铁路敞车加强刚度抗变形车门设计
2018-07-23傅佩喜中国铁路上海局集团有限公司科研所
傅佩喜 中国铁路上海局集团有限公司科研所
由于车门严重变形和破损问题,造成在车门与车体门框之间形成十几毫米到几十毫米不等的缝隙,散装货物在这些缝隙处普遍产生漏泄问题,由于列车运行产生的振动,进一步加剧了散装货物的泄漏问题,这个问题,不但严重影响车辆的正常装载使用,产生运输损失,而且一旦物料散落在道岔上,常常发生道岔作用不良等问题,影响列车正常通行以致造成列车出轨事故。当前货物运输部门为了保证装载物料不漏泄,在车门与车体门框之间的缝隙处,采用填充发泡剂等办法进行处理,如图1、图2所示。
1 前言
铁路敞车是铁路货物运输的主要车辆设备之一。敞车主要用来装运矿石、煤炭、砂石、石灰石等散装货物和钢材等物品。敞车的数量约占货物运输车辆总数的三分之一,全国约有20万辆之多在役敞车。铁路敞车担负着散装货物运输的重大任务,对国民经济的发展起着十分重要的作用。
多年来,铁路敞车在转向架构造、车钩缓冲装置和制动装置方面都得到了较大发展,装载重量也从50 t/辆发展到70 t/辆,目前正在服役敞车有 C62BK、C64K、C64T、C64H、C70、C70E、C70EH 等型号车辆,但是,在车体构造方面没有得到较大提升,特别是在车辆中门和下开门结构方面没有什么变化,一直以来,敞车车门普遍存在着强度、刚度不足,车门

图1 下开式车门缝隙发泡填充物

图2 侧开车门缝隙发泡填充物
当前这种临时性处理做法在全国范围相当普遍,这种处理办法,一来额外增加了装载作业工作量,影响货物装载效率;二来与当前铁路科技发展不协调,十分影响铁路在全国乃至在世界上的良好形象。为此,提出设计研制增加强度和刚度的新结构敞车车门。
2 既有车门及车体钢结构分析
C70敞车车体为全钢焊接结构,由底架、侧墙、端墙、车门等部件组成。主要型钢和板材采用Q450NQR1高强度耐候钢。既有敞车车体钢结构如图3所示。
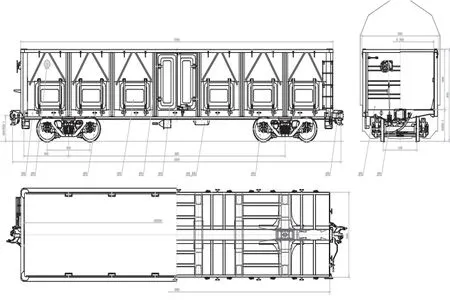
图3 C70敞车车体钢结构示意图
底架由中梁、侧梁、枕梁、横梁、端梁、纵向梁、小横梁及钢地板组焊而成。中梁采用材质为YQ450NQR1的热轧310乙字型钢,车体一位端中梁上翼缘内侧设有符合TJ/CL235的模压永久性标志。采用符合TJ/CL090的冷弯下侧梁、直径为358 mm的锻造上心盘及材质为C级铸钢的前、后从板座、加强型绳栓,装用铁路货车车号自动识别标签。侧墙为板柱式结构,由上侧梁、侧柱、侧板、连铁、斜撑、侧柱补强板及侧柱内补强座等组焊而成。上侧梁采用140 mm×100 mm×5 mm 的冷弯矩形钢管,侧柱采用帽形冷弯结构。侧柱与下侧梁间采用专用拉铆钉或短尾拉铆钉连接。
端墙由上端梁、角柱、横带及端板等组焊而成。上端梁、角柱采用160 mm×100 mm×5 mm 的冷弯矩形钢管,横带采用断面高度为150 mm的帽型冷弯型钢。
车体两侧的侧墙上各设一对侧开式侧开门及6扇上翻式下侧门。侧开门采用具有开启导向功能的上门锁机构,门边处组焊槽型冷弯型钢及限位挡,将通长上锁杆封闭其中,下门锁采用翻转式偏心压紧机构。
侧开门孔宽 1 620 mm×高 1 900 mm;下侧门孔宽1 250 mm×高951 mm。如图4、图5所示。
车辆使用寿命:25年。车辆检修周期:厂修8年,段修2年。
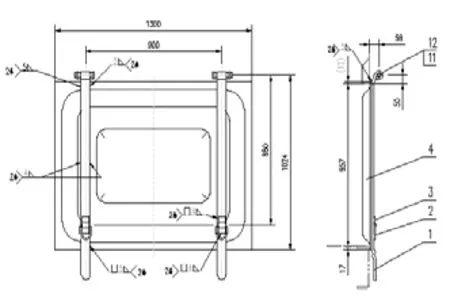
图4 敞车下开式车门示意图
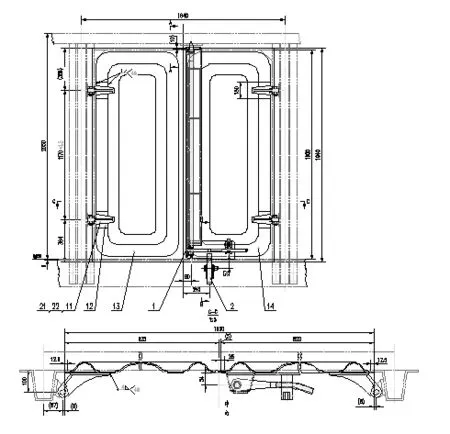
图 5 敞车侧开门示意图
从以上敞车侧开门的工作图可以知道,侧开门主要由上门锁机构组成 、下门锁机构组成、侧门折页、折页垫板、侧门板(1)、侧门板(2)、半光圆锁 、垫圈部分组成。从以上敞车侧开门的工作图可以知道,下开门主要由下侧门折页、挂环、挂环座 、下侧门板 、半光圆锁 、垫圈28等部分组成。
从敞车的运用服役情况来看,敞车车体的底架、侧墙、端墙等部件的刚度和强度都能满足运输要求,车门门框强度、刚度也能够满足运输要求,只有压制成型车门板变形大、车门与门框之间间隙大等问题,这个问题,可以通过设计抗变形新结构车门得以解决。
3 抗变形新结构车门设计
为了设计增大强度、增大刚度车门,我们提出以下三个设计原则:一是控制增加车辆自重;二是控制制造成本;三是与既有车门通用。既有敞车下开式车门门板如图6所示。
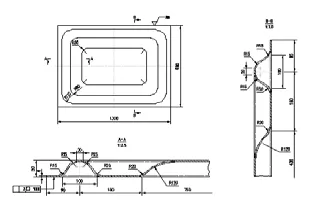
图6 既有敞车下开式车门门板
由图6可知,该门板是由厚度为4 mm钢板压制成型的,板面具有“回”字形凹凸结构,目的是增加板面的刚度。门板与门框接连配合部分只是一圈厚度为4 mm的薄钢板。为此,提出以下改进方案。
方案一:在既有门板上增加厚度为8 mm左右的加强筋,如图7所示。
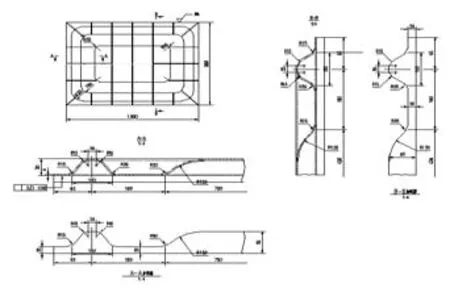
图7 敞车下开式加强筋车门门板
由于在门板上增加了加强筋,这样的话,可以大大增加门板的刚度,车门受力变形减少,使得车门与门框保持密贴状态。
方案二:门板材料厚度由4 mm改为6 mm~8 mm的钢板,如图8所示。
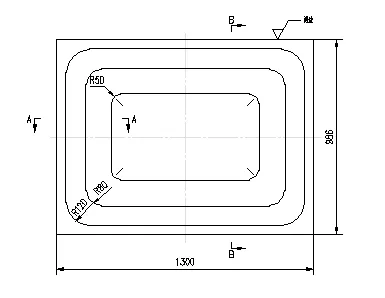
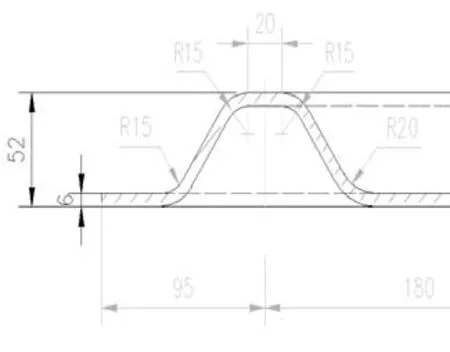
图8 门板厚度为6~8mm钢板(立面及剖面)
把既有门板厚度为4 mm改为6 mm~8 mm钢板压制成型,车门形状与既有形状一样,这样也可以大大增加车门的刚度和强度,减少车门受力变形,并确保车门四周与门框之间保持密贴状态。
方案三:门板材料厚度由4 mm改为6 mm~8 mm的钢板,并且在车门上增加加强筋,也就是说,把方案一与方案二进行结合,这样,可以大大增加车门的刚度和强度,可以确保车门四周与门框之间始终保持密贴状态。
另外,相应增加下侧门折页等零件的型面尺寸,以增加有关零件的强度和刚度。
对于侧开门,可以采用同样的方法进行解决,这里不再赘述。
