氨汽提工艺蒸发系统真空度差的原因分析及对策
2018-07-31徐卫忠
徐卫忠
(四川大学化工学院,四川成都 610015)
1 蒸发系统工艺流程简介
重庆建峰化工股份有限公司一化厂氨汽提尿素装置蒸发系统工艺流程为:离开低压分解系统的尿液进入真空预浓缩器的顶部分离器(V04),在此进行闪蒸后进入真空预浓缩器(E13),以中压分解气为热源在压力0.034 MPa(A)下将尿液由70%(质量分数,下同)浓缩到82%;离开真空预浓缩器底部受槽(V24)的尿液经尿液泵(P06)送到一段蒸发加热器(E14),其壳侧用低压蒸汽加热,管侧出液温度控制在128~130℃、压力控制在0.034 MPa(A);出一段蒸发加热器(E14)的尿液进入一段真空分离器(V07)进行气液分离,分离后出口浓度约95%~96%的尿液在重力和压差作用下自流进入二段蒸发加热器(E15),其壳侧用低压蒸汽加热,管侧出液温度控制在136~140℃、压力控制在约0.003 MPa(A);出二段蒸发加热器(E15)的混合物进入二段真空分离器(V08)进行气液分离,最终尿液被浓缩至99.75%,其底部受槽(V27)的尿液经熔融泵(P08)送往造粒塔上部喷头进行喷洒造粒,得到成品尿素颗粒。
2 蒸发系统存在的问题
设计蒸发系统一段真空度(PC9502)为30~35 kPa(A)、二段真空度(PC9509)为 3.0~3.5 kPa(A)。据多年的生产经验,我们探索出按季节不同实际适宜的压力为一段40~55 kPa(A)、二段4.0~6.5 kPa(A),这样既可保证尿素产品质量合格,又可保持产品内有一定的含水量(水分指标<0.4%),且产品粉尘含量(粉尘含量指标<1.3%)也较低。但近年来,随着尿素装置负荷的逐年提升、与三胺装置的联运以及尿素装置运行年限的增加,蒸发系统一、二段真空度的控制越来越困难,影响尿素产品的水分、粉尘含量,夏季尤为明显。而蒸发系统真空度不达标不仅对尿素产品质量影响巨大,而且还制约着尿素装置与三胺装置的高负荷联运。2016年蒸发系统真空度及产品质量统计见表1。
由表1可以看出:1、2、10、11月份,由于气温低、空气干燥,蒸发系统工艺参数操作弹性较大,蒸发系统真空度的控制基本满足生产要求,各工艺参数均在指标范围之内,尿素产品中粉尘含量、水分总体控制较好;而在6、7、8、9月份,天气潮湿闷热,蒸发系统参数控制虽较其他月份严格,但尿素产品粉尘含量、水分控制困难,超标现象时有发生。为控制蒸发系统一、二段真空度,增加蒸汽喷射器的能力,低压蒸汽压力(PC9909)不得不控制得远高于设计值(340~370 kPa),全年平均值达到435 kPa,从而增加了整个装置低压蒸汽的热损失。
3 可能原因分析与排查
(1)蒸发系统来料浓度不足。查看运行参数可知,前端分解系统温度正常,蒸发系统进尿液浓度基本达到69.22%的设计值;2016年尿素装置年平均运行负荷约109%,蒸发系统负荷约107%,在设备承受范围之内,故排除蒸发系统来料浓度不足这一原因。
(2)系统存在泄漏及外加水。对系统进行全面检查,未发现泄漏及外加冲洗水的情况,故排除系统泄漏及外加水这一原因。
(3)蒸发系统冷却器冷凝效果差。2016年尿素装置停气(原料天然气)消缺,对蒸发系统一、二段各级表冷器(E151~E157)循环水侧进行彻底清洗及气密试验(试验合格),开车后对换热器进行测试(见表2),但蒸发系统一、二段真空度差的问题无明显改善,故排除蒸发系统冷却器冷凝效果差这一原因。

表1 2016年蒸发系统真空度及产品质量统计

表2 尿素装置消缺前后蒸发系统各级表冷器冷却水温度对比
(4)喷射器(EJ151/154)能力不足。对低压蒸汽压力与蒸发系统真空度的变化趋势进行比对(见表3),可以看出,低压蒸汽压力上升喷射器能力变化不大。同时,现场听到二段升压喷射器后有明显的间断抽吸声,用听棒确认各小喷射器喉部蒸汽节流声亦有间断性的变化。由此判断,喷射器存在一定的问题,这应该是蒸发系统一、二段真空度控制困难的主要原因。
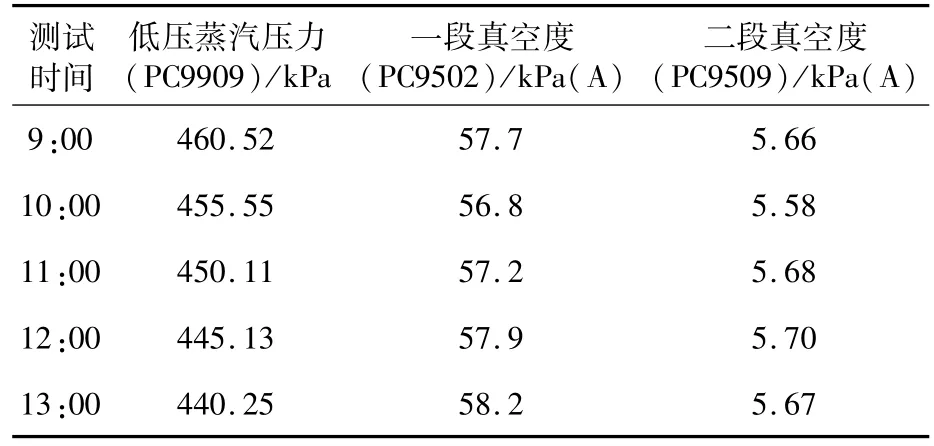
表3 低压蒸汽压力与蒸发系统真空度变化趋势的比对
(5)恶劣气候的影响。分析发现,尿素产品水分、粉尘含量超标大多发生在湿热或变化剧烈的气候条件下。我厂地处西南山区,夏季潮湿、闷热,凉水塔降温效果差,水冷器循环水进水温度上升明显,每年的1—11月循环水进水温度(平均值)分别为 24.42℃、23.85℃、23.79℃、25.23℃、27.14℃、29.40℃、30.52℃、30.94℃、30.12℃、28.85℃、26.29℃,导致各表冷器冷却效果变差,进而使蒸发系统真空度控制困难。因此,恶劣气候也是造成蒸发系统真空度较难控制的重要原因之一。
4 处理措施
4.1 喷射器能力不足问题的处理
对于喷射器能力不足的问题,利用2017年化肥装置年初消缺的机会对蒸发系统所有蒸汽喷射器进行全面、彻底检查,发现的问题如下:①喷射器(EJ151/154)吸入室有锈渣积存,但未完全堵塞流道;②喷射器(EJ155)蒸汽喷嘴和喷射器吸入、混合、扩散流道完全被缩二脲堵死,EJ155吸入口侧可见二段真空第二级表冷器(E155)内也有较多缩二脲积存;③各喷射器蒸汽喷嘴完好无磨损,各处流道有轻微结垢;④升压喷射器(EJ153)吸入室有少量缩二脲积存,喉部冲洗水流道畅通,冲洗效果良好,而且蒸汽喷嘴固定正常,无歪斜,固定螺栓、螺母点焊处无开裂现象,表明EJ153自身状况正常;⑤二段真空第一级表冷器(E154)壳侧无大量缩二脲积存,防冲挡板固定拉筋断裂3根,挡板轻微变形,挡板边缘处表面一层换热列管有凹陷现象。
针对检查出的问题,我们在年度大修中对喷射器进行了如下处理:①清理所有小喷射器蒸汽喷嘴和喷射器本体内积存的锈渣、缩二脲,用脱盐水彻底冲洗干净并确认各小喷射器吸入、排出管道畅通无堵(E155由于有防气液夹带隔板,设备内缩二脲无法完全清除,考虑到该冷凝器未全部堵死,生产中积存的缩二脲可以逐渐被带入TK02,因而未作进一步处理),更换所有密封垫片;② 更换两端破真空切断阀(PV9502、PV9509),选用314L不锈钢材质;③ 对二段真空第一级表冷器(E154)内防冲挡板拉筋的所有焊点进行检查、补焊,恢复拉筋能力;④ 对凹陷列管进行检查,由于凹陷不严重,并确认管材厚度承压能力足够,故未对其作处理。
4.2 恶劣气候影响蒸发系统真空度问题的处理
对于恶劣气候影响蒸发系统真空度的问题,经研究决定通过专项改造提高喷射器动力蒸汽压力予以解决,并在2017年度大修时完成改造。
改造方案:将蒸发系统喷射器的动力蒸汽由过去单一使用低压蒸汽改为低压蒸汽和增压蒸汽共用,即在蒸发系统真空度容易控制的季节采用低压蒸汽,在蒸发系统真空度控制较困难的季节采用增压蒸汽或者增压蒸汽与低压蒸汽混用,以加大喷射器的抽吸能力,有效控制蒸发系统的真空度。蒸发系统增压蒸汽加入位置见图1。

图1 蒸发系统增压蒸汽加入位置示意
5 处理效果
(1)大修处理喷射器的问题后,重启运行至今状况良好,各喷射器抽吸声平稳,PC9502均值由51.2 kPa(A)降至44.8 kPa(A),PC9509均值由5.08 kPa(A)降至4.82 kPa(A)。
(2)蒸发系统投用增压蒸汽后,有效克服了高温天气对蒸发系统生产的制约,即夏季通过一段增压蒸汽的适当投用,一、二段真空度和尿素产品水分、粉尘含量均得到有效控制,产品质量明显改观。处理前(2016年)和处理后(2017年)高温季节(7—9月)蒸发系统真空度及尿素产品质量指标(均值)的对比见表4。

表4 处理前(2016年)和处理后(2017年)高温季节蒸发系统真空度及尿素产品质量指标(均值)的对比
6 结束语
针对重庆建峰化工股份有限公司一化厂氨汽提尿素装置蒸发系统真空度差(真空度控制困难)的问题,我们结合生产实际认真分析原因,采取积极、有效的措施加以处理,并进行提高喷射器动力蒸汽压力的改造后,增强了蒸发系统的操作弹性,使蒸发系统一、二段真空度和尿素产品水分、粉尘含量均得到有效控制。下一步,我们将在蒸发系统节能降耗方面继续开展工作,以进一步确保尿素装置的稳定、优质运行,为企业创造更好的效益。
