基于PLC的预应力智能张拉系统研究*
2018-07-27,,
,,
(1.贵州交通职业技术学院,贵州 贵阳 550008;2.贵州大学 机械工程学院,贵州 贵阳 550025;3.贵州省农业科学院 茶叶研究所,贵州 贵阳 550006)
0 引言
在预应力工程应用中最重要的环节就是预应力钢绞线的张拉,预应力张拉的效果能够完全决定整个工程的施工质量[1]。预应力张拉过程是一个复杂的非线性力的分配和传递过程,尽管较高的张拉力能够使构件的抗裂性良好,但是预应力张拉施工如果达不到规范要求的张拉精度,轻则会引起构件纵向裂纹,对桥梁构件的耐久性造成影响,重则预应力构件出现横向裂缝、预应力钢绞线拉断等事故。
传统的张拉设备施工过程中存在很多问题:工作人员手动控制油泵,两端张拉的同步性无法得到保证;操作人员手动测量钢绞线的伸长值,测量误差大、效率低等。针对上述问题,本文提出了基于PLC的预应力智能张拉系统的研究,该系统能够实现整个张拉过程的自动控制、对钢绞线伸长值和张拉控制力的双重控制,实时采集控制力和钢绞线的伸长值,并将数据同步显示在触摸屏上,保证张拉精度在2%的范围内,从而解决张拉过程中施工效率和精度的问题。
1 预应力智能张拉系统的总体方案
预应力张拉方法分为:先张法和后张法,其中,后张法预应力具有较好的灵活性,广泛应用于预应力施工中[2]。预应力钢绞线的张拉方式分别有:单端张拉、两端张拉、分段张拉等。本研究采用的是后张法对钢绞线进行两端张拉。
本文研究的预应力智能张拉系统是在传统的设备上进行改造的,配以液压系统(主泵站和副泵站)、控制系统、千斤顶等,远程通讯采用无线方式[3],可实现多点同步张拉,笔记本电脑仅用于直接生产张拉报表等,图1所示为预应力智能张拉系统设计方案。

图1 预应力智能张拉系统设计方案
整个预应力张拉系统控制的原理是:首先在人机界面上输入相应的张拉参数和控制指令来设定系统所需要的张拉应力,通过位移传感器测量的钢绞线伸长量作为校核量、压力传感器测量的预应力为控制对象[4],当控制系统检测到应力和钢绞线伸长量达不到预应力施工规范要求及不满足同步张拉,通过调整液压系统中的输入电流信号,来改变一侧张拉速度,保证两端张拉的同步性、准确性。
2 预应力智能张拉系统的液压系统设计
2.1 液压系统的原理
本文设计的液压系统能够为预应力张拉系统提供稳定的压力输出,保证了预应力张拉的准确率,图2所示张拉系统的液压系统工作原理图:操作人员设定系统油压值,系统开始工作,电机油泵输出液压油,通过换向阀流至液压缸中驱动液压缸进行张拉操作,通过位移传感器校核钢绞线的伸长值、压力传感器测量张拉预应力,如果发现张拉不同步,则张拉较快的一侧改变输入电流信号来调整比例溢流阀的开口面积,影响进入液压缸内部的液压油,降低其张拉速率,保证两端张拉的实时同步性。
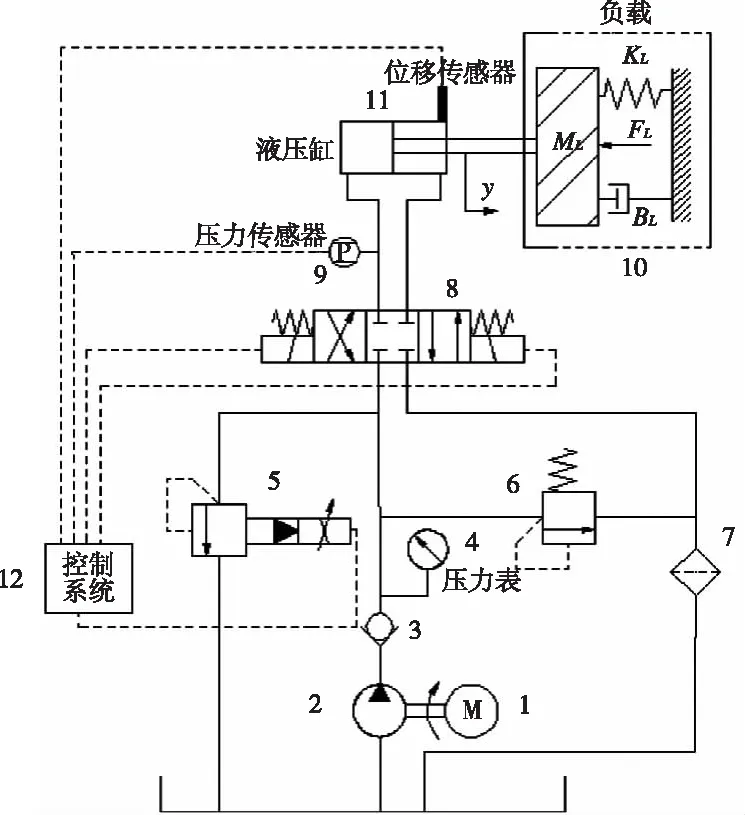
1-电机;2-油泵;3-单向阀;4-压力表;5-电液比例溢流阀;6-安全阀;7-过滤器;8-三位四通换向阀;9-压力传感器;10-负载;11-液压缸;12-控制系统。图2 张拉系统的液压系统工作原理图
2.2 液压系统的建模
在建立状态方程之前,考虑系统的理想化,系统忽略了管道中液压油的泄漏、液压油的黏度受温度的影响以及液压缸内部各处压力相等等因素[5]。利用功率键合图的方法建立状态方程:
(1)
(2)
式(1)、式(2)中:A为油缸面积;B为负载及活塞的阻尼系数;F外为外负载力;K为负载弹簧刚度;M为负载质量;x8为负载位移;P为系统压力;beta为油液的弹性;P为系统压力;q1为油泵输出流量;q2为溢流阀溢流出流量;V为油缸体积;v8为负载运动速度。
根据比例溢流阀开口与溢出流量之间的关系、控制溢流阀的输入电流信号与溢流阀开口面积之间的关系,分别列出下式:
(3)
(4)
式(3)、式(4)中:Cd为溢流阀的节流系数;ρ为液压油液密度;A(s)为溢流阀开口面积;A(s)max为溢流阀最大开口面积;Imax为最大控制电流信号;I(s)为输入电流信号;ωy为溢流阀的振荡频率;ζy为溢流阀阻尼比。
根据表1模型中各参数数值,将式(1)、式(2)、式(3)和式(4)建立子系统并在Matlab/Simulink中搭建液压系统的仿真模型,如图3。
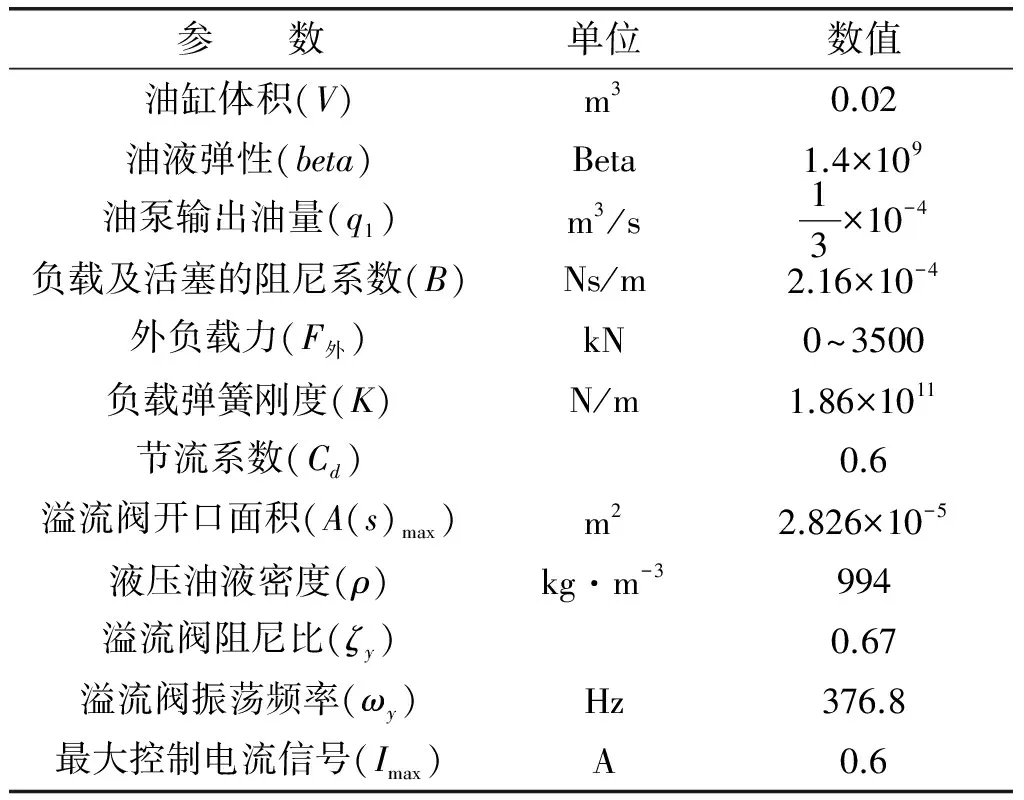
表1 模型中各参数数值

图3 液压系统Simulink仿真模型
2.3 液压系统的仿真结果

图4 液压系统Simulink仿真结果
采用ode45s和变不长进行解算,运行Simulink仿真程序,图4所示为液压系统Simulink仿真结果,系统油压经过一段时间后趋于稳定,达到张拉系统预先设置的油压,其误差范围小于0.1%,仿真时间为31.38 s,系统动态响应比较快。该仿真结果表明,本文设计的液压系统通过操作人员改变输入的电流信号,影响溢流阀的开口面积[6],改变进入液压缸内部的油量,为预应力张拉控制系统提供张拉所需要的油压,保障了预应力张拉施工的准确率和时效性。
3 预应力智能张拉系统的控制系统设计
3.1 张拉控制系统的原理
张拉控制系统是以可编程控制器PLC为核心元件,本文采用的PLC硬件是CP1L-EM3ODR-D,位移传感器测量的预应力钢绞线伸长值与压力传感器测量的油压值经A/D转换模块传输至PLC中,PLC检测到的数据与之前计算的理论伸长值和系统预设的油压进行对比分析,如果不满足张拉施工规范要求(预应力钢绞线实际伸长值与理论伸长值的误差范围为±6%,同步张拉力值小于±2%),则系统通过程序设计来改变输入液压系统中的电流信号继续进行张拉,再进行检测、分析、处理,实现整个过程的闭环控制,并且张拉数据实时显示在触摸屏上生成报表或曲线,图5所示为张拉控制系统的原理。
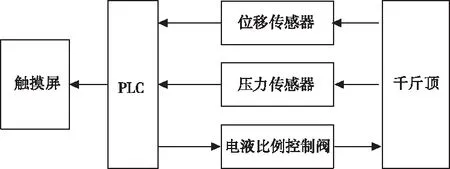
图5 张拉控制系统的原理
3.2 张拉控制系统的初始化设计
图6所示为预应力张拉施工工艺流程,在张拉过程中分为一级张拉、二级张拉、三级张拉及保压阶段,每个阶段都有相应的预应力钢绞线伸长值及系统油压设定值,操作人员只需要在人机界面上输入相关参数,就可以实现整个张拉过程的自动化,操作简单,系统稳定可靠。

图6 预应力张拉施工的工艺流程
根据张拉工艺流程对控制进行软件设计,首先要进行初始化,保证PLC与触模屏正常通信[7],软件设计又包括程序控制设计(同步张拉控制设计)、故障报警设计、通信设计、人机界面设计等。根据同步张拉控制设计要求,对PLC的输入输出端子进行分配,表2所示为输入输出端子分配。

表2 输入输出端子分配
3.3 张拉控制系统的人机界面设计
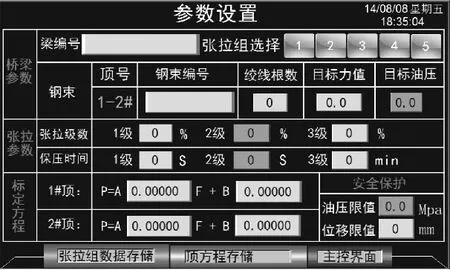
图7 人机界面参数设置
操作人员通过人机界面设定张拉工艺参数,在人机界面设计中,触摸屏上的每个输入按钮与PLC中的相关地址关联起来,这样更改人机界面上的参数设置就是将参数输入与其对应的PLC字节地址中,实现相应的PLC程序控制操作,操作简单方便。人机界面设计包含有:初始界面、参数设置界面、张拉数据存储界面以及查看EXCEL报表界面。其中,参数设置界面设计如图7。
3.4 张拉控制系统的同步控制设计
预应力智能张拉系统对预应力构件进行两端张拉控制时,选择其中一个作为主控制站,同步控制设计是在通讯协议、无线发送模块和接受程序的基础上进行的[8]。在主控制站的内部,将副控制站传送来的相关信息与主控制站数据比较,如果两端的数据值差超过5 mm或者2%,那么对于数据小的那端,需使张拉的速度慢慢增大,数据大的那端保存不变,直到两种直接的数据误差在5 mm以内或者2%以内,达到同步控制的要求,然后再返回执行主程序,整个过程张拉同步控制设计如图8。
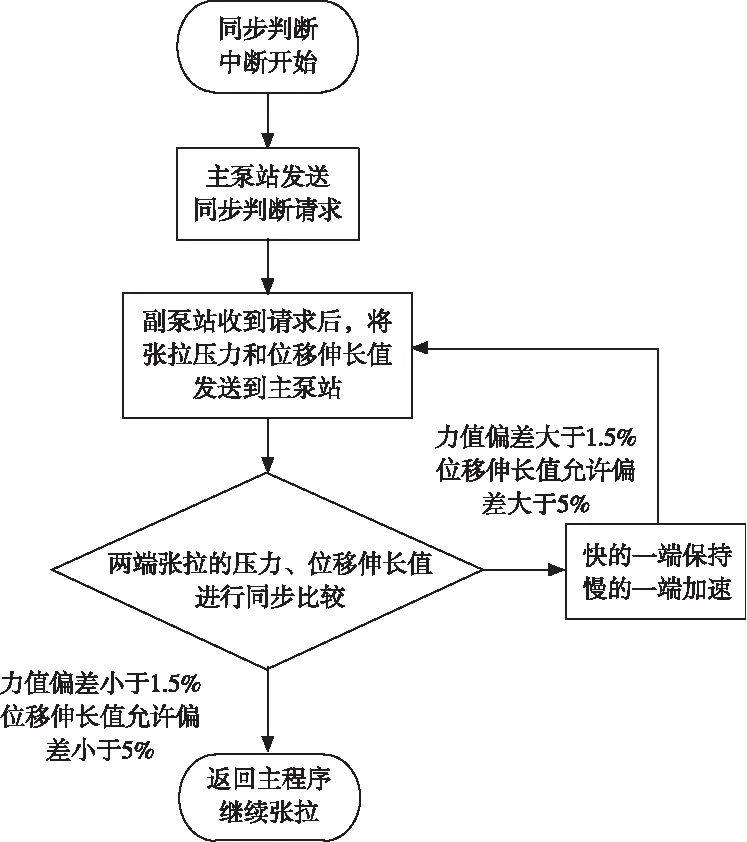
图8 张拉同步控制设计
4 预应力智能张拉系统在工程实践中的应用

图9 预应力智能张拉系统研究应用在施工现场
目前该系统研究已应用在很多工程实践中,如在贵州思遵高速公路第十五合同段和贵州松铜高速公路第三合同段等,在施工过程中应该注意:液压设备远离热源,防止电火花飞溅在软管和油缸上,同时避免液压设备暴露在温度高于65℃的环境中;油管在使用前检查有无裂纹,接头是否牢靠,防止在使用中发生事故;设备不能超载使用,不要试图张拉超过油缸最大承载力的预应力束,超载使用会引起设备失效或人员受伤等[9]。图9所示为预应力智能张拉系统研究应用在施工现场,张拉数据能够直观的显示在触摸屏上,图10所示为预应力张拉数据记录表、图11所示为预应力张拉位移—时间曲线与油压—时间曲线。

图10 预应力张拉数据记录表

图11 预应力张拉位移-时间曲线与油压-时间曲线
根据预应力张拉数据记录表中,可以看出张拉对应的桥梁编号、1级力值/2级力值/3级力值、每级张拉油压和位移以及伸长量值(第一级伸长量、第二级伸长量、第三级伸长量和三级伸长量总和)等数据,此报表只用于减少人工获取数据的工作量,后期张拉率的计算需要自行完成,通过计算两顶两端对称张拉时,各千斤顶之间同步张拉力误差小于2%,满足预应力张拉施工规范要求。
5 总结
本文研究的预应力智能张拉系统已经成功应用在张拉检测工程中,预应力智能张拉系统与传统张拉设备相比,具有以下特点:
1)本文通过利用功率键合图建模的方法对电液比例阀控液压系统建立数学模型。根据液压系统功率走向和功率键合图节点相应的特征,建立状态方程数学模型,然后在Simulink中搭建系统仿真模型,根据输入不同电流信号仿真分析,由于设计的液压系统可以实现无极变速调节系统油压,能到达到各种张拉工况需要的张拉应力。
2)PLC和触摸屏组合控制方式。即将微电脑集入泵站内,主副泵站之间无线通讯,在泵站触摸屏上操作,以减少冗余件,提高系统可靠性,减少故障率,张拉过程历史数据再现,便于质量控制和管理。
3)采用PLC技术实现对闭环反馈液压系统的精确压力控制,自动张拉的控制力值精度可以达到±1.5%,并能实现双控; 两台以上千斤顶对称两端张拉时,各顶之间同步张拉力误差小于2%。
4)具有断电保持功能,防止张拉过程意外断电造成张拉数据丢失,重新上电后可以接着继续张拉。
基金项目:贵州省交通运输厅科技项目:预应力智能张拉系统的研制(项目编号:2015-123-042)。
