热轧酸洗低碳薄钢板的研制
2018-07-26孙成钱时晓光刘仁东徐荣杰
孙成钱 张 宇 时晓光 董 毅 刘仁东 徐荣杰
(鞍钢集团钢铁研究院,辽宁 鞍山 114009)
热轧酸洗钢板是在热连轧机上热轧,随后经酸洗机组酸洗去除氧化铁皮,表面质量和使用性能介于热轧板和冷轧板之间的中间产品,是部分热轧钢板和冷轧钢板的理想替代品[1- 2]。目前,钢铁市场行情严峻,由于热轧酸洗钢板的表面质量比热轧钢板好,生产成本比冷轧钢板低,因此是钢铁企业盈利比较丰厚的产品之一。
本文研制的低碳薄钢板,是先在1 780 mm热连轧机上热轧,然后在1 700 mm酸洗机组上酸洗获得的,并检测了试制钢板的显微组织、力学性能和成形性能。
1 试制钢板的化学成分
1.1 化学成分和试制工艺
试制钢板的化学成分见表1。

表1 试制钢板的化学成分(质量分数)Table 1 Chemical composition of the trial- produced steel plate (mass fraction) %
试制钢板在1 780 mm热连轧机上热轧及1 700 mm酸洗机组上酸洗。工艺路线为:铁水预处理→转炉冶炼→炉外精炼→连铸→加热→轧制→层流冷却→卷取- 开卷- 酸洗- 卷取。具体的操作过程为:将厚度为230 mm的连铸坯加热至1 220 ℃保温约2 h,随后热轧,终轧温度880~900 ℃;钢板出精轧机组后以大于50 ℃/s的速度冷却至660~690 ℃卷取,然后盐酸酸洗,酸洗拉矫延伸率1.5%,成品钢板厚度1.8 mm。
1.2 组织和性能
钢板经热轧和酸洗卷取后取样检测其组织和性能。金相试样和拉伸试样均在钢板1/4宽度处切取。拉伸试样为纵向标准试样。钢板的成形性试验在某汽车厂的冲压机上进行。
2 试验结果与分析
2.1 显微组织
试制钢板的显微组织见图1。
由图1可知,试制钢板的显微组织主要由铁素体和珠光体组成,珠光体沿晶界分布,铁素体晶粒度为9级。
2.2 力学性能
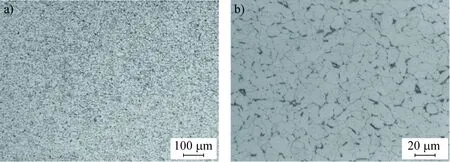
图1 试制钢板的显微组织(4%硝酸酒精溶液腐蚀)Fig.1 Microstructures of the trial- produced steel plate (etched in 4% Nital)
测定力学性能的试样在试制钢板卷的头部、中部和尾部纵向切取。钢板的力学性能检测结果见表2。
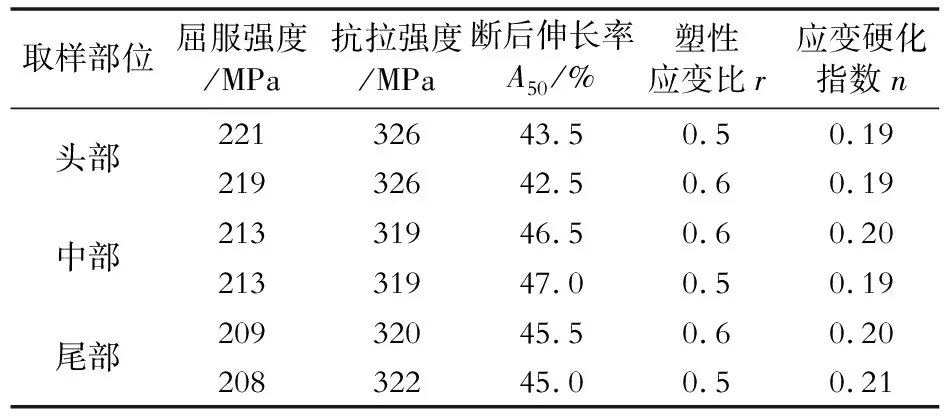
表2 试制钢板的力学性能Table 2 Mechanical properties of the trial- produced steel plate
由表2可知,试制钢板的力学性能良好,抗拉强度大于310 MPa,屈服强度高达200 MPa以上,断后伸长率大于42%,塑性应变比r值0.5~0.6,应变硬化指数n值0.19~0.21。
2.3 成形性能
材料的成形极限图(FLD)表明了常用应变范围内成形极限曲线(FLC)的形状和对应的应力状态,能较直观和准确地表征材料的成形性能,是评价和预测材料成形性能的重要依据[3]。
通过对一侧表面印有网格的试样进行胀形变形直至某个局部产生缩颈或破裂,测量缩颈区或破裂区附近发生畸变网格的长短轴应变,分别作为纵轴和横轴的坐标数据标于图中,绘制出成形极限图[4]。
汽车用钢板几乎全部是冲压成形,而冲压过程由拉延或胀形组成,钢板的成形性能决定于这两个变形过程。采用AMSME4.1成形分析软件对试制的厚度为1.8 mm的热轧酸洗钢板进行了成形性能分析,绘制出成形极限图(FLD),如图2所示。由图2可以看出,试制的热轧酸洗钢板成形极限值为22.777%(目标值为大于10%),因此,该钢板的成形结果是安全的。
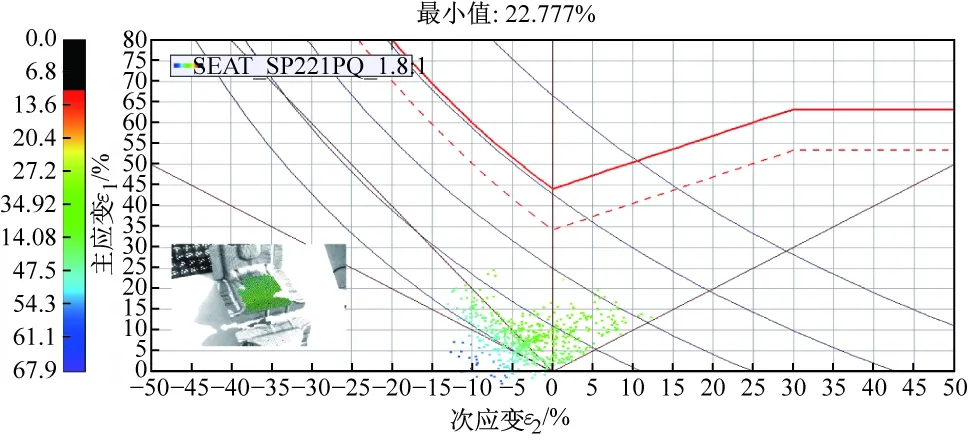
图2 试制钢板的成形极限图Fig.2 Forming limit diagram for the trial- produced plate
3 工业试生产
工业试生产的钢板现已成功冲压成汽车零件并应用于某汽车厂,冲压零件见图3。
4 结论
(1)通过在1 780 mm热连轧机上热轧和1 700 mm酸洗机组上酸洗试制的低碳薄钢板的显微组织主要由铁素体和珠光体组成,铁素体晶粒度为9级,钢板的抗拉强度大于310 MPa,屈服强度达到200 MPa以上,断后伸长率大于42%,塑性应变比r值0.5~0.6,应变硬化指数n值0.19~0.21。

图3 由试制钢板冲压的零件Fig.3 Parts Stamped from the trial- produced plate
(2)工业试制的厚1.8 mm钢板的最小成形极限值为22.777%(目标值为大于10%),因此,使用由试制钢板冲压的零件是安全的。
