10头111dtex/96f尼龙66纺丝技术
2018-07-31张明成孟宪博
张明成 孟宪博
北京中丽制机工程技术有限公司 北京 100025
1 前言
由于技术及投资门槛较高,尼龙66呈现寡头垄断的市场格局,行业集中度较高。行业前三强——英威达、罗地亚、首诺公司占据着全球垄断地位。发达国家在专注于高附加值产品的同时,将利润薄弱的纺织长丝和工业长丝的应用生产逐渐剥离,并转向发展中国家。杜邦公司尼龙66生产技术全球领先,其开发且已量产的军服用尼龙66纤维断裂强度高,毛丝少。在世界新科技革命推动下,经济的发展越来越依赖自主创新。为了打破技术壁垒,增加我国尼龙66产品的科技含量,提高其附加值,北京中丽制机工程技术有限公司从模仿追踪、重点突破到自主创新,一直在不断推动国内化纤领域的科技进步,引领行业转型升级。
2 设备参数
见表1。
3 设备特点
3.1 螺杆挤压机
在熔融法纺丝中,螺杆挤压机的纺丝工艺参数直接影响纤维的质量、原料切片的消耗以及纤维的后加工性能。经过增粘的切片带有一定结晶度,固体切片颗粒在挤压机进料段被螺套逐渐加热,固体颗粒表面开始熔化,被推进的切片在压缩段进一步熔化,原来具有空隙的固体颗粒由于通道变窄逐渐被压紧,切片颗粒在压缩段全部被熔融,混在熔体内的气泡向后方溢出,熔体建立起压力,随着挤压机的转动熔体被推入计量段,进入计量段的熔体压力越来越大,熔体压力在挤出头处达到最大。
由于螺杆的进料段与挤出头处熔体存在压力差,便产生熔体沿着螺槽的逆向流动, 由于逆向流动的倾向,抵消了一部分正流量,使螺杆的挤出量减少[1]。双螺纹挤压机熔体逆向流动小,螺杆产量增大,并且熔体熔融均匀,机头压力波动小。
固体切片颗粒在挤压机进口处要一直充满进料段螺纹,否则会因进料不足,造成挤出头压力波动,甚至瞬间断料的现象,因此挤压机进料斗应设计成天圆地方的形式,不可以圆管直接连接。(见图1)
3.2 纺丝箱
尼龙66的分子呈立体对称结构,分子之间形成氢键和取得结晶的能力较强,容易热降解和三维结构化。发生热分解时,首先表现为主链开裂引起分子量、熔体粘度降低;进一步降解时,由三维结构化引起熔体粘度上升而最终变成凝胶成为不熔物,会使熔体管路堵塞,因此熔体管路和纺丝箱要拆卸方便[2]。本设备的箱体由上下两个部分组成,上纺丝箱可以与下纺丝箱拆开,进行独立煅烧,由于其体积小,煅烧容易,煅烧后重新装上就可以使用;下纺丝箱不需要再从厂房中卸下,大大缩短了工程量,提高了工程进度。(见图2)
3.3 熔体管路
本装置各级熔体管路的剪切速率相近,熔体在管道等温输送,熔体粘度均匀,纤维可纺性好,产品质量得到保证。(见图3)
3.4 热媒系统
尼龙66可纺温度较窄,对于热媒供热系统要求较高,本装置采用全并联方式,既每个腔体完全并联——进气、回液和排气管道全并联连接,回液管带液封。当某一个被加热的腔体散热量增大时,根据等温相变原理,该腔体的热媒就会由气相变为液相,体积缩小。由于回液管被液封封住,气相热媒只能从进气管被吸入,而液相热媒由于比重大便流入液封管中。本装置热媒循环速度快,系统温差小[3]。(见图4)

表1 主要设备参数

图1 螺杆挤压机

图2 纺丝箱

图3 熔体管路

图4 热媒系统
3.5 侧吹风
在111dtex/96f尼龙66 FDY纺丝过程中,尼龙66熔体由喷丝孔喷出进入侧吹风装置冷却,由于单丝较细(1dpf),在侧吹风上部加导流板强制风向与纤维相互垂直,冷却风均匀穿透丝束,保证内外纤维凝固点在同一高度,这样才能得到具有良好拉伸性能的未拉伸丝。否则纤细的纤维会摆动,凝固点漂移,造成纤维内部结构产生差异,可牵性下降,毛丝、断头增加,废丝率升高。(见图5)
3.6 上油装置
在尼龙66生产中,纤维的上油均匀性直接影响其品质。采用油轮上油方式时,丝束与油轮之间的包角直接影响纤维的上油率,包角大,纤维上油率就高,反之则低。纤维与油轮的包角是通过分丝棒来调节的,当分丝棒与油轮平行度降低时,丝束与油轮的包角就会变得各不相同,由于包角的差异,会造成上油率的差异,上油率的差异会导致纤维与牵伸辊的摩擦力发生变化,造成纤维品质的差异[4]。分丝棒只在一端固定,分丝棒与油轮之间的平行度很难保证,即使调整平行也会经常反生变化,使得纤维上油均匀性很难控制。本装置导丝棒两端都有固定架,按生产要求调整结束后,根据两点定线原理,在实际生产中不会再反生变化,这样就保证了纤维上油的一致性[3],从而提高了产品的质量。(见图6)

图5 侧吹风

图6 上油装置
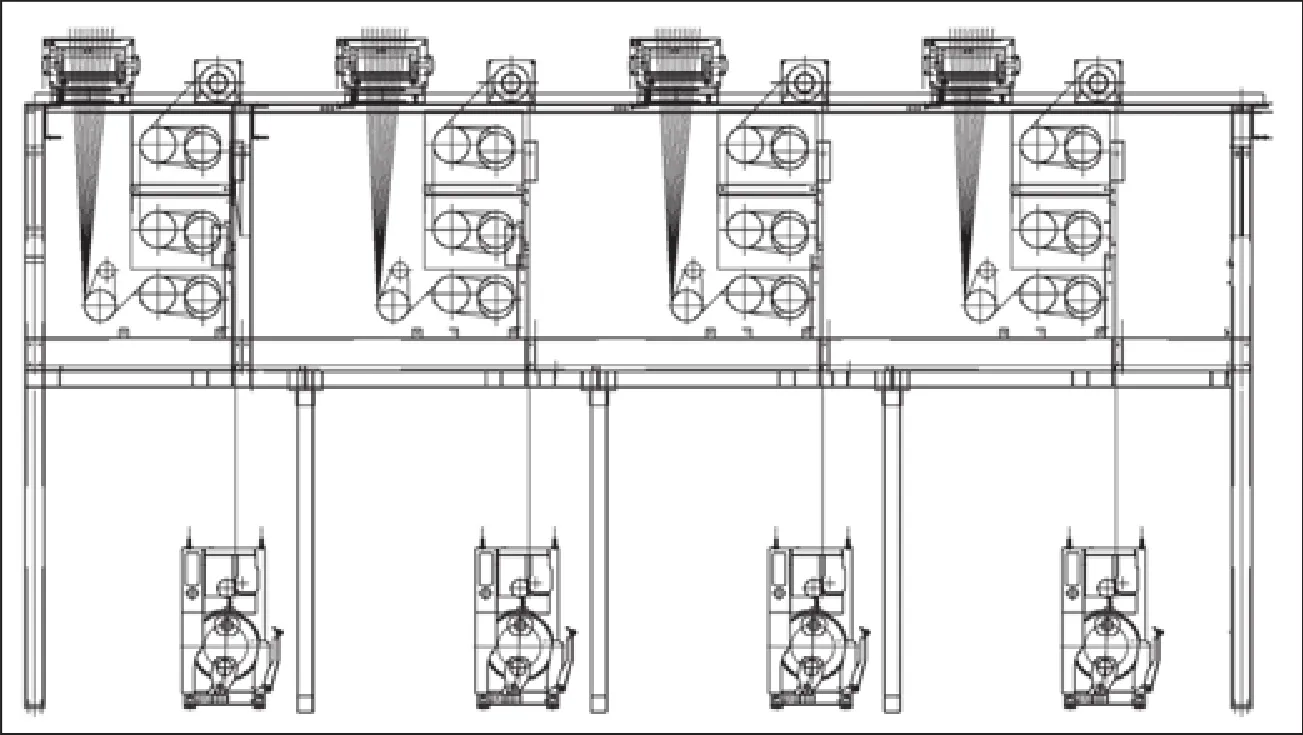
图7 纺牵联合机
3.7 纺牵联合机
牵伸装置由喂入辊+分丝辊,三对牵伸辊和一个导丝盘组成。喂入辊和第一对牵伸辊辊之间有1.05倍的速度差对纤维起张紧作用;第一热辊作用是将纤维加热到玻璃化温度,由于尼龙66纤维上油后,水分子进入其分子内部,纤维的玻璃化温度降到常温,因此第一牵伸辊为冷辊;纤维在第一牵伸辊和第二牵伸辊之间进行第一次拉伸,其目的是使纤维沿着拉伸方向定向排列,随着纤维取向度的提高,其玻璃化温度也会相应升高,第二热辊再将取向后的纤维加热到对应的玻璃化温度,第二牵伸辊的温度不宜过高,否则纤维的结晶度提高,不利于进一步拉伸;纤维在第二热辊和第三热辊之间再拉伸,随着取向度的提高,纤维的张力变大,高度取向后的纤维在温度和张力的共同作用下,在第三热辊上迅速结晶定型。纤维的张力越大,温度越高,结晶速度越快[5]。导丝盘的作用是稳定第三热辊的纤维退绕张力,还使得丝束在导丝盘上分开的距离加大,解决并丝问题。(见图7)
3.8 喷丝板微孔设计
喷丝板微孔的尺寸对尼龙66的可纺性有很大影响,它同纺丝温度、纺丝速度、熔体粘度和纤度有关,通过实验得知高粘尼龙66熔体喷丝孔剪切速率在5000 s-1左右,其压力降在90bar左右时,纤维可纺性较好,喷丝板微孔的设计参数采用 Miller提出的异形喷丝板出口剪切的计算公式(1)[6]计算喷丝板微孔的剪切速率。(见表2)

式中: A为喷丝孔截面积;D_h为喷丝孔水力直径;A为形状因子;Q为泵供量。
3.9 牵伸辊表面粗糙度
牵伸张力一定时,形变的开始和结束由纤维与热辊的摩擦系数决定,通过改变热辊的表面粗糙度来改变形变时间,形变过程中分子链的运动是应力、温度和应变速率的函数,在较高张力下适当延长取向时间将增加分子链粘性形变,降低弹性回复有利于取向,从而增强拉伸效果[7]。牵伸辊的粗糙度要与纺丝品种需要匹配,否则将会引起断丝增加。研究不同粗糙度的牵伸辊的适纺性,通过德国Enka在线毛羽探测仪来统计毛羽数量,得知Ra值为1.2μm和1.8μm的细面牵伸辊对于纺制111dtex/96f的尼龙66较合适,纺丝过程中产生的毛丝较少。
4 生产工艺
4.1 原料
尼龙66切片:英威达(invista)生产,切片特性粘度2.5;纺丝油剂:松本(Matsumoto)N627(乳液型)。
4.2 生产流程
尼龙66切片(特性粘度2.5)→开袋→筛选→干燥→干切片料仓(含水率300μg/ g~500μg/ g;加入热稳定剂)→氮气保护→双螺纹挤压机→熔体分配→静态混合器→计量泵→喷丝头→缓冷器→蒸汽保护→单体抽吸→侧吹风→甬道→油轮上油→预网络→喂入辊→第一牵伸辊→第二牵伸辊→第三牵伸辊→导丝盘→网络器→卷绕机。
4.3 主要工艺参数
见表3。
4.4 物理指标
见表4。
5 结束语
本装置成功纺制了10头111dtex/96f尼龙66强力丝,设备运行可靠,工艺软件合理,设计先进,生产效率高,能耗小,填补了国内空白,产品可以满足用户的需要并取代了进口产品。

表2 喷丝板微孔的设计

表3 主要工艺参数

表4 卷绕丝性能指标
[1]何仁文.螺杆挤压机的纺丝工艺参数[J].北京化工大学学报(自然科学版),1976,(3):48-62.
[2]张明成.锦纶66细旦工业丝高速纺设备的研制及相关工艺[J].合成纤维,2015,44(12):10-13.
[3]陈立军,张明成.一种用于纺丝的热媒循环供热系统[P].中国专利:CN20317615.1,2010.
[4]张明成,姜军,陈立军等.将每根丝束分解开的分丝部件和上油装置[P].中国专利:CN10144397.7,2015.
[5]张明成,陈立军,姜军.拉丝装置及涤纶、锦纶6通用型分纤母丝纺丝系统[P].中国专利:CN105063777A,2015.
[6]Miller C. Predicting Non-Newtonian Flow Behavior in Ducts of Unusual Cross Section[J]. Industrial& Engineering Chemistry Fundamenta ls,2002,11(4):524-528.
[7]郑淑昀,陈妍丽,郝丽君.高性能尼龙66缝纫线丝生产工艺研究[J].中国科技信息,2005,2(19A):32.