重力铸造及低压铸造活塞显微组织与性能对比
2018-07-25王剑王云峰董传成孙淑霞
■ 王剑,王云峰,董传成,孙淑霞

扫码了解更多
发动机活塞设计时一般优先考虑材质较轻、性能良好的铝合金,随着发动机功率密度不断提高,铝合金活塞材料需要具有更优异的力学性能才能满足发动机的排放要求。我公司研发了一种创新型的活塞低压铸造成形方法。低压铸造是铝合金液在浇注完成后的特定时间内,利用低压设备对活塞承受热力载荷最大的顶面施加一定时间及强度的低压压力的成形方法,相比传统重力铸造,工艺更加复杂且成本较高。本试验通过对比验证,研究重力铸造及低压铸造活塞显微组织和性能对比,找出两者的区别,希望对低压铸造在活塞生产行业的推广能起到一定作用。
1. 显微组织对比验证
利用重力铸造及低压铸造两种成形方法试产JT53A活塞各20只,分别使用重力铸造、浇注温度800℃、串水;低压铸造、加压0.4MPa、浇注温度800℃、串水冷却两种工艺方法进行试产。沿活塞顶部中心处避开冒口截取试样,试样面积不小于2cm2,用0.5%的氢氟酸水溶液侵蚀10s,用PM3型金相显微镜对活塞显微组织进行对比检验,如图1、图2所示。
图1中显示微观缩松尺寸较大且比较集中,但数量较少。图2中显示微观缩松极少,且尺寸也小。但重力铸造及低压铸造两种成形方法生产的活塞金相组织等级基本无变化。
通过以上比较可知:重力铸造及低压铸造都会出现缩松,采用低压铸造可显著改善显微缩松状况,降低显微缩松数量;金相组织等级基本无变化。
2. 活塞机械强度对比验证
对重力铸造及低压铸造活塞试产的40只活塞,从活塞销孔至顶面之间截取试样,按GB228进行试样制备并对试样进行编号,在常温及300℃时对重力铸造及低压铸造活塞分4组、各10只。高温抗拉强度试验温度加热至300℃,保温0.5h后测定,利用CMT4204型电子材料试验机进行抗拉强度测试,结果见表1、表2。
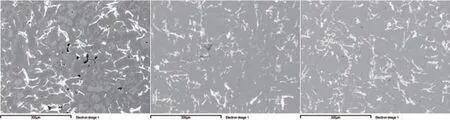
图1 重力铸造(100×)
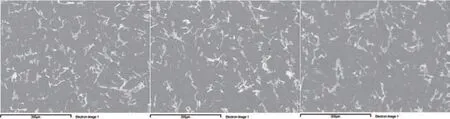
图2 低压铸造(100×)
从表1、表2可以看出,JT53A活塞重力铸造常温抗拉强度平均值为244.7 MPa,300℃抗拉强度平均值为124.8 MPa;JT53A活塞低压铸造常温抗拉强度平均值为248.9MPa,300℃抗拉强度平均值为133.3MPa。使用低压铸造成形方法生产的活塞常温抗拉强度稍高于重力铸造成形方法生产的活塞,300℃时的抗拉强度提高约7%。
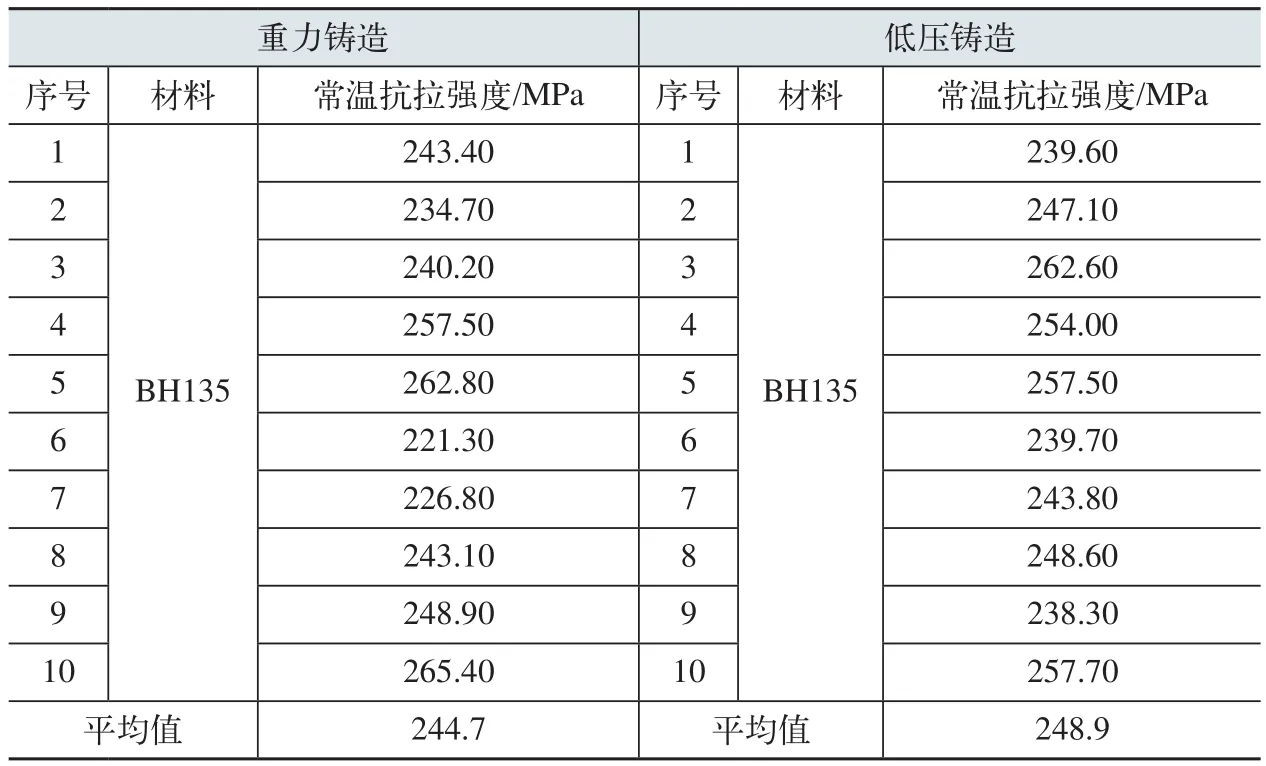
表1 JT53A活塞重力铸造及低压铸造常温抗拉强度对比

表2 JT53A活塞重力铸造和低压铸造300℃抗拉强度对比
3. 结语
(1)与重力铸造相比,低压铸造活塞显微组织更加致密,显微缩松较少,出现显微缩松倾向更小,可保证活塞的性能稳定性;在相同铸造工艺下,二者的金相等级没有差别。
(2)使用低压铸造活塞,常温抗拉强度比重力铸造活塞略有提高, 300℃抗拉强度比重力铸造活塞提高7%左右,增加了活塞的耐热负荷能力。
(3)低压铸造相比重力铸造成本及工艺难度略有增加,应根据活塞性能要求、成本等多方面考虑选择合适的铸造工艺。
