冷水可溶性多孔淀粉制备VE微胶囊的研究
2018-07-26张洪微唐彦君崔素萍邓景致
张洪微,唐彦君,崔素萍,曲 颖,王 琴,邓景致
(黑龙江八一农垦大学食品学院,黑龙江大庆163319)
VE是一种天然的脂溶性维生素,具有优良的生理活性和良好的抗氧化性能,在食品中作为一种重要的营养成分和天然抗氧化剂而使用[1-2]。一般情况下,VE对热和酸较稳定,但其在油炸条件下活性有明显降低,相关研究表明VE对氧、氧化剂及紫外线十分敏感,容易被氧化破坏,因此限制了VE在食品加工中和贮藏等过程中的应用[3-6]。
冷水可溶性淀粉作为一种新型的变性淀粉,具有在常温水中可以分散,且能形成具有一定黏度的糊状性质,因此被广泛应用于食品加工中[7-8]。冷水可溶性多孔淀粉相较于冷水可溶性淀粉除具有良好的水溶性外,还具有更好的吸油性,这主要是因其淀粉颗粒表面具有较多的小孔,增大了比表面积的原因[9]。将冷水可溶性多孔淀粉作为微胶囊的壁材,既可很好地吸附油性材料,又会使其具有良好的溶解性,更有利于水油混合型食品的稳定[10]。将VE包埋在冷水可溶性多孔淀粉中既保护了VE不受破坏,又使其能发挥作用。
试验以冷水可溶性多孔淀粉为壁材、VE油为芯材,采用超声波法制备微胶囊,研究了超声条件对包埋率的影响,为冷水可溶性多孔淀粉的应用和VE微胶囊的开发提供理论依据。
1 材料与方法
1.1 材料与仪器
VE油,浙江医药股份有限公司提供;冷水可溶性多孔淀粉,黑龙江八一农垦大学食品学院实验室自制;化学试剂:硫酸、三氯甲烷、冰醋酸、乙醚、硫代硫酸钠、碘化钾、碳酸钠,均为分析纯。
DGG-9140B型恒温干燥箱,上海森信实验仪器有限公司产品;SK8200H型超声波清洗机,上海科导超声仪器有限公司产品;BS224S型电子分析天平,赛多利斯科学仪器有限公司产品;HWS24型电热恒温水浴锅,上海一恒科技有限公司产品。
1.2 试验方法
1.2.1 工艺流程
水→冷水可溶多孔淀粉→均匀悬浊液→超声处理→抽滤→干燥至恒质量→研磨→成品。
1.2.2 操作要点
取100 mL的水,边搅拌边加入2 g左右的冷水可溶性多孔淀粉,使其形成均匀的悬浊液,然后按照壁材和芯材的质量比加入VE油,搅拌后将其转移到超声波设备中,超声波设备内的液面要高于烧杯内液面,设定超声功率为150 W,按试验设计设定超声温度和超声时间,待超声处理结束后抽滤得微胶囊粉末,置烘箱中干燥至恒质量,研磨,即得微胶囊产品,测定其包埋率。
1.2.3 包埋率的测定
将准确称量的微胶囊样品(m1,放在滤纸上滤纸已叠好放在50 mm玻璃漏斗上),然后用10 mL乙醚浸泡洗涤,用已称质量的干燥三角瓶(m2)收集滤液,待溶剂全部从漏斗中流出后,加入与第1次等量的10 mL乙醚浸泡洗涤样品,重复2次后,先在减压条件下蒸出大部分乙醚,再放入60℃烘箱中烘至恒质量(m3),表面油含量及包埋率的计算公式如下:

1.2.4 单因素试验设计
依据参考资料和预计结果设计单因素试验。
单因素试验设计见表1。
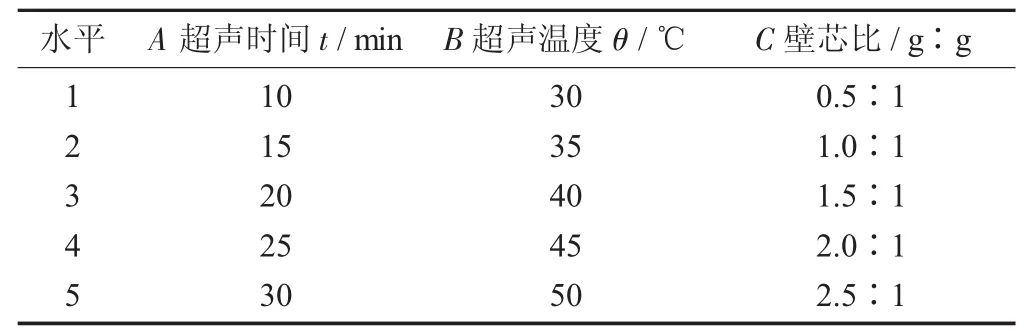
表1 单因素试验设计
1.2.5 数据统计与分析
试验数据均为3次平行试验,测定结果以“均值±标准差”表示。采用SPSS19.0软件进行统计分析,p<0.05表示差异显著。
2 结果与分析
2.1 单因素试验结果与分析
2.1.1 超声温度对包埋率的影响
根据试验设计,在超声时间30 min,壁芯比1.5∶1时,分别调节超声温度为30,35,40,45,50℃,测定包埋率。
超声温度对包埋率的影响见表2。

表2 超声温度对包埋率的影响
由表2可知,当超声温度为45℃时,包埋效果最好。主要是因为当温度刚开始升高时,分子运动加快,VE油分子能够有较多的机会进入淀粉孔中;而当超声温度超过45℃时,由于此反应是放热反应,温度增加反而导致反应向反方向进行,同时超声温度升高,VE油分子相互聚集,使淀粉很难吸附这些大颗粒,故包埋率开始降低。
2.1.2 超声时间对包埋率的影响
根据试验设计,超声温度45℃,壁芯比1.5∶1时,分别调节超声时间为10,15,20,25,30 min,测定包埋率。
超声时间对包埋率的影响见表3。

表3 超声时间对包埋率的影响
由表3可知,随着超声时间的增加,VE油的包埋率增大,当超声时间达到25 min时,包埋率达到最大值,之后VE油的包埋率开始下降。刚开始时,随着包埋时间的增加,VE油分子能够有充足的机会进入淀粉孔中,但当VE油分子进入孔后,随着包埋时间的延长,已经包埋的油会脱离包埋,因此时间延长使包埋率有所下降。
2.1.3 壁芯比对包埋率的影响
根据试验设计,在超声时间25 min,超声温度45℃,分别调节壁芯比为0.5∶1,1.0∶1,1.5∶1,2.0∶1,2.5∶1,测定包埋率。
壁芯比对包埋率的影响见表4。

表4 壁芯比对包埋率的影响
由表4可知,随着壁芯比的增加,包埋率先增加后降低,壁材芯材比为1.5∶1时包埋率达到最大值。这是因为前期随着多孔淀粉比例的增加,形成微胶囊的机会增加,包埋率也随之增加;但当壁芯比>1.5∶1时,壁材量过高,壁材之间碰撞的机会增加,而壁材和芯材之间碰撞的机会减少,故包埋率降低。
2.2 正交试验结果与分析
由于超声温度、超声时间、壁芯比均是影响包埋率的主要因素,所以采用L9(34)进行四因素三水平正交试验。
正交试验因素与水平设计见表5,正交试验结果见表6。
试验采用极差分析法,对各因素的K及R值的大小进行分析。
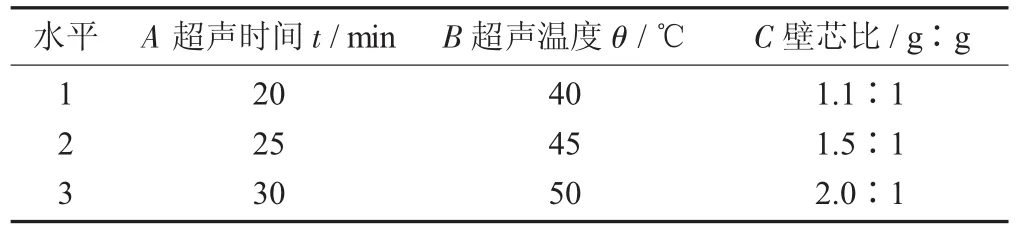
表5 正交试验因素与水平设计

表6 正交试验结果
由表6可以看出,影响包埋率的主次因素为C>A>B,即壁芯比>超声时间>超声温度,试验最优组合为A3B2C3。对试验结果进行方差分析,由表7可知,超声时间、超声温度和壁芯比对包埋率的影响都显著。因此,超声波法制备VE油微胶囊的最佳工艺条件为超声时间30 min,超声温度45℃,壁芯比2.0∶1(g∶g)。采用最佳工艺条件进行验证性试验,制得VE油微胶囊包埋率为80.06%±0.23%。
方差分析见表7。

表7 方差分析
3 结论
以冷水可溶性多孔淀粉为壁材,采用超声法制备VE油微胶囊,得出最佳的优化条件为超声时间30 min,超声温度45℃,壁芯比2.0∶1(g∶g),制得VE油微胶囊包埋率为80.06%±0.23%。经过微胶囊化的VE油粉末呈淡黄色。冷水可溶性多孔淀粉粒表面分布的小孔具有良好的吸附性,能较好地吸附VE油,因此是一种优良的微胶囊壁材。试验表明,冷水可溶性多孔淀粉可作为VE油微胶囊的壁材,其包埋率较高。
