包板式不锈钢漏斗车车体制造技术研究
2018-07-26杨天志姚凌云李宜泽胡承永
杨天志 姚凌云 李宜泽 胡承永
(中车长江车辆有限公司,湖北武汉430212)
0 引言
为适应铁路货车重载、车辆自重轻量化发展要求,解决铁路车辆在运输过程中的防腐蚀问题,我公司为澳大利亚某公司研发了包板式侧墙不锈钢漏斗车车体。本文以包板式漏斗车车体钢结构及制造工艺为研究对象,从产品结构、制造工艺等方面进行研究分析,以期解决包板式侧墙结构不锈钢漏斗车制造难点,提高制造效率,降低生产制造成本。
1 车体结构介绍
包板式不锈钢煤炭漏斗车主要由车体钢结构、车钩与缓冲装置、制动控制系统、转向架组成、车辆标记等部分组成。
该车车体由底架、侧墙、端墙及底门开闭机构组成,其中底架主要采用Q450NQR1和09CuPCrNi-A高强度耐候钢板材和型材组焊而成,与煤炭接触部位侧墙、端墙采用T4003不锈钢材质,底门采用触碰式开闭机构,底门板采用6005A-T6和6061-T6铝合金挤压而成(图1)。
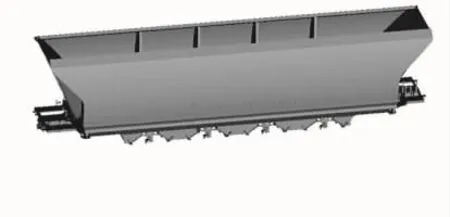
图1 车体钢结构图
2 车体制造工艺分析
2.1 底架组成
车辆底架由牵引梁组成、中梁组成、枕梁组成等部件组焊而成。中梁组成采用250 mm×150 mm×9 mm的矩形钢管,外包T4003不锈钢板材质的上、下包板。
组装工艺顺序:
(1)拼接牵引梁下盖板、腹板组焊成牵枕部件;
(2)组焊中梁及包板;
(3)将牵枕组成与中梁组成组焊为底架工艺件;
(3)将底架工艺件与漏斗脊、边梁组焊为底架组成。
组焊过程主要焊接参数如表1所示。
底架组焊需要重点控制车辆定距、枕梁高低差、漏斗口尺寸及牵引梁的上翘、下垂。
2.2 侧墙组成
包板式侧墙由3.5 mm侧板、5 mm上下侧梁组及6 mm纵向补强梁组成,主要材质为T4003不锈钢。
侧墙工艺顺序:
(1)上侧梁整体折弯成型;
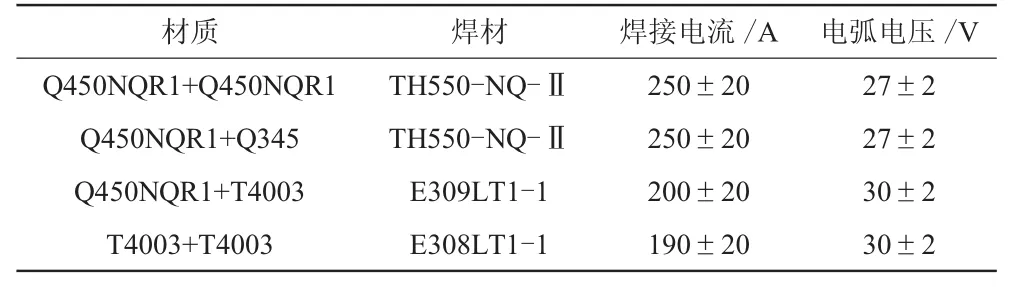
表1 主要焊接参数表
(2)侧墙板拼接组焊成侧墙板工艺件;
(3)上侧梁与侧墙板工艺件组焊成侧墙组成(组焊过程主要焊接参数见表1)。
侧墙组成组焊需重点控制包板对接垂向错边量≤0.5 mm,焊接变形以及侧墙组焊后成型尺寸。
2.3 端墙组成
端墙由3.5 mm上下端墙板,5 mm横向梁、纵向梁及8 mm厚上端梁组焊而成,材质为T4003不锈钢,支撑板和支撑柱为5 mm Q450NQR1高强度耐候钢组焊而成。
端墙工艺顺序:
(1)横向梁、纵向梁及上端梁折弯成型;
(2)端墙板拼接组焊;
(3)端墙板与横向梁、纵向梁、上端梁组焊为端墙工艺件(组焊过程主要焊接参数见表1)。
端墙组成组焊需重点控制端墙板拼接过程中垂向错边量≤0.5 mm,端墙焊接变形以及与侧墙相贯位置曲线成型尺寸。
2.4 底门组成
底门组成包括开闭机构和底门。底门主要由铝合金材质底门板、加强筋和折页等组焊而成;开闭机构采用四连杆机构,主要由门轴、连杆、机构底座、开关门柄和开门档等组成,通过连杆机构过“死点”,与地面配套设备配合使用完成底门的开闭。
底门工艺顺序:
(1)底门板与折页、加强筋组焊成底门板工艺件;
(2)采用底门专业工艺装备组装底门工艺件及底门开闭机构;
(3)静态调试底门开闭及过“死点”。
底门组成控制重点:采用恒温空间保证底门板与折页焊接成型质量,采用专用工艺装备保证底门组装空间位置尺寸及过“死点”量。
2.5 车体钢结构组装
车体钢结构主要由底架组成、侧墙组成、端墙组成、漏斗脊组成及底门及开闭机构等部件组焊而成(组焊过程主要焊接参数见表1)。
车体钢结构组装工艺顺序:
(1)采用专用的车体钢结构组装工艺装备,装夹底架调整心盘间隙;
(2)以底架横向中心线为基准组装1、2位端墙组成;
(3)组装上漏斗脊组成;
(4)以底架纵向中心线为基准组装1、2位端墙;
(5)车体钢结构整体翻转焊接;
(6)底门及开闭机构安装调试;
(7)车体钢结构完工校验。
车体钢结构组装控制重点:
(1)端墙工艺件与底架横向中心对中及端墙安装角度;
(2)侧墙与底架纵向中心对中及侧墙与端墙相贯位置间隙及组对尺寸;
(3)车辆内部长宽尺寸及对角线误差。
3 制造难点及控制方法
(1)为了降低车辆自重,提高车辆防腐蚀性能,车体钢结构部分与煤炭接触部位采用T4003不锈钢材质,产品生产过程中,不锈钢材料防护为该车辆工艺的重点和难点,要求对不锈钢与碳钢严格分离存放,避免电化学腐蚀。工序转运过程中为避免不锈钢划痕,采用防护材料分层隔离存放,物料存放工位器具与不锈钢接触位置均采用橡胶或不锈钢材质防护。
(2)该车辆采用包板式圆弧侧墙结构,侧墙作为该车辆重要组成部件之一,必须严格控制侧墙板拼接组焊,对接板厚方向错口尺寸≤0.5 mm,为保证侧墙板焊接成型质量,采用侧墙板焊接专机。
(3)底门及开闭机构组成,该车采用触碰式底门开闭机构:1)需要采用专用底门及开闭机构组装工艺装备,在组装时进行预调试,采用过“死点”检测器具,检测过“死点”量符合有关技术要求;2)组装过程中需要调整底轴高及底门与漏斗口纵向尺寸对中;3)组装过程中重点调试底门过“死点”量;4)调整组装间隙,组装底门附件。
4 结语
在铁路货车重载及降低车辆自身重量的发展需求下,包板式侧墙不锈钢漏斗车将是未来煤炭运输车辆的主要车型之一。本文对包板式侧墙结构煤炭运输漏斗车制造工艺进行了分析研究,并运用于批量生产实施。当前,我公司已为澳大利亚某公司生产制造多批次、数百辆产品,经过工艺技术研究分析,总结工艺重、难点,以及对难点工序的分析研究和不断完善,在包板侧墙等难点工序生产中大量采用了焊接专机,逐步了实现“以机代人”,降低了劳动强度,提高了生产效率和企业经济效益,逐步实现了铁路货车智能制造。
