一种全自动高精度大型轴承外圈径向钻孔生产线
2018-07-23叶俊王君明
叶俊,王君明
(1.浙江机电职业技术学院,杭州 310053;2.新昌县锦程精密机械有限公司,浙江 新昌 312500)
为解决非标轴承外圈径向钻孔的生产需求,前期已研发了2款全自动外球面轴承外圈径向钻孔设备[1-2],实现了小型非标轴承外圈的自动径向钻孔,但面对市场中直径φ120~250 mm的大型非标轴承外圈径向钻孔的需求,因轴承尺寸及质量较大,无法使用前期研发的设备进行加工生产,只能采用单件手动装夹在四轴加工中心进行钻孔加工,此方法生产效率低、成本高且产品稳定性不佳,无法满足现有市场中大型高精度非标轴承外圈用量大的使用需求。因此,针对市场需求又全新设计开发了一条全自动高精度大型轴承外圈径向钻孔生产线。
1 钻孔生产线框架结构及功能
针对大型非标轴承外圈钻孔加工工艺要求以及其体积大、质量重的自身结构特点,新的钻孔加工生产线主要创新设计点包括:1)桁架机械手,用于生产线之间的相互上、下料;2)自动检测分选平台,用于钻孔前对大型非标轴承外圈的精度自动检测;3)全自动高精度立式钻孔机,实现对大型非标轴承外圈的径向钻孔加工;4)毛刺去除机,去除钻孔后余留的孔口毛刺。由控制系统控制生产线上各设备间相互运动,实现对大型轴承外圈的毛坯检测、钻孔加工、毛刺去除等工序的全自动化加工(图1)。
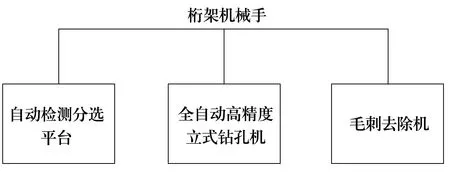
图1 全自动高精度大型轴承外圈径向钻孔生产线框架示意图
1.1 自动检测分选平台
自动检测分选平台包括气动夹紧机构、内径检测装置、高度检测装置和分选输出通道。气动夹紧机构由夹紧气缸和中空卡盘组成,固定安装于工作台上;内径检测装置安装于中空卡盘的正下方,内径检测装置中的检测爪在卡盘的中空腔内上下运动;高度检测装置包括左右移动机构、上下移动机构和检测量表[3-4]。工作时,由桁架机械手拾取工件,平稳放入气动夹紧机构中的中空卡盘上由夹紧气缸夹紧,内径检测装置和高度检测装置对外圈内径和高度进行自动精度检测;自动检测分选平台剔除不合格的外圈毛坯,经分选输出通道输出,检测合格的毛坯经桁架机械手输送到全自动高精度钻孔机的主轴夹头上,完成外圈的自动检测、上料。
1.2 全自动高精密立式钻孔机
针对大型非标轴承外圈体积大、质量重的结构特点,全自动高精度钻孔机在原有钻孔机的基础上对钻孔机结构进行了全新的改进设计(图2)。采用了承重力较大的立式结构,在工作台面上安装立式伺服分度气动夹紧主轴机构,并在主轴的外围圆周上依次排列设置钻、扩、绞3套大功率伺服齿轮变速运动主轴机构,确保孔的加工精度。
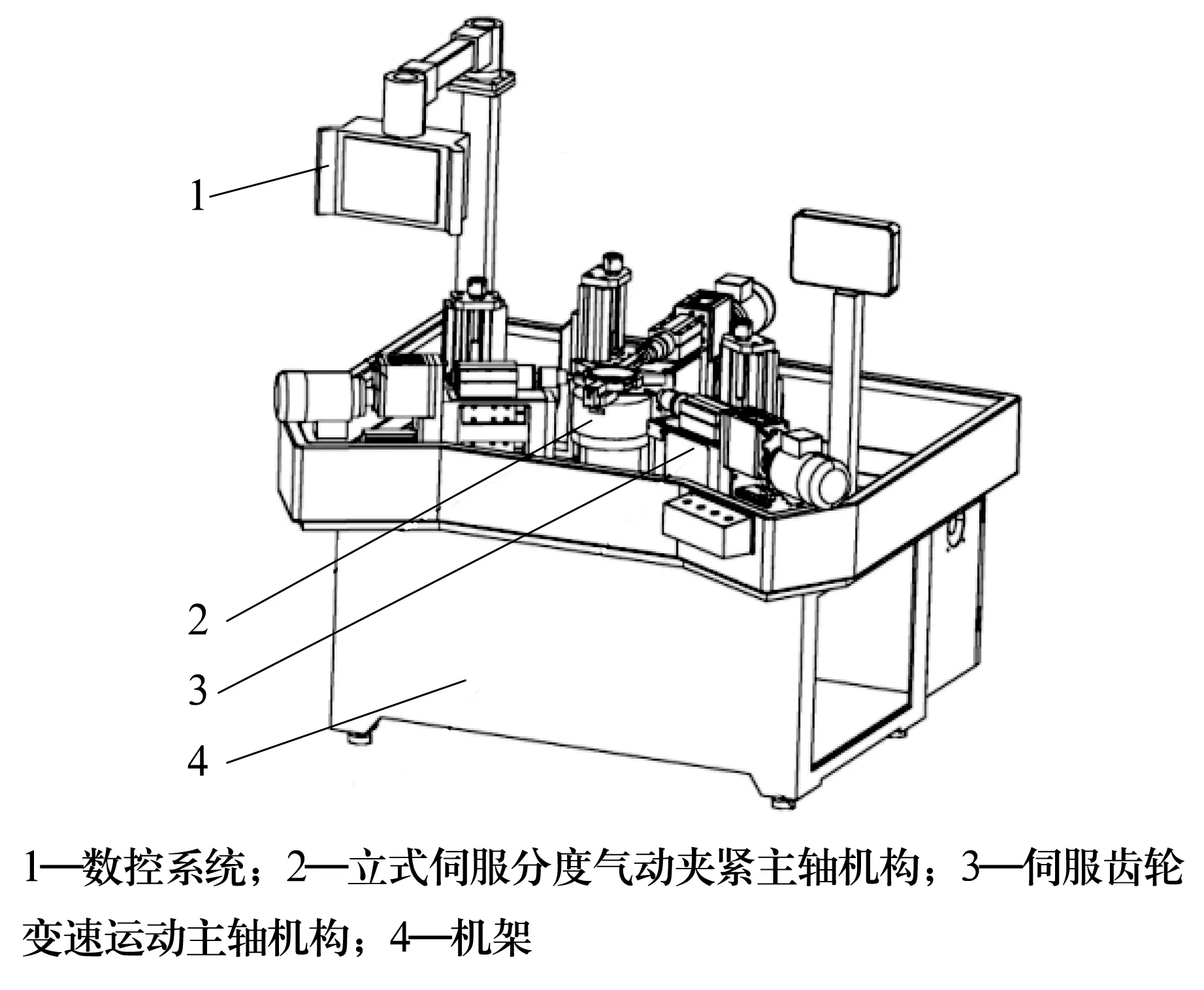
图2 全自动高精度立式钻孔机结构图
1.2.1 立式伺服分度气动夹紧主轴机构
立式伺服分度气动夹紧主轴机构包括主轴、气动卡盘、主轴伺服驱动电动机、支承套筒和气动检测装置,结构如图3所示。支承套筒安装于工作台面上,主轴两端轴承安装于支承套筒内,主轴的前端安装有凸缘,气动卡盘安装于凸缘上,由气缸控制气动卡盘夹紧、松开工件;主轴伺服驱动电动机安装于主轴的后端,驱动主轴旋转分度。气动检测装置设置于气动卡盘上,在气动卡盘上设置3个气路通孔,当外圈装夹到气动卡盘上时,在重力作用下堵住气路通孔,气路中的压力增大,当3路压力相当时,则检测出工件已装夹到位,启动伺服齿轮变速运动主轴机构依次进行钻孔加工。

图3 立式伺服分度气动夹紧主轴机构示意图
1.2.2 伺服齿轮变速运动主轴机构
伺服齿轮变速运动主轴机构包括支承座、主轴进给机构和主轴机构等,结构如图4所示。主轴进给机构安装在支承座上,包括横向运动机构和纵向运动机构,主轴纵向运动机构固定安装于支承座,实现钻孔高度方向的调节,主轴横向运动机构固定安装于主轴纵向运动机构上,随主轴纵向运动机构上下运动;主轴机构安装于主轴横向运动机构上,由主轴横向运动机构中的伺服电动机驱动主轴的钻孔运动。主轴机构包括主轴、主轴安装座、齿轮变速箱和主轴电动机。主轴安装于主轴安装座内与齿轮变速箱相连;主轴电动机安装于齿轮变速箱体上,通过齿轮变速箱体内的齿轮副传动驱动主轴运动。
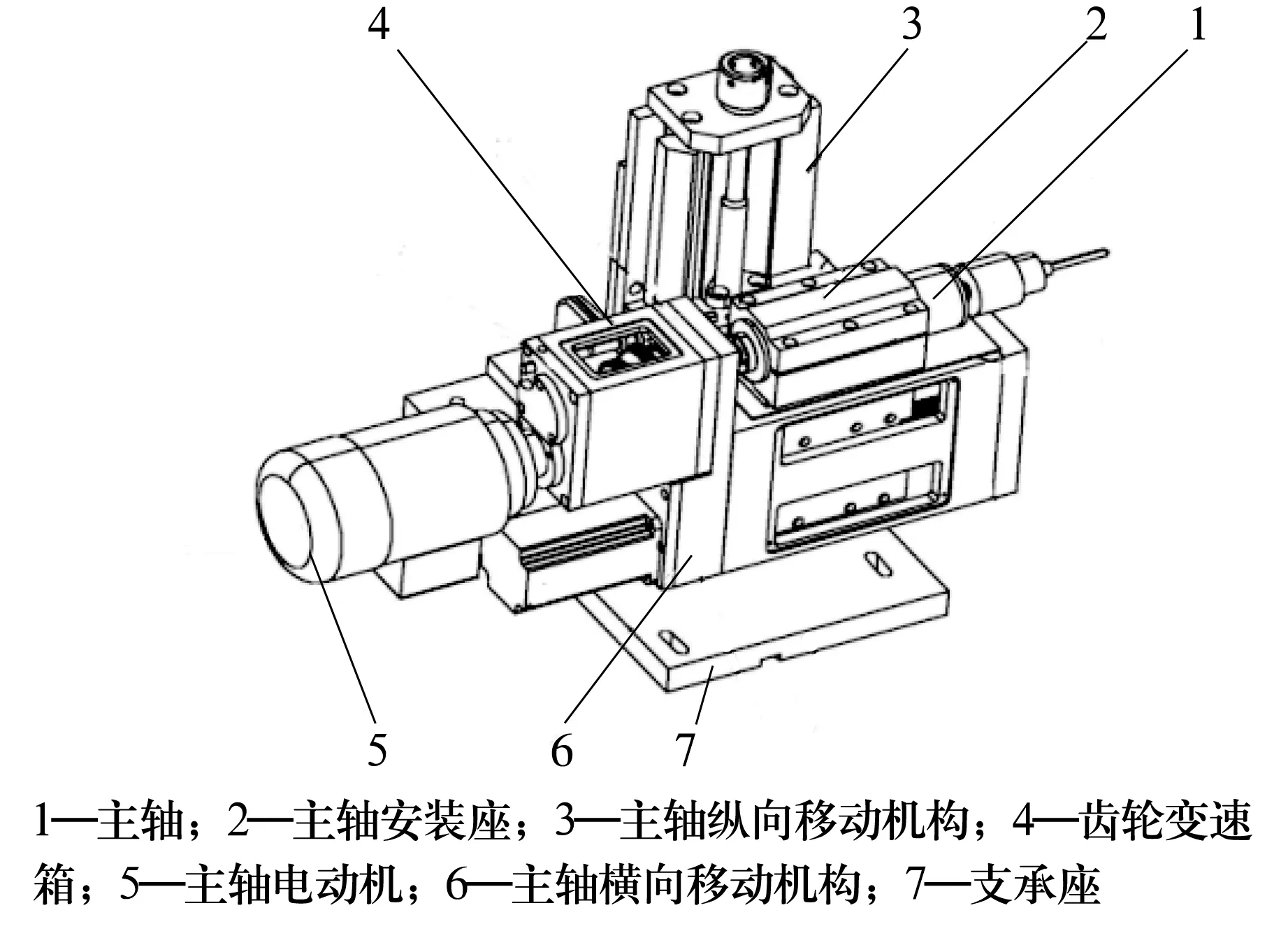
图4 伺服齿轮变速运动主轴机构示意图
1.3 毛刺去除机
毛刺去除机包括机架、气动分度夹紧机构和伺服进给系统。气动分度夹紧机构安装于机架工作台上。伺服进给系统安装于气动分度夹紧机构的一侧,主要部件包括支承座、主轴进给机构和刀具动力头,支承座安装于工作台上;主轴进给机构包括z向伺服进给机构和x向伺服进给机构,x向伺服进给机构安装于支承座上,z向伺服进给机构安装于x向伺服进给机构上;刀具动力头安装于z向伺服进给机构上。
2 生产线作业流程
工件由桁架机械手从料框中取出放置于自动检测分选平台上,控制系统驱动自动检测平台对工件的内径、高度等关键尺寸进行快速检测;检测合格的零件经桁架机械手抓取放置于全自动高精度立式钻孔机的气动卡盘上,由气动卡盘上设置的气路检测机构检测装夹到位后,伺服齿轮变速运动主轴机构依次动作,实现对大型非标轴承外圈径向孔的钻→扩→铰加工;孔加工完成后经桁架机械手输送到毛刺去除机工作台,毛刺去除机伺服进给系统动作,刀具动力头垂直向下运动,进入工件内腔中设定位置后,倒角刀具对准径向通孔的内孔口进行倒角加工,完成孔口的毛刺去除;然后旋转设定角度,进行下一个孔的毛刺去除,完成全部加工工序后,桁架机械手将工件放置于下料筐中,实现了大型非标轴承外圈的自动化生产加工。
3 生产验证
该生产线试制成功后在多个轴承企业进行了试生产,通过一段时间的生产运行后,统计数据(表1)表明,该生产线自动化程度高,稳定性好,产品精度及生产效率较传统加工方式得到明显提升。

表1 外圈径向钻孔的数据对比
4 结束语
新设计的全自动高精度大型轴承外圈径向钻孔生产线解决了大型非标轴承外圈径向钻孔生产成本高、效率底等难题。通过桁架机械手将自动检测分选平台、全自动高精度立式钻孔机、毛刺去除机等生产设备组成生产线,实现了上料检测→自动钻孔→毛刺去除等多工序连续自动加工。通过实践验证,提升了大型轴承套圈的生产效率和产品加工质量,降低了产品的生产成本;该生产线组成结构灵活,自动化程度高,还可应用于各类大型圆环类、套类等机械零件圆周径向精密钻孔的加工,具有一定推广价值。