基于DCS的聚酯热媒控制系统改造
2015-06-24高永斌耿海洲赵健
高永斌,耿海洲,赵健
(1.中国石化仪征化纤有限责任公司研究院,江苏仪征 211900;2.扬州惠通化工技术有限公司,江苏扬州225000)
设备改造
基于DCS的聚酯热媒控制系统改造
高永斌1,耿海洲2,赵健1
(1.中国石化仪征化纤有限责任公司研究院,江苏仪征 211900;2.扬州惠通化工技术有限公司,江苏扬州225000)
根据PU1000聚合装置热媒系统的工艺流程,采用ECS-100集散控制系统进行技术改造,对热媒系统的各个控制点进行I/O登记和硬件架构的组合,按照安全、可靠、优化的原则,对热媒炉的工艺联锁进行程序设计,达到了控制及时、优化工艺、运行稳定的效果。
集散控制 I/O 联锁控制 工艺优化
在聚酯生产工艺中,热煤炉是关键性的供热设备,它将冷态热媒加热到一定的温度,通过管道输送到聚酯装置系统的各个使用点,以保证酯化、缩聚反应的运行。2014年底到2015年上半年,某单位针对1 000吨试验聚合装置进行了工艺流程增容改造。为了提高热媒炉控制系统的安全性、可靠性、稳定性,将整个聚合流程的控制系统改成DCS控制,与之相应的热煤炉加热循环改成具有上位机的DCS控制方式,在组态设计中,对整个热媒控制系统进行了电气联锁保护设置。
1 热媒系统工艺流程及控制要求
1.1 热媒系统工艺流程
该装置热煤系统的一次热媒有两台热煤炉、两台热媒泵以及热媒总管和热媒膨胀槽等组成。一次热媒系统是一个完善的闭合循环回路,热媒通过热媒泵从热煤炉顶端进入炉内盘管加热,并从炉底输出进入总管,各个热煤炉出口都有一个温度控制回路,控制出口温度在300℃左右。热媒总管通过两个调节阀和两个屏蔽热媒泵后,变成二次热媒,分别给聚合装置的两台酯化釜和一台缩聚釜使用。另外,在一次热媒循环系统总管之间设有差压控制回路,即压力薄膜调节器来控制总管传热热媒的流动压差,从而完成一次热媒系统与二次系统的热量传递,工艺流程见图1。
1.2 聚合热媒系统联锁控制要求

图1 热媒系统工艺流程图
按照热媒炉控制系统的安全性、可靠性、稳定性的要求,热煤系统联锁控制具体要求如图2所示。

图2 热媒系统联锁控制图
2 热媒炉控制系统的改造
2.1 聚合装置系统DCS控制总貌
该千吨聚合装置增容改造,控制系统采用的是浙大中控ECS-100集散控制系统,它融合了最新的现场总线技术、嵌入式软件技术和网络技术,它具有系统组态清晰、界面操作方便、流程图功能强大、实时和历史趋势操作灵活,以及能提供实时的数据服务和报警服务[1]。图3是采用的DCS系统的硬件架构图。

图3 聚合装置DCS硬件架构
2.2 热媒系统I/O表登记及硬件分配
此次热媒系统电气控制部分改造采用的是利旧原则,即主加热和热媒循环控制柜保留,而原先的继电控制改成DCS控制方式,经统计共有28个开关量输入、输出点,8个模拟量输入、输出点,所以在硬件方面只增加了三块开关量和模拟量输入输出卡件。
2.3 热媒系统控制操作组态
根据热媒加热循环系统控制原则和联锁控制要求,按照I/O控制点硬件分布,运用ECS-100控制系统中的AdvanTrd实时监控软件,设计了以下的热媒加热循环系统控制组态,如图4所示。

图4 热媒加热循环系统控制组态
3 热媒控制联锁程序设计
为了保证热媒炉可靠、稳定、安全有效的运行,运用ECS-100控制系统中的Scontrol图形化编程软件,设计了以下的热媒加热循环系统控制联锁程序。
3.1 酯化/缩聚热媒炉加热联锁(E01)
酯化热媒泵(30P61)启动,酯化热媒炉才可以启动加热;酯化炉出口温度(TT-3041)大于超高限,则停酯化热媒炉加热;缩聚热媒泵(30P62)启动,缩聚热媒炉才可以启动加热;缩聚热媒炉出口温度(TT-3042)大于高高限,则停缩聚热媒炉加热。如图5所示。
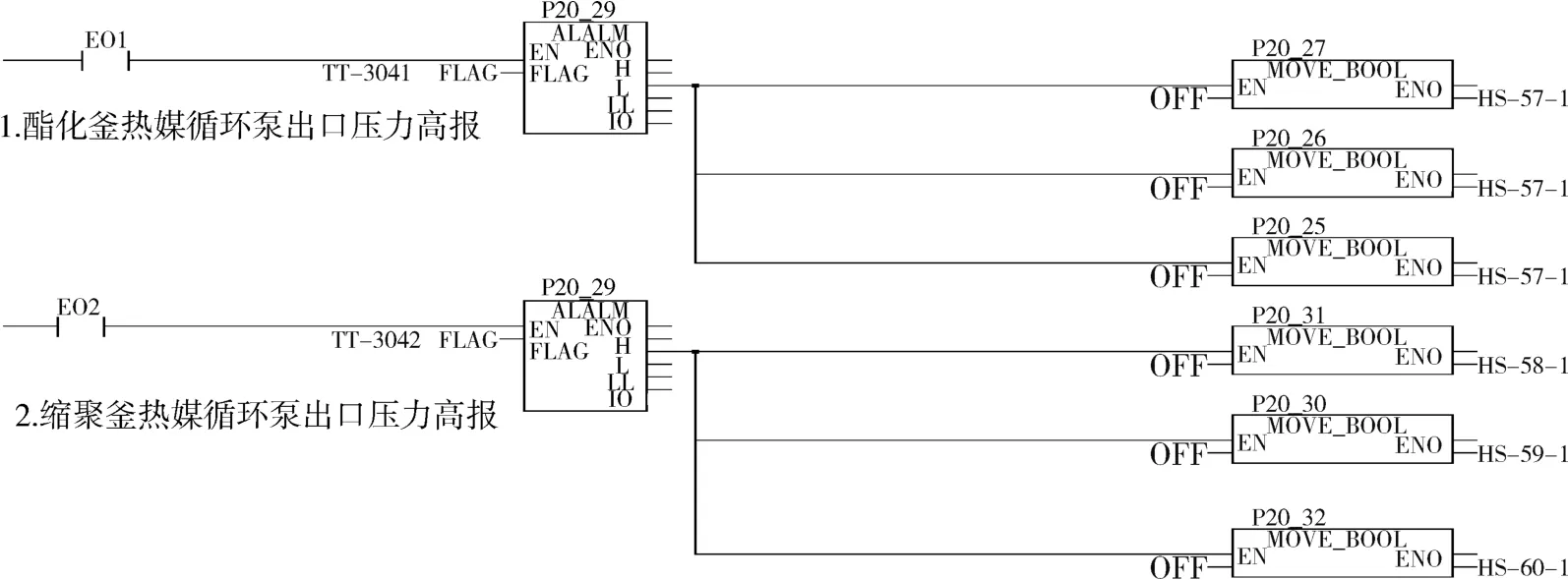
图5 热媒炉加热高高报
3.2 热媒总管压力(PT-3000)联锁(G01)
热媒总管压力值(PT3000)高于高高限,则关闭 酯化热媒泵(30P061)和缩聚热媒泵(30P062)。如图6所示。
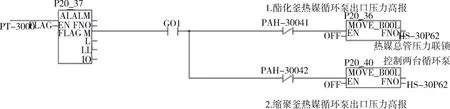
图6 热媒总管压力高高报
3.3 热媒炉循环泵出口压力高限报警(现场电接点压力表)
对于热媒炉现场接电接点压力表,缩聚釜热媒循环泵出口压力高(PAH-30042),缩聚釜热媒循环泵(HS-30P061)为OFF;酯化釜热媒循环泵出口
压力高报(PAH-30041),酯化釜热媒循环泵触点(HS-30P062)为OFF。如图7所示。
3.4 热媒炉循环泵出口压力低限报警(现场电接点压力表)

图7 热媒炉出口压力高报
酯化热媒炉加热启动60秒后若泵出口压力(PAL-30041)小于低限值(1MPa)则停止酯化加热自动、手动1、手动2);缩聚热媒炉加热启动60秒后若泵出口压力(PAL-30042)小于低限值(1MPa)则停止缩聚加热自动、手动1、手动2。如图8所示。
3.5 自动控制系统正反作用的选择和PID参数的调整
该热媒系统有六组闭环自动控制,它们分别是两台热媒炉加热控制、三只调节阀热媒开度控制以及热媒总管压力调节控制。自动控制系统正反作用的选择原则和PID参数调整方法如下:
反作用:调节输出信号越大,则被控制对象的参数值减小。例如:气动调节阀控制热媒管道温度值,总管热媒温度越接近或超过设定值,则气动调节阀开度越小,从而热媒流量越小使总管热媒温度降低。
正作用:调节输出信号越大,则被控制对象的参数值减增大。例如:气动调节阀控制分馏柱温度,分馏柱温度越接近或超过设定值,则气动调节阀开度越大,从而冷却水流量越大使分馏柱降温。
PID参数的调整:
P值:比例度,值越大则控制值增加幅度越大。
I值:积分时间,作用是消除余差,值越大则消除余差能力幅度越小。
D值:微分时间,也叫超调,值越小则系统超调能力幅度越大。[1]

图8 热媒炉循环泵出口压力高报
4 综合效果
该千吨聚合装置热媒炉采用DCS控制系统以及相关的安全联锁设计以后,整个热媒系统的运行状况在上位机屏幕上一目了然。在实际应用中,采用DCS控制技术的主要优点有:提高了热媒循环的热效率,保证了系统高效安全稳定运行;从控制性能来看:调节及时,超调不大,热媒主要控制参数运行稳定。
另外从节能效果来看,热媒系统在优化控制以后,提高了热媒系统的可靠性。与改造前热媒炉运行相比较,按照每天连续运行24小时来计算,一年可减少故障停车时间约两百小时,给科研试验运行带来可观的经济效益。
[1] 刘巨良.过程控制仪表(第二版).北京:中国电力出版社,2011:121-122.
DCS designed for polyester HTM control system
Gao Yongbin1,Geng Haizhou2,Zhao Jian1
(1.Research Institute of Sinopec Yizheng Chemical Fiber Co.,Ltd.,Yizheng Jiangshu 211900,China;2.Yangzhou Huitong Chem ical Industry Technique Co.,Ltd.,Yangzhou Jiangsu 225000,China)
According to the process of PU1000 polYester heat transfermaterial(HTM)control sYstem,transforming into ECS-100 sYstem,checked in input/output interface(I/O)and combined hardware for everY control point.An arrangement programm ing designed for the HTM furnace in accordance with safetY,reliable,and optim ization principles.
distributed control sYstem;input/output;interlocking control sYstem;technical optimization
TQ 320.5
B
1006-334X(2015)04-0049-04
2015-11-16
高永斌(1969—),江苏仪征人,技师,主要从事电气设备的维修改造工作。
