CRC IWM内焊+P260单枪下向焊焊接工艺研究
2018-07-25李瑞峰
■ 李瑞峰

扫码了解更多
大庆油田工程建设公司在2017年进行了CRC IWM内焊+P260单枪下向焊焊接工艺研究。CRC P260设备主要用于单枪热焊,具有热输入大、焊接速度快,熔合性良好等优点,考虑到经济效益因素,继续采用P260设备进行填充焊和盖面焊操作。CRC公司在哈萨克斯坦曾采用过这种焊接工艺,但采用的是福尼斯电源,本工艺采用的是林肯DC400焊接电源,经济效益显著且在国内外首次应用。
1. 焊前准备
(1)焊接材料的选择 中俄原油复线工程采用的是X65管线钢,管径为813mm,本工艺根焊焊丝采用CRC公司生产的TS—6,热焊、填盖焊丝选择伯乐的SG3—P。
(2)焊接电源 本工艺采用林肯DC400焊接电源。
(3)保护气体的选择 根焊采用80%Ar+20%CO2,直接连接混合气气瓶。为了获得更好的熔合性热焊使用100%CO2,盖面焊时为防止熔池下坠导致焊缝过高,采用80%Ar+20%CO2。具体参数如表1所示。
2. 坡口形式及其制作
对于“内焊+外焊”的操作模式,国际上大多数都采用V U复合型坡口,V形坡口焊接后进行AUT检测时容易发生几何反射波,形成误判。鉴于CRC公司曾经大量应用过双V坡口和在哈萨克斯坦成功应用的经验,本工艺采用双V形坡口,坡口形状如图1所示。接头型式:对接;坡口角度α:5°±1°;钝边p:(1.3±0.2)mm ;余高:0~2.0mm;上坡口面角度γ:45°±1°;对口间隙b:0~0.5mm ;内坡口面角度β:37.5°±1°;错变量:T≤14mm,错边≤1.5mm;坡口形式:双V形;拐点距内壁的高度H:(5.1±0.2)mm;拐点距钝边的宽度D:(2.5±0.2)mm;无背垫;内坡口高度h:(1.3±0.2)mm;焊接顺序如图2所示。坡口两侧每边宽0.5~2.0mm。

图1 坡口形式
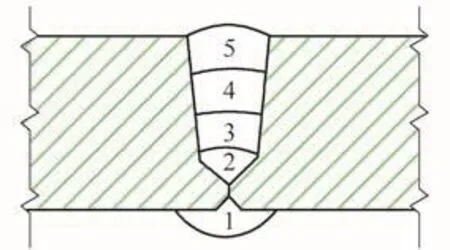
图2 焊接顺序

表1 焊接保护气体和流量
3. 焊前注意事项
(1)严格按照标准加工坡口,误差率控制在规范以内。
(2)坡口两侧20mm清理干净,呈出金属光泽,组对两管端螺纹间距≥150mm。
(3)组对后分8点均匀分布测量坡口开口尺寸,经过多次试验最佳开口为6.2~6.8mm,错边量≤1.5mm,并详细记录以利于结合检测结果分析焊接参数。
(4)内焊前调整内焊机水平状态,清理枪头护罩、防飞溅铜网、导电嘴、试气,焊枪非焊接状态下行程是否与坡口紧密接触等注意事项。
(5)内焊前用中频加热器预热到80℃,冬季野外施工焊接需要加热120~150℃。
4. 焊接参数
CRC P260每层焊道可以分为五个区间,本工艺分了三个工作单元,从0点位开始分区间隔为60°,在焊接过程中从平位、立位到仰位的转换中,通过参数变化获得合格的焊缝。具体焊接参数如表2所示。
5. 操作要点及注意事项
(1)根焊 ①内焊机涨靴在使用前需上机油,前后涨靴高度要保证一致,防止错边量过大,若高度不一致可以通过加减垫圈调节。②内焊枪头与焊接方向的夹角为83°,内焊焊丝干伸长度8.0~9.0mm,保证每个焊枪的干伸长度一致;焊丝对中坡口中心。③安全操作注意事项:内焊机完成根焊进行人工检查时,控制盒行走旋钮一定不要放在“OFF”档位,防止内焊机因误操作自动行走而伤及人身安全;调整内焊机时,内焊机上的红色安全销一定要插上,防止夹手。
(2)热焊 ①热焊前要看好根部焊道成形,如错边超标需要清根处理,打磨时不要破坏坡口。②焊前需要调整焊枪角度,焊枪和焊接方向夹角呈96°,下向焊时焊枪对坡口有预热的作用,防止焊丝在熔池中熔化产生翻浆的负作用。③焊前需要调整焊枪对中性,防止指向坡口一侧时另一侧坡口形成未熔合。④CRC P260自动焊机具有垂直跟踪系统,当在仰位焊接时,要注意垂直跟踪系统按键的切换。
(3)填充焊 ①填充焊接时可以调节焊枪的干伸长度,干伸长度变大后焊接热输入减小,可以防止熔池温度过高引起焊缝填充量变大,在增大干伸长度的同时,要减小摆宽,防止熔池在坡口面过度熔化,破坏坡口侧壁形成未熔合。②焊前通过试摆可以发现焊枪是否对中,如未及时调整就会在仰位产生侧壁未熔合。③从引弧开始要逐渐根据坡口两侧的熔合情况加快焊接速度,大量焊接试验表明,平位填充量过后容易产生未熔合,在仰位焊接要根据熔池的下坠情况减慢焊接速度,增大摆宽,防止焊缝过高增加打磨工作量,防止夹角过深形成未熔合,给盖面焊工增加焊接难度。

表2 焊接参数
(4)盖面焊 ①盖面焊前仔细检查最后一遍填充高度,夹角过深的地方需要打磨平整,打磨时不能破坏母材。②若错边量比较大,焊枪应该多向高的一侧倾斜,这样能获得平滑过渡的焊缝。③由于盖面时焊接操作不在坡口内,焊接气体流量要加大,焊接前仔细试气。
6. 结语
CRC IWM内焊+P260单枪下向焊焊接工艺常用φ813mm管线,φ1219 mm管线采用CRC IWM内焊+P260单枪热焊+P625双枪填盖。CRC IWM内焊+P260单枪热焊是重要工艺组合,可提高根焊效率和一次焊接合格率。焊接设备经过调试合格后方可以进行组对,要做到试电、试气、送丝、行走和摆动都调试合格,组对时对口间隙和错边量在试验范围内,焊接过程中注意参数分区调节和焊枪角度,保证气体纯度,盖面焊前检查坡口深度,注重细节提高一次焊接合格率。
