李明艳
(山东省冶金设计院股份有限公司,济南 250000)
锰渣的资源化利用问题一直备受人们的关注,但经济可行的技术还未得到突破。锰渣中含有大量的锰和硫酸铵,锰渣中的锰含量在4%~7%,可溶性硫酸铵含量在7%~8%。近年来,人们对电解锰渣的利用及锰渣中锰元素回收方法的研究明显增多,而对锰渣中铵的回收利用研究鲜有报道[1]。本文提出了一种回收电解锰渣中氨氮的方法,拟先采用清水洗渣,后用铝盐沉淀,实现对锰渣的预处理和资源化回收利用硫酸铵。
1 试验方案
1.1 试验原理
氨氮回收的化学反应方程式如式(1)所示:Al2(SO4)3+(NH4)2SO4+24H2O=2[AlNH4(SO4)2]·12H2O(1)
通过式(1)进行理论计算可得,单位硫酸铵反应后可以生成6.86个单位铝盐沉淀。该化学反应具有反应条件简单、效率高等优点,原理可行。
1.2 样品采集
本次试验采用的矿渣来源于重庆市某电解锰厂,分别在不同部位分时段多次采集试样。取回的试样经充分混合均匀后,放入烘干机烘干,然后充分研磨再用80目筛子进行筛分,取筛下产物备用。
1.3 试验步骤
将筛下产物与水在容器中按照质量比1:5的比例进行混合,在转速80 r/min条件下搅拌1 h,静置10 min后抽滤。按照比例向硫酸铵滤液中加入适当的硫酸铝,然后加热至一定温度并把pH值调整到合适条件。在转速80 r/min条件下恒温搅拌2 h,之后自然冷却,静置5 h后分离。
1.4 测定方法
对分离后的固态产物,首先采用纳氏试剂分光光度法测定固态产物中氨氮浓度,然后采用X射线衍射分析其中成分[2]。
2 试验结果与讨论
2.1 反应物摩尔比对氨氮回收率的影响
为保证试验的可比性,对试验条件进行了一致性约束。锰渣粉和水质量比为1:5的条件下制取硫酸铵滤液。设定反应条件如下:pH值2.5,反应温度95℃,搅拌机转速80 r/min。在上述条件下,硫酸铵与硫酸铝以不同摩尔比进行反应,充分反应2 h,分析不同摩尔比条件对氨氮回收率的影响试验结果,如图1所示[3-4]。
由图1可以看出,当反应物摩尔比为1时,再增加摩尔比,对沉淀化学反应影响不大,所得沉淀物增加有限。所以,确定回收氨氮的最佳摩尔比为1:1,经测定,此时氨氮的回收率为94.8%,溶液中残余氨氮浓度为170.5 mg/L。

图1 反应物摩尔比对氨氮回收率的影响
2.2 反应pH值对氨氮回收率的影响
试验条件设定为:反应温度95℃,反应时间2 h,pH值设定范围为1.0~4.0。试验结果如图2所示。
从图2可以看出,在pH值为2.5时,其回收率达到最大值95.2 %。pH值在2.5以外,不论变大或变小,其回收率都会明显降低。其主要原因是pH值较高时部分氨氮形成气态氨气逸出,使得能够参与反应的氨氮浓度降低,造成反应产物即沉淀量的减少。这时,沉淀物的产生量出现降低的现象,因此pH=2.5为硫酸铵的最佳回收pH。

图2 反应pH值对氨氮回收率的影响
温度是影响沉淀生成的重要因素。设定摩尔比为1:1,溶液pH=2.5,测定反应2 h后氨氮回收率随温度变化的影响,试验结果如图3所示。由图中氨氮回收率随温度的变化曲线可以看出,在70~100℃,随着温度的升高,氨氮的回收率不断增加。当温度上升到95℃后,氨氮的回收率增长趋势变慢,再提升温度,回收率基本不变。考虑到实际作业中的经济性,确定氨氮的最佳回收温度为95℃。
2.3 反应温度对氨氮回收率的影响

图3 反应温度对氨氮回收率的影响
2.4 产品成分分析
在最优化条件下反应得到的沉淀物经烘干箱烘干后得到产物(a),将产物(a)在515℃经过3 h焙烧得产物(b)。采用XRD图谱方式测定的结果如图4所示。通过其X射线衍射谱图与晶体标准谱图对比可知,(a)、(b)两种物质主要成分分别为十二水硫酸铝铵、硫酸铝晶体。
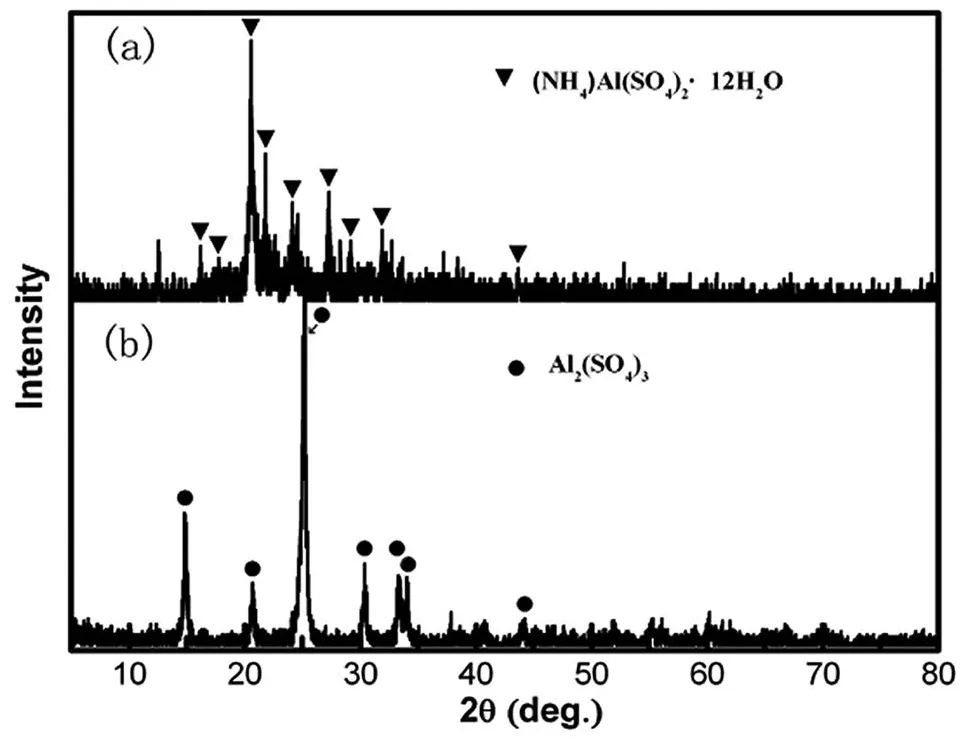
图4 产物(a)和(b)的XRD图谱
3 结论
清水洗渣-铝盐沉淀方法回收电解锰渣中的硫酸铵是可行的,可实现废物中有用物质的回收及循环利用。反应温度95℃,pH值2.5,n(NH4)2SO4:nAl2(SO4)3=1:1,反应时间2 h的条件下,硫酸铵回收率达到95.2%。