LZC—800B型路基处理车转向架构架总组焊工艺方案分析
2015-10-21孙博

摘 要:本文对LZC-800B型路基处理车构架的组焊工艺特点进行了分析,通过消化吸收外来车型的结构特点,结合国内生产制造标准要求,提高我公司的加工制造水平。
关键词:路基处理车;构架;组焊;工艺流程
1 绪论
随着现代铁路运行速度的不断提高,对铁路路基承载能力的要求也在不断提升,传统的人工作业已经不能满足现代铁路高速化的需求,路基处理车的生产和使用在很大程度上符合了现代化铁路发展的要求。
LZC-800B型路基处理车是由我公司与普拉萨公司合作生产的新型路基处理车辆,转向架构架作为路基处理车运行和作业中的重要安全部件之一,不仅承载车辆上部所有设备的重量、传递车辆行走过程中产生的牵引力和冲击载荷,还要承受在路基处理车作业过程中产生的各种机械载荷。因此,构架的质量直接决定了路基处理车的整体性能。面对国外成熟产品的国产化,完善的工艺分析是做好技术引进、消化吸收和再创新工作的重要保障。根据驱动力的不同,LZC-800B型路基处理车转向架分为三类,三轴非动力转向架,二轴动力转向架和二轴非动力转向架,本文仅以二轴非动力转向架构架总组装为例,说明路基处理车转向架构架的组焊工艺特点。
1 产品及工艺流程简介
1.1 构架组成
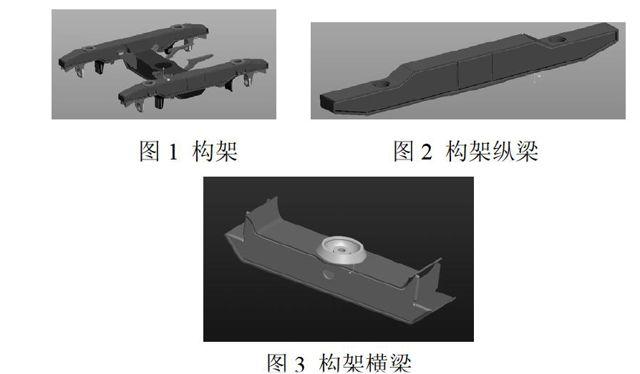
路基处理车构架为整体焊接结构,是由左右纵梁和一根横梁焊接组成的工字结构,其上焊接有心盘、轴箱导框、轴托、手(气)制动联接板、减震器支座等附件。(如图1、图2、图3所示)
1.2 构架组焊工艺流程
单梁组对------单梁加工------构架组对-----构架整体焊接-------一次附件组装------划线------退火------划线------二次附件组装------交检校验
2 构架总组焊工艺详析
2.1 焊前准备
路基处理车构架焊接需符合DIN6700标准,在确定焊接工艺参数前要进行焊接评定,通过焊接试验验证焊接工艺的可行性。
LZC-800B型路基处理车构架所用主体材料为DIN ST52-3,部分附件采用材料为DIN ST37-2。焊丝采用CHW-50C6(焊丝型号ER50-6),其化学成分符合DIN SG2-Y4230标准,焊丝直径φ1.2, 焊接电压22-28V,焊接电流200-260A,气体流量15-20L/min,焊接速度30-45cm/min,焊接用保护气采用富氩气,氩气含量80% 二氧化碳含量20%,纯度99.95%。焊条为低氢焊条E5018-1或牌号CHE58-1,焊条使用前应烘干温度为350-400℃,保温1小时随用随取,重复烘干不得超过3次,焊条直径为φ4.0, 焊接电压24-26V,焊接电流150-170A,焊接速度15-20cm/min。
焊工必须熟练掌握焊条电弧焊、气体保护焊焊接规范,焊工须由取得EN287焊工资格证书,并且相同位置考试合格者担当。焊条电弧焊主要在焊缝返修时使用。焊接环境温度不低于5℃且不得有穿堂风。
2.2 构架总组焊
单梁组焊完成后进行调修及坡口加工,调修合格单梁产品放于总组装胎上(如图4)。
根据某些附件的材质特性、安装尺寸精度要求或机加工需要,应在退火后组焊。因此,将附件组焊分为一次组焊件(退火前组装)和二次组焊件(退火后组装)。
将一次组焊附件安装在组装胎的定位装置处,用卡紧装置卡紧;以构架组装胎纵向及横向中心线为基准,将划好中线的横梁下拱板朝下放置在构架组装胎上,调整横梁使之中线与构架组装胎中心线一致,卡紧;两纵梁分别由两侧向横梁推入,与横梁相接,注意每个纵梁推入的过程中保证单梁定位滑块同步运行;调节左、右纵梁与横梁位置关系,焊接纵梁与横梁对接处,完成一次组焊附件的焊接。
在两纵梁之间固定两个工艺支撑,以减小工字型构架从组装胎上撤下时由残余应力造成的焊接变形,以及退火过程中的变形。焊接完成后打磨焊缝,对关键焊缝进行探伤,全部探伤焊缝合格后,進行退火处理,以消除组焊过程中产生的残余应力,保证焊接质量。
将退火后的构架送机加工车间,对需焊后加工部位进行加工处理。将完成焊后加工的构架返回焊接车间,吊至组装平台,正放于平台上,打磨二次组焊附件处的底漆,露出金属光泽,焊接二次组装的附件。因二次组焊件无法进行退火消除应力处理,多层焊时应作层间锤击焊道以减小残余应力。打磨二次焊件焊缝,对连接焊缝做探伤检查。
2.3 构架总组焊主要检查项点
由于路基处理车转向架承载力大,安装精度要求高,因此,对构架组焊误差要严格控制在设计要求范围内。
纵梁与横梁下盖板平面度≤2mm;对角线差≤3mm;构架总长2920±6mm;构架横向宽度2210±2mm;左右纵梁中心线距离2000±2mm;轴箱导框滑面间平行度≤0.5;纵梁下拱板平行度≤1;左右纵梁轴箱导框内侧滑动档板之间距离1816±1.5。
2.4 构架总组焊问题分析
根据路基处理车构架的结构特点,以及生产过程中遇到的问题,及时调整了工艺方案,以求达到设计要求。
1) 在轴托和轴箱导框组装过程中,由于焊接变形,导致尺寸偏差较大,以致其侧面的侧部不共面,为了保证其共面度,在轴托和轴箱导框组装过程中,从中线向两边反尺寸,通过加工与补焊来调整其共面度。在以后的生产过程中为了防止此问题的发生,通过小件中线与纵梁中线对齐的方法,确保其位置与尺寸的精确。
2) 将弹簧座底板定为基准面,退火后加工,管子扇形段定为二次组装件,为组装方便,设计了管子扇形段的工装。
3) 轴箱导框生产过程中,由于侧面的侧部在下料过程中弧度不能保证,使得横杆的垂直度不能保证,因此更改为组装后加工,保证其与纵梁的垂直度。
4) 转向架构架组装过程中,发现螺旋板上的螺栓孔,由于焊接的原因,导致其变形较大,为了控制其变形保证下工序的安装,为其专门制作工装。
5)为了转向架构架翻转和运输的方便,为其设计安装4个吊耳。
3 总结
大型工程机械车辆在铁路正常运行中的作用越来越显著,作为重要安全部件的转向架构架的生产,在工程机械车辆安全运行和作业中起着关键性的作用。因此构架的组焊加工过程,要严格执行设计生产标准、制定合理的组焊工艺方案。
作者简介:孙博(1982- )女,黑龙江齐齐哈尔人,工程师
